马庆良
摘 要:“和谐号”大功率电力机车配装的TBQ35型牵引变压器,是公司通过引进德国西门子公司技术加以消化吸收,自主研发的新型牵引变压器。因增加了辅助绕组,出头多、走线复杂,引线下料成为提高生产效率、节约材料成本的关键。本文提出,控制引线下料长度,合理使用设备工装,节约材料、提高工效、提升产品质量,对完成生产任务有着明显的推动作用。
关键词:“和谐号”牵引变压器 引线下料 工艺改革 实施技巧
南车株洲电机有限公司是“和谐号”大功率交流电力机车及直流电力机车等牵引变压器生产厂家,其车型多、劳动强度大,生产任务十分紧张。特别是线圈的引线出头制作,生产用铜耗料很大且难以控制,体力劳动强度高,每台变压器线圈引线制作需24小时左右,此工序成为公司提升产品质量与产能的瓶颈。
一、引线下料存在的问题
在新车型牵引变压器生产环节中,引线下料是一项比较重要的工序,直接关系到后序工作的质量控制,同时也是一个比较费时、费力、费料的工序。虽有下料表,但因为只是理论设计数据,没有经过实践证明,致使在实际操作中人为与设备因素没有考虑进去。如本线长度没有控制标准,下料长度过长,绕组引线制作成形后易造成与夹件或邻近引线之间没有绝缘距离,外观不美观,长度过短造成线与线之间没有间隙。工艺要求与绕组高压交叉的走线方式要求绝缘距离必须在30mm以上,对此现场操作难以做到。而且现场剪切浪费人力,长度随意性较大,在器身上剪切还易造成铜屑掉落,成为质量隐患。由于引线制作形式不一致,走向随意性较强,从而造成浪费。综上所述,我们只有对牵引变压器引线下料的工艺加以改革,才能更深层次地提升预制能力,逐步做到引线制作标准化作业。
二、改革引线下料工艺
一是控制好绕组本线出头位置与走向尺寸;
二是固定剪切长度,确定后续尺寸;
三是提高工装设备的使用率,保证下料长度的准确性;
四是做到台位下的材料预制,减少台位上的工作量;
五是包扎前将引线弯曲走向固定,制作成成品零件后使用,并具有互换性。
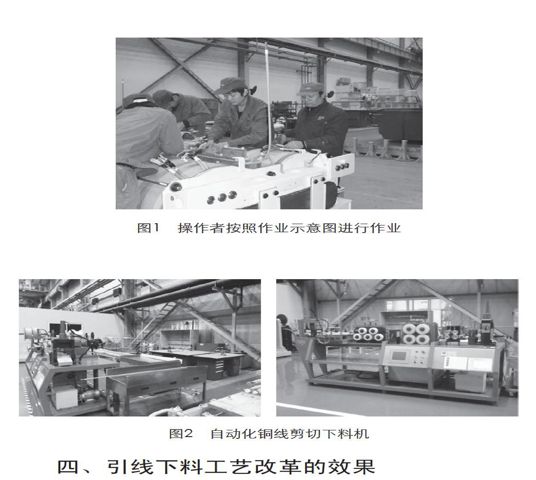
图1 操作者按照作业示意图进行作业
通过绘制作业图表,将其纳入班组辅助作业指导书,规定绕组本线出头位置及走向和本线出头长度示意图,保证后续引线长度。(此图表简化图样标识,将图样分层标出,与工作图样结合能使操作者快速制作本线出头及安装木夹件)。在实际操作中论证长度尺寸,在其他生产作业组中进行试验,其实际效果明显,见图1。
三、引线下料工艺改革实施技巧
一是根据绕组本线出头作业示意图作业,严格按照规定出头长度、旋转方向、出头走向进行弯曲、剪切、剥削绝缘层、除漆,以保证后续引线的连接精确性。
二是按照新的下线表,将所有圆铜棒、铜绞线均在自动下料机上精确裁切(图2)、剥离绝缘,将铜绞线预压铜套并预包扎绝缘层(表中巳标明绝缘剥离和绝缘包扎长度)。避免了在器身上切割铜棒时铜屑遗留在线圈上的质量隐患,既提高了工作效率,又保证了质量。通过实行引线下料材料控制,简化了操作工序,并实行了作业前引线绝缘预包扎和多台保有量等准备工作。
三是在按照新下线表要求保证长度的同时,在包扎绝缘层前,按压接线位置预先将引线按各种形状弯曲成形,这样既减少了压接后的工作量,且降低了劳动强度。同时保证绝缘包扎的工艺要求与美观,并可以将引线作为标准件进行互换,逐步体现出标准化作业效果。
四是在公司其他同类产品中,以点带面,均釆用此下料表的工艺方式作为工艺文件形式,对生产过程进行指导。
图2 自动化铜线剪切下料机
四、引线下料工艺改革的效果
一是新制定的下线表具备了下线、绝缘剥离、预压接铜套、绝缘预包扎等多项功能。在实际生产中,此图表简单易懂、容易掌握,操作性、实用性强。在作业中推广后,保证了引线走线一致,出线形式一致,长度位置一致,绝缘距离一致,外观质量明显提高。
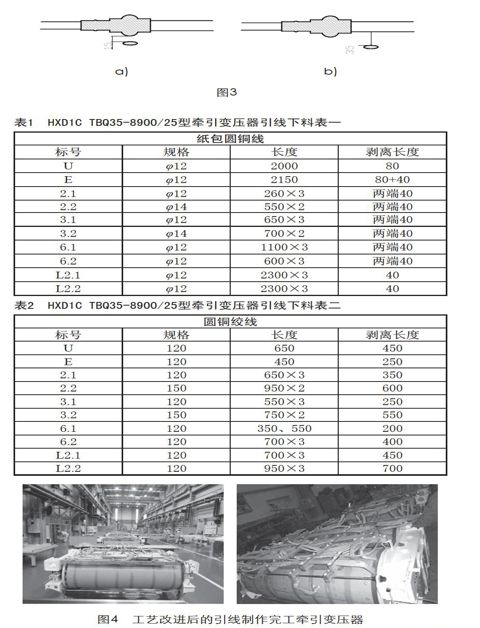
二是标准的作业示意图改善了作业方式和作业标准,使引线走向及绝缘距离标准一致、美观,提高了工作效率,节约了材料成本,改善了由于引线过长造成压接头在高压线上方使绝缘距离超标等问题,如图3a)、图3b)所示。
a) b)
图3
a)改进前压接头与高压引线距离 b)改进后压接头与高压引线距离
三是节约材料明显。如3.2线φ14 mm圆铜棒由1200mm改为700mm,2.2线由1000mm改为550mm,L2.1、L2.2线φ12mm圆铜棒由3000mm改为2300mm。每台节约纸包圆铜棒、圆铜铰线共计31.23kg,折合人民币2129元,按目前公司产TBQ35变压器1000台计算,共为公司节约材料成本达212.9万元。
HXD1C TBQ35-8900/25型牵引变压器引线下料表一,见表1;HXD1C TBQ35-8900/25型牵引变压器引线下料表二,见表2。
四是节省人力、缩短工作时间,大幅度提高工效。每作业小组的单台作业(6人组)的周期明显缩短,由原来的约24小时,改为现在的(4人组)约8小时。单台变压器工时成本约节省1120元,同样按公司产量计算,共计节约人工成本112万元,两项合计节约制造成本334.9万元(图4)。
表1 HXD1C TBQ35-8900/25型牵引变压器引线下料表一
纸包圆铜线
标号 规格 长度 剥离长度
U φ12 2000 80
E φ12 2150 80+40
2.1 φ12 260×3 两端40
2.2 φ14 550×2 两端40
3.1 φ12 650×3 两端40
3.2 φ14 700×2 两端40
6.1 φ12 1100×3 两端40
6.2 φ12 600×3 两端40
L2.1 φ12 2300×3 40
L2.2 φ12 2300×3 40
表2 HXD1C TBQ35-8900/25型牵引变压器引线下料表二
圆铜绞线
标号 规格 长度 剥离长度
U 120 650 450
E 120 450 250
2.1 120 650×3 350
2.2 150 950×2 600
3.1 120 550×3 250
3.2 150 750×2 550
6.1 120 350、550 200
6.2 120 700×3 400
L2.1 120 700×3 450
L2.2 120 950×3 700
图4 工艺改进后的引线制作完工牵引变压器
(作者单位:南车株洲电机有限公司)
- 初中数学在小组合作学习方面的研究
- 新课标下的数学课堂
- 我最出色的班主任工作
- 高中数学课堂如何做好笔记
- 小学数学中年级拓展性教学的思考
- 哥德巴赫猜想证明
- 关于小学管理中的德育教育和安全管理问题研究
- 新课程理念下高中数学教学策略初探
- 解析高中生建模能力的培养途径
- 高中数学教学中存在的问题及应对策略
- 基于学科核心素养的高中数学教学模式研究
- 浅析小组合作学习在高中数学教学中的应用
- 聚焦数学文化 提升数学素养
- 润数无声 素养习得
- 初中数学问题解决策略研究
- 浅析综合法和解析法在初中几何解题中的应用
- 巧用数学模型思想求解中考试题的研究
- 浅谈如何设计中考数学复习中的专项训练
- 例谈一道中考压轴题的解题分析和解题方法
- 高中数学圆锥曲线解题思考与探究
- 高中数学学法与解题方法研究
- 高考圆锥曲线压轴题的破解策略
- 周期数列性质的应用
- 两类齐次不等式的推广
- 高中解析几何简化计算之点乘双根法
- get rid of
- get-rid-of
- get rid of sb/sth
- get round
- get round/around sb
- get round/around somebody
- get round/around something
- get round/around sth
- get round/around to sth/doing sth
- get round sb
- get round to sth
- gets
- gets about
- gets along
- gets around
- gets away
- gets back
- get sb back
- get sb down
- get sb excited
- get sb in
- get sb interested
- get sb into bed
- get (sb) off the hook
- get (sb) off the hook / let sb off the hook
- 重托重托,没齿不忘
- 重扰
- 重投胎
- 重折连词
- 重拂
- 重担
- 重拳
- 重拳出击
- 重指
- 重指代字
- 重指代词
- 重指式
- 重指的同位
- 重按打不出好音乐
- 重挫
- 重振旗鼓
- 重提
- 重提旧事
- 重操旧业
- 重操旧业的人
- 重敬
- 重数
- 重整
- 重整家园
- 重整干坤