向淑君
氢气孔是铝及铝合金焊接时最常见的一种缺陷,并且往往以微气孔形式出现。由于气孔的存在,会使焊缝接头强度、塑性和冲击韧性降低,所以在焊接时必须最大限度地减少气孔的含量,确保焊接质量。
铝及铝合金TIG/MIG焊接时除了材料本身的特点导致气孔的产生外,笔者现在从以下几个方面来进行分析铝及铝合金产生气孔的原因,并给出相应的防止措施。
一、焊接材料
焊接材料对焊接接头气孔的影响,这里主要讨论的是填充焊丝和保护气体。
1、焊丝
焊丝的成分及性能直接影响焊缝的力学性能;焊丝表面的光洁度直接影响焊接工艺。例如,普通铝焊丝表面有油封及自然生长的氧化膜,焊接时参与冶金反应,部分氢受热分解后溶入溶池中,为焊缝中产生氢气孔提供条件,即使在焊接之前经过化学清理或机械清理,但在化学清洗后的存放待用时间内,铝焊丝表面又会自然生长新的氧化膜,致其表面出现疏松,甚至出现孔洞,这些疏松易吸收空气中的水分,这样很难保证焊缝质量。
所以,一般情况下在焊接铝及铝合金前,焊丝和焊件都要经过化学清洗,清理后要保持干燥。清洗后的焊丝最好在2~3小时内完成焊接,而且清洗后的焊丝在存放待用的时间内一定要按规定放好。大构件的生产,除了焊前的化学清理外,在进行焊接之前局部还要进行机械清理。在焊接过程中,焊丝的放置和操作要规范:同时对焊丝本身的性能也提出了一些要求:(1)焊接时焊丝产生气孔和裂纹的倾向小;(2)焊缝及焊接接头的力学性能(强度和塑性)好,(3)焊缝及焊接接头在使用环境条件下的耐蚀性能好,(4)焊缝金属表面颜色与母材表面颜色能相互匹配等,这些都是防止气孔产生的途径。
2、保护气体
氢气(或氦气)作为保护气体,在进行TIG焊时,要求其纯度达到99.9%~99.999%范围内,我国生产的工业纯氩,其纯度可达99.99%,完全符合铝及铝合金的焊接,但氢气中有害杂质主要是氨和水蒸气,它们会在焊接的过程中分解溶入到熔池中导致气孔的产生,特别是水蒸气分解的氢会在焊缝中形成氢气孔,降低了焊接接头质量和性能,因此保护气在使用时要保持其干燥。
MIG焊分为半自动或自动焊,电极为焊丝,不存在电极烧损问题,焊接电流比TIG焊相对要大一些,为了保证获得较大的熔深及加强保护,应采用氢气和氦气的混合气体(25%He+75%Ar可获得最大熔深),对其纯度要求更高。另外,在焊接的过程中,要求保持送气管道的洁净及密封性;规范气瓶的使用及摆放方法;瓶内气体不能用尽等。
实践证明,采用铝镁系列的5083牌铝板,配5183的焊丝,99.999%的氩气保护(或Ar+He的混合气体)进行TIG/MlG焊,其效果很好。
二、焊接工艺参数
焊接工艺参数是影响焊缝质量的一个关键因素,它的影响是一个较为复杂的过程,综合考虑各个参数的影响是获得优质焊接接头的重要保证。
1、引弧和熄弧
铝及铝合金的焊接一般采用氩(或氦)弧焊,由氩(或氦)气作为保护气体,在引弧时,氩(或氦)气充当电离介质,而氩(或氦)的电离电位较高,引弧较困难,在起弧点易出现氧化物,氧化物吸水性强,致使氢气孔的产生。针对这种情况,目前解决此种现象的最好方法是采用引弧板;或在距离开始焊接处之前约20mm的地方进行引弧,然后迅速移至焊接起点进行正常的焊接。
熄弧时易造成弧坑或流淌现象,出现气孔和裂纹的情况较多。通常采用以下几种方法:在收弧处添加焊丝时,逐渐拉长电弧,同时多添加焊丝;或用迅速熄弧并重新引燃若干次的方法熄弧;也可采用熄弧板来解决;还可以采用较小电流收弧的方法等。
2、电源种类及焊接电流
铝及铝合金表面极易生成一层致密的氧化膜(),密度大、熔点高(℃),焊接时氧化膜对母材与母材、母材与填空材料之间的熔合起阻碍作用,会使焊缝出现夹渣和未熔合等缺陷,由于这些缺陷极易吸水,从而导致气孔的产生,所以焊接时要正确选择焊接电源。对于TIG焊,钨极作为电极,为了减少电极的烧损,采用交流电源进行焊接,这样做一方面保护了电极,另一方面也有清除氧化膜的作用;对于MIG焊,由于焊丝作为电极,不存在烧损问题,故采用直流反接。
焊接电流的大小应根据焊丝直径、板材厚度、接头形式及焊接位置来选择。焊接电流越大,熔池温度越高,溶入氢的量越多,而铝及铝合金T1G/MIG焊的焊角较小,焊接速度比较快,冷却时逸出的气体量较少,所以产生氢气孔的倾向比较大。MIG焊,为了获得较大的熔深,所使用的焊接电流较大,焊接速度更快,所以产生氢气孔的倾向比TIG焊更大。焊接铝及铝合金时,应采用四步操作方式进行焊接其效果较好,即太的起弧电流(目的是清理焊接坡口及其附近的氧化膜)正常的焊接电流小的收弧电流(目的是放慢焊接速度,填满弧坑)再熄弧。这样可大大减少引弧和熄弧时产生的气孔。另外,为了防止气孔的产生及提高生产率,在不导致烧穿的情况下尽量使用较大的电流进行焊接。
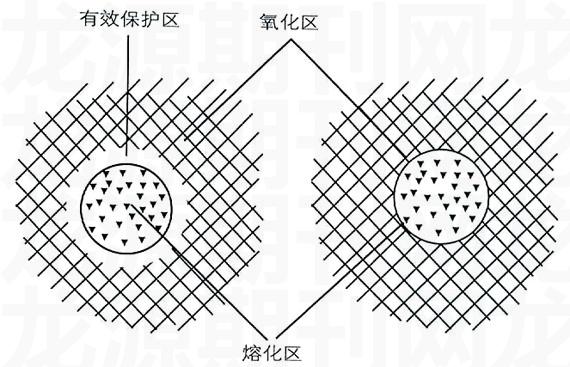
3、喷嘴及保护效果
喷嘴的结构形状与尺寸对喷出气体的流态及保护效果有很大的影响,喷嘴内形成近壁层流的厚度取决于喷嘴的形状和尺寸。试验证明,圆柱形喷嘴保护效果最好,收敛形喷嘴次之。此外,喷嘴的内壁要光滑,喷嘴出口边缘要成直角,如果边缘有2mm左右的圆角,便对气流产生不利影响;同时,如果电极和喷嘴间的同心度不好,也会严重降低气流对熔池的保护效果。保护气体流量的大小也会影响保护效果,气体流量一般根据焊接过程来选择,流量合适时熔池平稳,表面明亮,没有氧化痕迹,而且焊缝成形美观。对于一定孔径的喷嘴,气流量过小,气流挺度太差,排除周围空气的能力弱,保护效果不好:但流量过大,喷出的气流近壁层流很薄,甚至为紊流,保护效果也不好。任一口径喷嘴都有一个合适的气体流量范围。
焊嘴与焊件间距离的大小也是影响焊缝质量的一个重要因素,所以喷嘴与焊件之间的距离应合适,在电极外伸长度不影响操作及金属飞溅造成喷嘴堵塞等前提下,喷嘴至工件的距离尽可能小,这样保护效果稳定可靠。另外,为了达到保护效果良好,防止气孔的产生,铝及铝合金的焊接不适于在室外或有穿堂风的情况下进行焊接,必要时采取防风措施。
4、工艺因素
(1)焊接速度焊接速度对保护效果影响不显著,但对气体的逸出有影响,焊接速度越快,逸出的气体量越少,产生的气孔就越多:一般情况下要求焊工具有良好的操作技术,根据焊接情况能较好地控制焊接速度。据试验,在气体流量和喷嘴口径配合很好的情况下,焊速达120m/h。
(2)接头形式:接头形式不同,保护气流在其表面上的覆盖程度也不同。平对接和内角接焊接时,气流能很好地覆盖接头表面,保护效果良好,产生气孔的可能性小。外角接或端接焊接时,保护气流容易沿接头表面流散,保护效果则降低,产生气孔的可能性增大。为了改善这类接头的保护条件,可在接头两侧加气流挡板,也可用增大气体流量及灵活控制焊枪角度与位置等措施来提高保护效果,达到防止气孔的产生。
(3)坡口角度:坡口的角度随板厚的增加而增加,铝及铝合金的焊接开U形坡口较多(可减少变形量)。相对钢板来说,同种厚度的铝及铝合金板所开坡口的角度要大~些。如钢板的对接接头V形坡口一般为60°,而铝及铝合金的坡口必须在70°以上,这样产生的气孔会大大减少。在实际生产中,为了某种特殊产品的需要,当板厚达到10mm时可采用单面V型坡口,再反面清根处理,其效果会更好。
另外,周围环境及空气湿度不合理也会导致气孔的产生。铝及铝合金的装焊工艺方面还应做到:装配时不留间隙;定位焊时一般要设在坡口的反面;焊后要有清根处理等。
(作者单位:广州黄埔造船厂技工学校)
- 博物馆盲人服务刍议
- 论基层档案管理工作的困难及解决方法
- 基层档案室的档案安全维护微探
- 事业单位档案管理存在的问题及对策
- 谈环保档案管理工作的规范化、标准化
- 新常态背景下事业单位档案管理创新
- 档案资源的精细化管理与开发利用
- 机关档案管理新模式的探讨
- 浅谈医院党建档案存在的问题及对策
- 新医改背景下加强医院档案管理工作的途径分析
- 关于博物馆展品陈列展览方式的改进探析
- 论医保档案管理工作的规范化
- 重点工程建设项目档案管理工作的思考分析
- 高校基建档案管理工作的再认识
- 探析照片档案的收集与鉴定
- 浅谈如何做好文书档案管理工作
- 加强新形势下会计档案管理工作的思考与建议
- 职业院校学生档案管理工作的思考
- 如何加强新形势下医保档案管理
- 浅谈事业单位档案管理工作变革和创新发展
- 婚姻登记档案管理人员素质的提升
- 档案治理法治化下档案行政监管方法分析
- 新时期退役军人档案管理创新思路的思考
- 浅谈美术馆公共教育发展
- 文书档案管理工作的创新
- recontaminating
- recontamination
- recontaminations
- recontemplate
- recontemplated
- recontemplates
- recontemplating
- recontemplation
- recontemplations
- recontend
- recontended
- recontending
- recontends
- recontest
- recontested
- recontesting
- recontests
- recontextualize
- recontour
- recontoured
- recontouring
- recontours
- recontract
- recontracted
- recontracting
- 福不重至,祸必重来
- 福不重至, 祸必重来。
- 福与天齐
- 福与祸为邻
- 福业相牵
- 福为祸倚,乐极生悲
- 福为祸先
- 福为祸始
- 福之至也,人自生之;祸之至也,人自成之
- 福乐盈溢
- 福乡
- 福事
- 福人
- 福仁祸淫
- 福从天降
- 福从此起,祸也从此起
- 福从此起,祸从此起
- 福从赞叹生
- 福从赞叹生。
- 福休
- 福佑
- 福体增绥
- 福体长泰
- 福倚祸伏
- 福先