李颖
摘 要:本文通过对7075铝合金FSW焊接接头进行固溶处理和时效处理,对比热处理前后焊接接头的力学性能。结果表明:焊接接头抗拉强度从454 MPa提升到486 MPa,延伸率从5.9%提升到6.3%;焊后热处理的焊接接头硬度有整体性提高,热处理前硬度值呈现“W”形分布特征被减弱;热处理后焊接接头断口出现在焊核区,焊接接头前进侧热影响区软化现象得到了改善。
关键词:热处理;7075铝合金;焊接接头;力学性能
中圖分类号:TG453.9文献标识码:A文章编号:1003-5168(2020)04-0045-03
Abstract: This study carried out solution treatment and aging treatment on 7075 aluminum alloy FSW welded joints, and compared the mechanical properties of welding joints before and after heat treatment. The results showed the tensile strength of welded joints increased from 454 MPa to 486 MPa, the elongation rose from 5.9% to 6.3%. After heat treatment, the hardness of welded joints achieved overall increase, while the “W” distribution of hardness value was decreased. The fractures of welded joints lied in weld nugget zone, and the strain softening in A-HAZ was improved after heat treatment.
Keywords: heat treatment;7075 aluminum alloy;welded joints;mechanical properties
铝合金是航空航天中常用的结构材料,其最主要的特点是固溶处理后塑性好,可进行热处理,且热处理后强化效果好,具有良好的机械性能,易于加工,耐磨性好[1-3]。
国内外学者对铝合金FSW焊接工艺、接头组织及力学性能进行了大量研究[4-7]。通过研究发现,设计合理的旋转速度与焊接速度可以得到优良的搅拌摩擦焊接接头,但焊后的焊接接头硬度和抗拉强度都较母材的硬度、抗拉强度有所下降。颜泽钢[8]研究了焊后热处理对6063-T6铝合金搅拌摩擦焊组织性能的影响;孙喜海等[9]研究了焊后热处理对6A02-H112铝合金搅拌摩擦焊接头力学性能的影响;宋东福等[10]对4组6061-T6铝合金搅拌摩擦焊接头进行焊后人工时效处理,采用OM和SEM等分析了时效处理工艺对接头的组织和力学性能的影响规律和机制;Chaitanya S.等[11]研究了不同的焊后热处理工艺对AA7039铝合金搅拌摩擦焊接头组织及性能的影响。本文拟对10 mm厚7075铝合金平板搅拌摩擦焊焊接接头进行热处理,对比热处理前后焊接接头的力学性能。
1 试验材料与方法
本次试验选取旋转速度为700 r/min、焊接速度为90 mm/min的试件a,旋转速度为900 r/min、焊接速度为90 mm/min的试件b,旋转速度为1 200 r/min、焊接速度为90mm/min的试件c制作金相试件,探究热处理工艺对焊接接头显微硬度的影响;选取试件b制取拉伸试件,探究热处理后焊接接头的拉伸性能。按照金属材料热处理试验的相关国家标准,使用SX3-2.5-10陶瓷纤维电阻炉(见图1)对金相试件与拉伸试件进行热处理。固溶温度为470 oC,固溶处理时间为60 min,然后进行水淬,再放入空气炉进行时效处理,时效温度为120 oC,时效处理时间为24 h,最后进行空冷。使用HVS-1000型数显显微硬度计对热处理后的金相试件进行维氏硬度测试试验;使用WD-P6105微机控制电子万能材料试验机对热处理后的拉伸试件b进行拉伸测试,拉伸速度为0.5 mm/min。
2 试验结果与分析
2.1 热处理工艺对显微硬度的影响
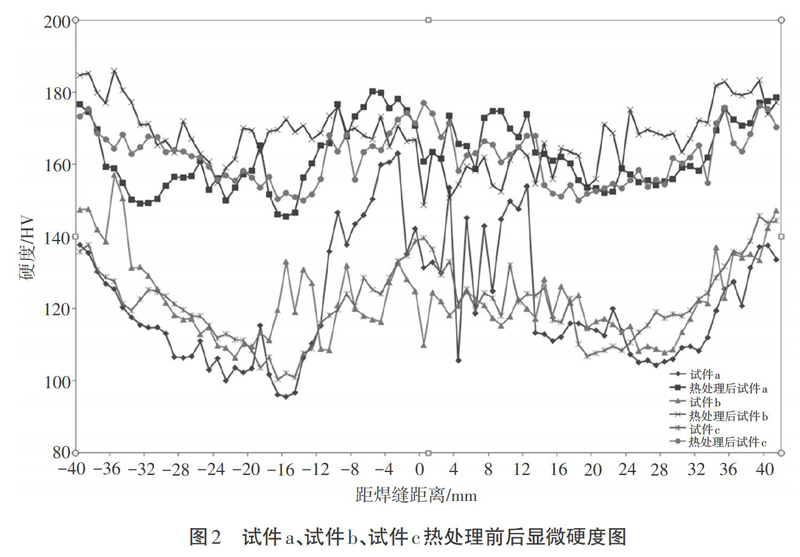
图2是热处理前后铝合金搅拌摩擦焊焊接接头不同组织维氏显微硬度值的对比图。从图2可以看出,热处理后接头的硬度明显提高。热处理前,焊接接头显微硬度值的分布呈“W”形,且焊核区的硬度比热机影响区的热影响区值高。热处理后,焊接接头各个区域的硬度值相差不大,“W”形硬度值分布特征被减弱,焊后前进侧热机影响区产生的软化现象得以修复,铝合金搅拌摩擦焊焊接接头的整体性硬度被提高。这是由于长时间的时效处理使焊接接头中的过饱和固溶体被析出且均匀地分散到焊接接头的各个区域,第二相粒子趋于均匀化。
2.2 热处理工艺拉伸性能的影响
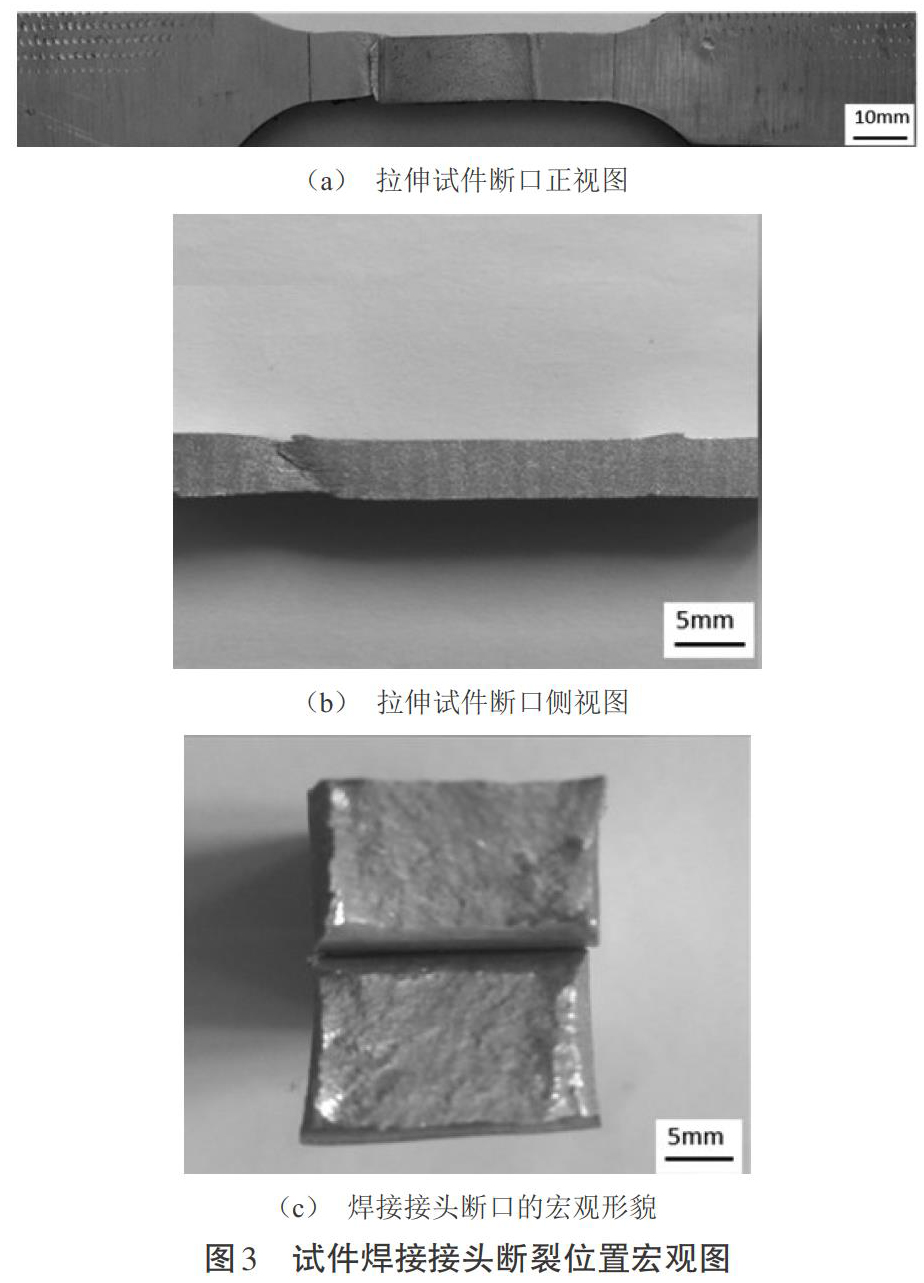
图3是未热处理试件c发生断裂位置的宏观图。由图3可知,断口处位于前进侧热影响区,这与之前的研究结果维氏硬度值出现的最低点是前进侧热机影响区对应,证明了焊接接头组织接头软化区域出现在热机影响区。焊接接头前进侧热机影响区软化会影响铝合金搅拌摩擦焊的力学性能。
通过试验测得:试件c热处理前的抗拉强度为
454 MPa、延伸率为5.9%;热处理后抗拉强度得到提高,抗拉强度最大值为486 MPa,断后延伸率为6.3%。图4是热处理前后试件c应力-应变曲线对比图。
图5是试件c热处理后焊接接头断裂位置的宏观图。由5图可知,热处理后接头断裂的位置位于焊核区,而不是在前进侧热影响区,证明热处理后前进侧热影响区的软化现象被改善。断口较热处理前平坦,呈现出的“颈缩”现象不明显,这是固溶处理之后,焊接接头中形成过饱和固溶体,在时效处理后,过饱和固溶体与第二相粒子被析出,并且均匀地分布在焊接接头的各个区域,所以焊接接头的抗拉强度被提高。断口发生在焊核区,这是由于热处理前“S”形曲线中的氧化物被搅拌针搅聚在焊核区,焊核区因此成为焊接接头强度最低的区域。
3 结论
通过试验可以得出以下结论:对焊接接头进行热处理后,焊接接头硬度有了整体性提高,热处理前硬度值呈现“W”形分布的特征被减弱;焊接接头抗拉强度从454 MPa提升到 486MPa,延伸率从5.9%提升到6.3%;焊接接头断口出现在焊核区,焊接接头前进侧热影响区软化现象得到了改善。
参考文献:
[1]廖艳.搅拌摩擦焊的研究现状及前景展望[J].山东工业技术,2018(5):9.
[2]Joelj D.The friction stir welding advantage [J].Welding Journal,2001(5):30-34.
[3] Shigematsu I , Kwon Y J , Suzuki K , et al. Joining of 5083 and 6061 aluminum alloys by friction stir welding[J]. Journal of Materials Science Letters,2003(5):353-356.
[4]王廷.7050鋁合金搅拌摩擦焊接头组织与性能研究[D].哈尔滨:哈尔滨工业大学,2008.
[5]赵军军,张平,王卫欣,等.7A52铝合金搅拌摩擦焊的焊缝成形[J].焊接学报,2005(5):61-64.
[6] Rhodes C G , Mahoney M W , Bingel W H , et al. Effects of friction stir welding on microstructure of 7075 aluminum[J]. Scripta Materialia,1997(1):69-75.
[7]崔少朋,朱浩,郭柱,等.焊后热处理对铝合金搅拌摩擦焊接头组织及性能的影响[J].石家庄铁道大学学报(自然科学版),2015(4):104-108.
[8]颜泽钢.焊后热处理对6063-T6铝合金搅拌摩擦焊组织性能的影响[J].热加工工艺,2018(13):223-226.
[9]孙喜海,柴鹏,曲文卿.焊后热处理对6A02-H112铝合金搅拌摩擦焊接头力学性能的影响[J].热加工工艺,2016(11):83-85,89.
[10]宋东福,戚文军,梁涛.焊后时效对6061-T6铝合金搅拌摩擦焊接头的影响[J].稀有金属,2012(4):535-540.
[11]Sharma C , Dwivedi D K , Kumar P . Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al–Zn–Mg alloy AA7039[J]. Materials & Design,2013(1):134-143.
- 基于网络新媒体环境下公共图书馆社会化阅读推广服务模式探析
- 社区智慧图书馆的个性化信息服务方式
- 公共图书馆法中的古籍保护和利用
- 浅析高校2003年评估指标对图书馆的影响
- 浅析图书馆数字阅读推广的发展现状及策略
- 对高校图书馆服务礼仪与服务艺术的思考
- 大数据背景下图书馆图书管理信息化
- 高校图书馆读者服务工作优化研究
- 论公共图书馆未成年人读书会活动的建设
- 解读如何构建职业院校的网络图书管理模式
- 浅谈图书馆管理的特点
- 高校图书馆数字学术服务空间的构建分析
- 基于“互联网+”的图书管理信息化建设思考
- 图书馆文化扶贫服务模式分析与研究
- 信息时代中学图书馆读者服务工作的创新要点
- 新媒体环境下公共图书馆阅读推广服务工作探析
- 图书情报档案一体化管理研究的综述
- 浅谈军校图书馆在校园文化建设中的作用
- 全民阅读时代下公共图书馆地方文献的推广分析
- 公共图书馆科普教育与展览活动融合发展模式研究
- 刍议如何提高公共图书馆采编工作质量
- 如何做好县区级图书馆数字资源的建设
- 高校数字图书馆共享书单系统设计研究
- 公共图书馆全民阅读推广活动研究
- 网络趋势下公共图书馆电子阅览室的管理工作研究
- unthirsty
- unthorn
- unthorned
- unthornier
- unthorniest
- unthorning
- unthorns
- unthorny
- unthorough
- unthoroughly
- unthoroughness
- unthoroughnesses
- unthoughtfulnesses
- unthrashed
- unthreateningly
- unthriftier
- unthriftiest
- unthriftily
- unthriftiness
- unthriftinesses
- unthrilled
- unthrilling
- unthriving
- unthroatier
- unthroatiest
- 印度诗王
- 印度象
- 印度马拉提语现代小说的奠基人
- 印度鳄
- 印张
- 印张、令
- 印心石屋文钞
- 印成或写成的报喜的东西
- 印把
- 印把子
- 印摹
- 印政
- 印数
- 印文
- 印有姓名、职位、住址等的纸片
- 印有花纹的信笺
- 印本
- 印板
- 印林巨擘
- 印染
- 印染花纹的丝织品
- 印次
- 印正
- 印油
- 印泥