陈海彬
[摘? ? ? ? ? ?要]? 数控车实习是一门操作性、动手能力很强的课程,技工类院校的学生在数控实习中长时间的单一零件加工,使学生失去兴趣。在教学中结合实际,选择有趣味性的训练课题,激发学生的学习兴趣,调动积极性,教学过程中要求学生根据自己的喜好可以创造性地设计类似的零件。通过酒杯异形件的加工,使学生熟练掌握Fanuc数控系统中G70、G71、G73复合指令的运用及薄壁零件的装夹、切削用量的选择等加工工艺方法。
[关? ? 键? ?词]? 数控车床加工;酒杯;教学
[中图分类号]? G712? ? ? ? ? ? ? ? ?[文献标志码]? A? ? ? ? ? ? ? [文章编号]? 2096-0603(2019)19-0118-02
一、课题简介
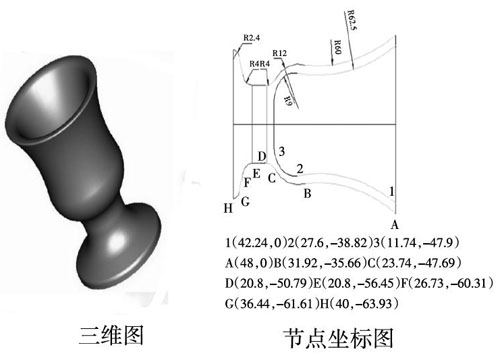
如图所示酒杯属于薄壁、细长的悬伸件,自身结构刚性和承受切削加紧能力差,加工过程易变形、振动产生振纹、尺寸超差等。在加工过程中要注意工件的装夹、刀具的选择、G指令的选择、加工工艺等方面。以沈阳数控车床CAK4085i,数控系统(fanuc? Serier? 0i mate-TD)加工为例。
二、零件的工艺分析
如图所示是回转体零件,首件试切材料是塑料棒,毛坯尺寸45、100;零件由内、外轮廓组成,轮廓由多段不同直径圆弧曲线相切而成,形成薄壁回转件,根据零件的形状、结构、精度的要求制定出加工工艺步骤如下:
1.夹住毛坯伸出长度约80,手动粗车右端面,钻底孔直径22,深度46。
2.盲孔镗刀和55度外圆菱形车刀,对刀设定工件坐标原点。
3.调用盲孔镗刀用G71指令粗加工内轮廓,留余量0.2,程序暂停,根据测量尺寸调整,程序启动调用G70指令精加工到尺寸要求。
4.调用55度外圆菱形车刀用G73指令粗加工内轮廓,留余量0.2,程序暂停,根据测量尺寸调整,程序启动调用G70指令精加工到尺寸要求。
5.更换切断刀手动切断。
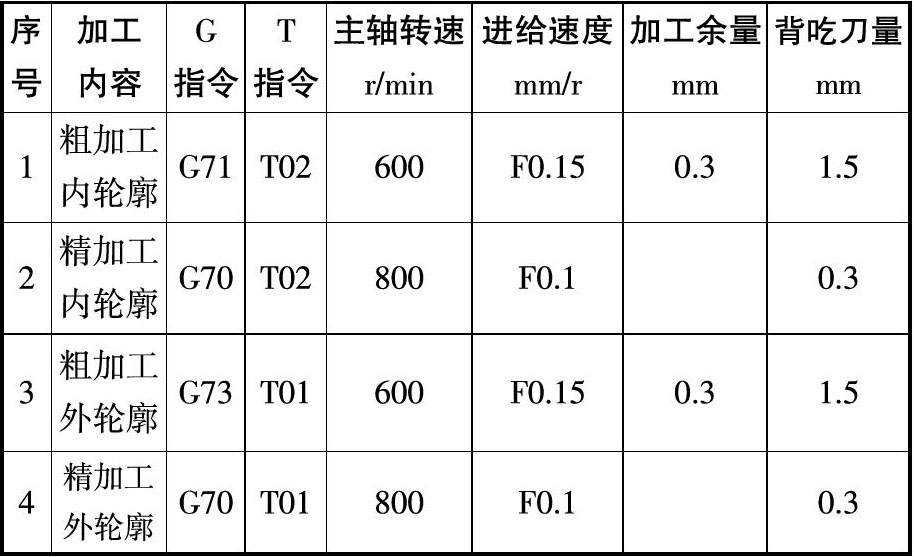
三、切削用量选择
四、加工程序
1.加工酒杯内轮廓粗、精加工程序
O0011
G99? G97? M03? S600? F0.15; 主轴正转,转速600,进给量0.15
T0202; 调用T02盲孔镗刀
G00? Z3; 快速定位
X25;
G71? U1.5? R0.5; 内轮廓粗加工复合循环
G71? P10? Q20? U-0.3? W0;
N10? G00? X42.24;
G01? Z0;
G02? X27.6? Z-38.82? R62.5; 顺时针加工R62.5圆弧
G03? X11.74? Z-47.9? R8; 逆时针加工R8圆弧
N20? G01? X0; 循环结束
G00? Z100; 回到起刀点
X100;
M05;? ? ? ? ? ? ? 主轴停止
M00;? ? ? ? ? ? ? 程序暫停,测量工件实际尺寸做出调整
G99? G97? M03? S800? F0.1;? 精加工开始,转速800,进给量0.1
T0202; 选取02号盲孔镗刀
G00? Z3; 快速定位
X25;
G70? P10? Q20; 精加工指令
G00? Z100; 返回起刀点
X100;
M05; 主轴停止
M30; 程序结束
2.酒杯外轮廓粗、精加工程序
O0022
G99? G97? M03? S600? F0.15; 主轴正转600,进刀量0.15
T0101;? ? 调用01号55°菱形外圆车刀
G00? X55;? ? 快速定位
Z3;
G73? U15? W0? R12;? ? 闭环复合循环外轮廓粗加工开始
G73? P10? Q20? U0.3? W0;
N10? G00? X48;? ? ? ? ?快速定位
G01? Z0;
G02? X31.92 Z-35.66 R60; 顺时针加工R60圆弧
G03? X23.74 Z-47.69 R12; 逆时针加工R12圆弧
G02? X20.8 Z-50.79 R4; 顺时针加工R4圆弧
G01? X20.8 Z-56.45
G02? X26.73 Z-60.31 R2.4; 顺时针加工R2.4圆弧
G01? X36.44 Z-61.61;
G03? X40 Z-63.93 R2.4; 顺时针加工R2.4圆弧
N20? G01? X50;
G00? X100;? ? ? 快速返回起刀点
Z100;
M05;? ? ? ? ? ? 主轴停止
M00;? ? ? ? ? ? 程序暂停,测量工件实际尺寸做出调整
G99? G97? M03? S800? F0.1; 精加工开始,转速800,进给量0.1
T0101; 调用01号55°菱形外圆车刀
G00? X55; 快速定位
Z3;
G70? P10? Q20; 调用精加工程序G70
G00? X100;
Z100; 返回起刀点
M05; 主轴停止
M30; 程序结束
五、結语
通过本课题的动手操作,分别对每一个学生进行综合评价,把存在的问题分组研讨,然后公开讲解,在改错的过程中掌握操作要点。实习教学要培养学生扎实的操作技能,促进学生动手能力的拓展,调动学生的学习意愿,养成探索的习惯,稳步提高技能,适应今后社会发展。了解每一个学生的课程学习情况,使其理论储备和操作能力兼备,实现职业教育教学及技术型人才培养目标,缓解学生的择业压力。
参考文献:
[1]王军.浅谈数控车床实习教学课题的选择[J].科教文汇(上旬刊),2013(1):72-73.
[2]谭小蔓,李大明,李卫清.数控车床加工薄壁盘类零件方法的探讨[J].机电工程技术,2012,41(5):87-89.
- 教育部考试中心发布《中国高考评价体系》, 联通“招—考—教—学”全流程
- 刍论制订初中英语教学有效策略与实践
- 激活小学数学课堂,提高课堂教学效率
- 心理健康教育融入小学德育教学的有效途径
- 基于课型的小学英语教学情境创设
- 运用方格图提高小学图形面积教学效果的实践与思考
- 学科核心素养培育下初中地理课堂有效教学探讨
- 巧用导学案,提高初中生名著阅读的能力
- 传统民居与环境的关系
- 浅议初中物理课堂引入
- 健康中国行动
- 关于统编教材小学《道德与法治》课堂设计的初探
- 借助微信公众号,打造作文特色班级
- 核心素养导向下小学数学生态课堂教学策略
- 有效培养小学生学习数学兴趣探析
- 用心教书,用爱育人
- 小学低年段绘本口语教学探究
- 小学生综合素质评价的有效探索
- 例谈在小学对话中优化阅读展示的效能
- 优化作业设计,放飞学生潜能
- 小学语文教学中阅读教学的有效开展与实践
- 巧设结尾,点睛信息技术课堂
- 试分析高中足球教学训练存在的不足及其解决措施
- 浅谈小学班级自主管理
- 家校亲子活动有效促进家长素质提高的研究
- intˌernal consultant
- inuit
- inuits
- inundate
- inundated
- inundates
- inundating
- inundation
- inundations
- inundator
- inundators
- inundatory
- inured to
- invadable
- invade
- invaded
- invader
- invaders
- invades
- invading
- in vain
- invalid
- invalidate
- invalidated
- invalidates
- 去旧即新
- 去时留人情,转来好相见
- 去时留人情,转来好相见。
- 去智化
- 去暗投明
- 去暴
- 去暴除奸
- 去末归本
- 去本就末
- 去本趋末
- 去来
- 去来今
- 去某地
- 去核电化
- 去梯
- 去梯之言
- 去梯言
- 去毛熟治的兽皮
- 去毛的兽皮
- 去污粉
- 去泰去甚
- 去滑
- 去火
- 去烦从简
- 去甚去泰