能徐文 向红明 胡大成

摘?要:大螺距多头矩形螺纹、梯形螺纹的结构比较复杂,在普通车床上加工大螺距多头螺纹时,存在依靠不同尺寸样板磨成型刀刀具,对操作者技能要求较高,加工精度低,分头的准确性低,从而影响大螺距多头螺纹的表面质量与使用寿命,现浅谈自己实践探索在数控车加工大螺距矩形螺纹、梯形螺纹的加工方法与切削参数,为数控车加工大螺距螺纹提供借鉴。
关键词:大螺距螺纹;数控;切削方法;刀具
目前大螺距矩形螺纹、梯形螺纹都在普通车床上利用成型刀进行加工,分头分别利用小刀架移动与垫块规、脱开挂轮和分度盘,而数控加工大螺距多头矩形螺纹、梯形螺纹能够准确的控制定位与精度、提高工件表面质量和提高切削效率。
1 刀具的选用与加工方法的分析
1.1 刀具选用
经过实践试切,选用切槽刀对大螺距多头矩形螺纹、梯形螺纹进行加工,并对刀杆主后面、副后面分别进行加工,使主后面、副后面加工的角度分别大于齿形角(α)和螺旋升角,保证刀杆主后面、副后面角度对大螺距多头矩形螺纹、梯形螺纹槽的侧面无干涉,保证槽侧面的光洁度。此刀具相比普通的刃磨刀具,第一,在数控加工中,刀片磨损之后,可以随时更换刀片,不存在对刀问题;第二,对刀具的合理利用,降低了企业的加工成本。
1.2 加工方法的分析
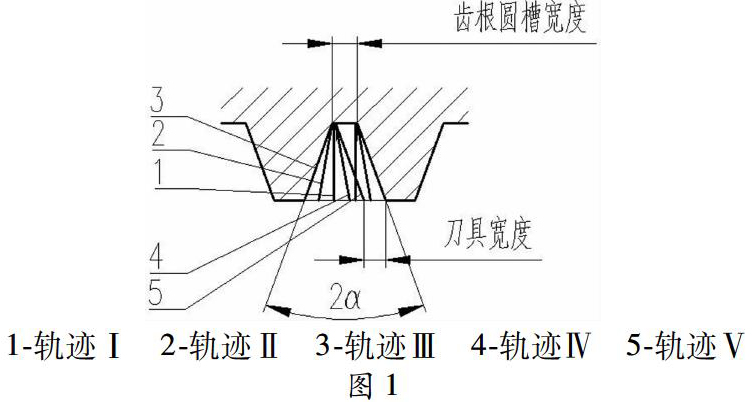
数控车上加工大螺距矩形螺纹、梯形螺纹方法采用交错式径向进刀(如图1所示)。根据螺纹性质的周期性变化,编制程序时只考虑一个周期中的牙型槽,内容为:
①判断齿根圆槽宽度大于刀片宽度(ap);②沿齿根槽中间位置轨迹Ⅰ径向切削;③沿轨迹Ⅱ有一定角度径向切削;④沿轨迹Ⅲ有一定角度径向切削;⑤沿轨迹Ⅳ有一定角度径向切削;⑥沿轨迹Ⅴ有一定角度径向切削。切削过程中,保证所有进刀轨迹的径向进刀量一致。此方法相比成型刀具,不存在随着刀具径向进给增加,切削面积的增大。
2 切削程序的优化与加工指令的确定
切削大螺距螺纹槽时,槽侧面是由相同径向进给的切削线组成斜面,所有轨迹径向进给量小于切槽刀片的刀尖圆弧半径,有利于提高大螺距螺纹槽侧面的光洁度;根据周期性的变化,在数控系统为SINUMERIK828D的数控车上利用恒螺距螺纹切削G33、起始点偏移SF、轮廓定义ANG进行编程,从而优化程序,根据不同大螺距多头矩形螺纹、梯形螺纹及大模数ZA蜗杆牙型进行编制程序。
对大模数ZA蜗杆为例(如图2)。模数m=5、头数z=2、齿形角α=20°、导程角γ=9.46°、蜗杆特性系数q=12。
蜗杆轴向齿距P这是一段中文版式双行合一,请在合适位置插入换行符?X=πm
蜗杆齿顶高h?a?=h?a?*m=m
蜗杆齿根高h?a?=h?a?*m+c*m=1.2m
齿根圆槽宽度L=P?x?/2-2h?f?tan20°=3.486
轨迹3、5进刀位置槽宽度B=P?x?/2+2(h?a?+5)tan20°=15133(5为安全距离)
轨迹2、4进刀位置槽宽度S=P?x?/2+2(h?a?+5)tan10°=9.13(5为安全距离)
根据加工方法分析,加工ZA蜗杆选用3mm切槽刀,M为螺纹有效长度,N为安全距离,a?p?为刀片宽度(SINUMERIK828D系统)。
G0 X80 Z30 M03 S160
R17=0 R18=1;R17分头初始角度 R18头数
ABA:
R100=70 R200=80;R100初始值R200退刀
R1=N-a?p/2?R2=N-(9.13/2) R3=N-(15.133/2)
R4=N+(9.13/2)-a?p?R5=N+(15.133/2)-a?p
AAA:
G0 Z=R1
X=R100
G33 Z=-M?K=15.708 SF=R17
G00 X=R200
Z20
G01 Z=R2 F0.2
X=R100 ANG=-80
G33 Z=-M?K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R3
X=R100 ANG=-70
G33 Z=-M K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R4
X=R100 ANG=-100
G33 Z=-M K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R5
X=R100 ANG=-110
G33 Z=-M K=15.708 SF=R17
G00 X=R200
Z=R3
R100=R100-0.1;0.1每次切削徑向进给
IF R100>=47.6 GOTOB AAA
G0 Z50
R17=R17+360/R18
R18=R18-1
IF R18>0 GOTOB ABA
G0 Z50 M9 M5 M30
3 结论
在企业中存在大螺距矩形螺纹、梯形螺纹的批量生产,根据螺距矩形螺纹、梯形螺纹或ZA蜗杆的齿形角,合理的编制程序,提高了加工效率,并合理利用刀具,节省了企业的成本。此方法适用大螺距矩形螺纹、梯形螺纹及大模数ZA蜗杆的加工与切削。
参考文献:
[1]张娟.螺纹的数控车削加工方法分析.2018.
[2]冯铿锵.利用数控车加工大螺距螺纹的方法.2018.
[3]邓云辉.左右法分层数控车削梯形螺纹[J].科技创新导报,2014(18):85-86.
- 企业会计信息对宏观经济增长的影响路径研究
- 农村土地集体所有制形成的历史必然性及其绩效
- 共享经济视角下我国“时间银行”养老服务体系的发展对策研究
- 高校品牌形成的内部机制探讨
- 我国市场化债转股政策研究
- 分析师关注与股价同步性
- 证券市场动量效应研究综述
- 雄安新区创新驱动发展路径研究
- 宏观经济学的困境
- 对当前中国银行业信贷结构的几点认识
- “互联网+”推动下浙江非遗文创产业孵化生态圈建设研究
- 地板产业集群高质量发展研究
- 工业设计产业与制造业融合的影响因素及实证研究
- 基于核心企业的产业并购基金研究
- 供给侧改革视域下中国产业与消费结构匹配研究
- 供给侧结构性改革进程中我国产业创新绩效提升研究
- 上市公司、外部审计师与证监部门对会计信息披露质量的影响研究
- 互联网情境下的组织任务环境特征研究
- 人力资源管理实践的内部一致性对员工组织承诺感的影响研究
- 基于层级子群模型的组织学习绩效研究
- 青年人才职业成长与离职倾向研究
- 企业透明度与企业创新
- 固定资产投资项目库建设和管理机制研究
- 创新研究新视角
- 改革开放40年金融发展与金融助推供给侧改革路径研究
- cheap and nasty
- cheap-at-twice-the-price
- cheapen
- cheapened
- cheapener
- cheapeners
- cheapening
- cheapens
- cheaper
- cheapest
- cheaping
- cheapish
- cheapishly
- cheaply
- cheap money
- cheapmoney
- cheapness
- cheapnesses
- cheaps
- cheapskate
- cheapskated
- cheapskates
- cheapskating
- cheap²
- cheap¹
- 绒毛
- 绒毛小鸭初下水——一切从头学起
- 绒毛小鸭初下水——新学
- 绒毛猪,难涂掳
- 绒毛膜癌
- 绒毛鸭子刚下水
- 绒球打脸
- 绒球打锣
- 绒画
- 绒线
- 绒线儿铺
- 绒绒
- 绒绢纸花
- 绒绣
- 绒长
- 绒面革
- 结
- 结下了怨恨
- 结下仇恨
- 结下冤仇
- 结下怨仇
- 结下缘分
- 结不出什么茧来
- 结不出甜果
- 结不解之缘