张贵斌
摘? 要:制浆造纸专业设备安装过程中有很多环节会涉及精密放样测量,它的存在很大程度上确保了一组设备安装的准确性、落地性及对是否能够准确投入使用进行准确判断和评估。不同的环节中,放样测量都有其步骤和操作标准,该文中笔者将对该项行为通过建立控制网确保安装精准度这一过程展开论述,以期能够为相关工作者提供一定的借鉴和启示。
关键词:精密放样;制浆造纸;设备安装
中图分类号:P258? ? ? ? ? ? 文献标志码:A
制浆造纸专业设备的安装有着极为严格的精度要求,其过程必须经过精密的测量,才能避免后续的应用过程中出现困难和不便,更避免后续的实际生产工作出现不可控的损失。基准线的建立,安装基础板,组装烘干部、压榨部、长网部,组装压光机、卷纸机、传动部,试运转和验收等步骤连接起来,构成了制浆造纸专业设备的一般安装过程。精密放样测量——这一操作手法的存在,很大程度上确保了整个设备安装过程的精准度和稳定安全。
1 精密放样测量在制浆造纸专业设备安装过程中的步骤及内容
精密放样测量在制浆造纸专业设备安装过程中的步骤与制浆造纸专业设备本身的安装,存在高度的重合性,而主要内容则包括放样和检测2个部分。
1.1 基本步骤
制浆造纸专业设备安装所经历的所有阶段只有确保严格操作、验收规范,将所有的误差控制在合理的范围内,才能确保安装有条不紊地进行,才能确保完成安装的设备最后切实应用在实际的生产过程中。具体来说,一组完整的制浆造纸专业设备安装需要经历基准线建立、基础板安装、烘干部和压榨部件的组装等,前一个步骤与后一个步骤息息相关,前一组设备的整合与后续的正常运作也有着不容忽视的关联性。在整个安装过程中,放样测量主要作用于两方面,即普通的放样测量和严密的检测测量。
1.2 主要内容
所谓的放样测量,指的就是在放样过程中所进行的测量。而检测测量则是指在设备安装过程中对有可能会出现的偏位、沉降、水平度以及垂直安装等数值所进行的测量。所有的检测过程必须采取合理且准确的操作方式,并且以综合连续无负荷运转以及手负荷试运转来进行验收。验收合格以后,设备才能正式投入使用,进行相关的生产。
2 精密放样测量在制浆造纸专业设备安装过程中的具体应用
就具体操作而言,精密放样测量在制浆造纸专业设备安装过程中的应用主要体现在2个方面,一是施工控制网的建立、二是精密测量设备的选择。而在具体的应用方面,笔者将围绕基础板安装、水平度调整和对中找正3个方面展开论述。
2.1 施工控制网的建立
在具体的设备安装过程中,制浆造纸专业设备的绝对测量精度必须达到毫米量级,相对测量精度也必须控制在10 μm以内。施工控制网的建立,严格意义来说,有助于安装过程中各个安装细节对于所要测量的点、线、面都能够提供足够可靠的测量基准,进而保证安装所需的精准度,确保设备后续的正常运转和使用。
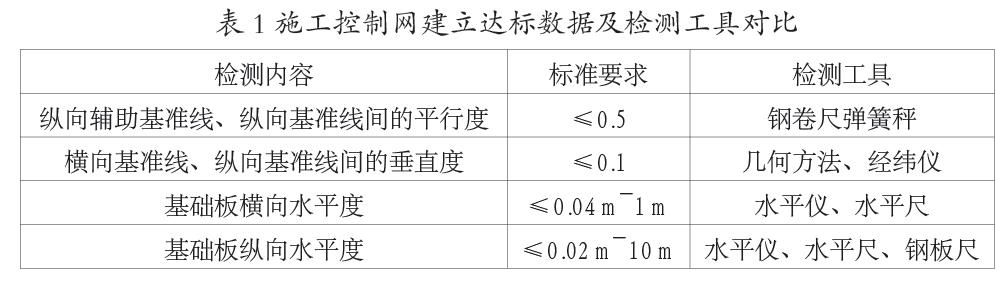
施工控制网的建立有2个关键点,即平面和高程。其中平面部分要选择机器的纵向基准线作为纵向中心线;横向的则要受制于第一烘缸或者下伏辊的纵向中心线;辅助基准线则必须位于机器操作侧面位置,与纵向基准线平行,且要选择与操作侧基础板中心线的距离。至于高程部分,关键是选择合适的基准点标高,要先找到基准点,同时联测平均标高。而施工控制网的建立是否达标,是否符合所需,具体细节可按照表1所示的数据进行对比检测。
2.2 精密测量设备的选择
纵然信息科技发展日渐飞速,但是我们也不得不承认传统制浆造纸类的专业设备却在日益大型化、机械化,这就导致其在安装过程中所要经历的步骤越来越复杂,所涉及的内容越来越精细,随时随地会因为一个细节的误差为后续设备应用的稳定性造成损耗。精密放样测量过程的开启离不开精准设备的选择,当前诸如高精度的经纬仪、GPS卫星定位系统、全站仪、激光对正仪等先进的测量设施和设备,已纷纷进入制浆造纸设备的安装过程当中,并愈发得到重视。而且各种测量技术发展飞快,可以说精密测量技术的成熟,使精密测量设备在制浆造纸行业当中的广泛应用成为可能。在具体的安装过程中,在涉及精密放样的过程中,大多会使用到经纬仪、激光对正仪、水准仪、全站仪等,同时鉴定过的温度仪器、弹簧秤、钢卷尺和磁力标尺等,也频繁地作用于这一过程当中。
2.3 精密放样测量技术的具体应用
围绕一则具体的应用案例,精密放样测量技术在制浆造纸专业设备安装过程中的应用可以体现在基础板安装、水平度调整和对中找正3个方面(包括但不局限)。
首先,几乎所有的制浆造纸设备安装都会涉及基础板,精密测量仪器的介入可以让基础板的安装控制在合理的范围之内。如果选择精度为0.8的日本T2LDTS0经纬仪,那么其可以将相关数值控制在0.1 mm以内;如果是用NA2+GMP3的水准仪,搭配全站仪和激光正对仪等设备,可将基础板表面纵向及横向弯曲度稳定控制在0.8/1000~2.0/1000的范围之内。同时基础板子间隙可以达到2.3 mm~3 mm。
其次,在精密放样测量技术引入之前,传统的制浆造纸设备安装过程中经常会出现诸如烘缸等辊筒类设备准度偏差问题,但是在引入精密放样测量技术后,通过对水平度进行调整,测量时所使用的特制带水平气泡的V型磁力标尺以及NA2水准仪能够保证传动侧高于或者等于操作侧,同时还有效地将偏差控制在了0.05 m以内。
最后,为了确保测量的精准度,笔者建议使用Fixturlaser shaft200激光对中仪进行精准测量,这款设备不仅操作简单,而且能够精确到0.001 mm,全然能够满足制浆造纸专业设备联轴器对中找正的要求。在进行测量调整时,要先将激光发射器和激光接收器分别安装在减速器的联轴节和辊子的联轴节上,同时转动联轴器,并且用各种规格的薄片对电机和齿轮箱进行调整,确保屏幕显示的数据最终定格在0.05 m以内。
3 结论
虽然在设备安装的过程中引入精密放样测量技术,能够在很大程度上避免一些麻烦和问题,但是需要注意的是,在测量之前以及开启校准的过程中,要对所有的项目进行鉴定核验。这样做的目的是为了在日后相关数据处理的过程中,可以进行必要的调整和改正,象围绕GPS相位偏心误差所开启的核验、全站仪的测角内外符合精度所开启的核验,水准仪的I角误差以及透镜运行誤差所开启的核验等。当然鉴于放样测量技术本身是一个尚在发展和不断革新的阶段,因此其于制浆造纸专业设备安装领域而言,仍然存在极大的融合空间。在这空间当中,其还需要广大设备研发、工作和应用人员不断总结经验,发现检测应用过程中出现的问题、存在的不足,做好积累和汇总,以便为后续的调整提供技术性和科学性的依据与支持。
参考文献
[1]赵大平,校红杰.设备安装工程中的精密工程放样[J].中国西部科技,2011(24):17-45.
[2]张剑气.论精密工程放样中测量新技术的应用及质量控制[J].城市地理,2017(24):115.
[3]余成江,熊德峰.精密设备安装放样与质量控制探析[J].测绘与空间地理信息,2017(12):206-209.
- 互联网+时代视觉营销服务企业的新特征探析
- 电力营销服务精细化管理的思考
- 新会计制度下行政事业单位折旧辨析
- 关于新时代企业市场营销思路创新的探索
- 事业单位会计内控管理研究
- 电力营销过程中电价及电费风险控制
- 事业单位财务管理存在的问题及完善对策
- 浅论反窃电检查中电力营销大数据的应用
- 事业单位财务管理问题及措施研究
- 从“三个包子和三条裤子”论银行综合金融服务
- 我国家族企业财务管理问题探析
- 电子信息时代企业市场营销管理路径探究
- 企业资产减值的内部控制问题分析及对策探讨
- 浅谈电子商务对未来市场营销方式的影响
- 企业财务内控管理体系的构建策略分析
- 有效提升外贸销售人员激励效果的策略研究
- 企业会计财务管理中内部控制工作强化路径
- 企事业单位内控建设的误区与对策分析
- 转型发展背景下的H学院内控体系构建研究
- 关于提高资本充足率对利率风险的影响研究
- 新时代增强金融服务实体经济能力研究
- 研发项目供应商早期参与程度识别分析
- 临沂市红色旅游资源整合开发策略研究
- 项目管理在公共事业管理中的应用
- 会计电算化下的企业内部控制审计策略探讨
- overpampering
- overpampers
- overpark
- overparked
- overparking
- over-parking
- overparks
- overpartial
- overpartialities
- overpartiality
- overpartially
- overpartialness
- overpartialnesses
- overparticularly
- overpass
- overpasses
- overpassing
- overpassionate
- overpassionately
- overpassionateness
- overpassionatenesses
- overpatient
- overpatriotic
- overpatriotically
- overpatriotism
- 鼓谈
- 鼓起
- 鼓起一肚子气
- 鼓起勇气
- 鼓起勇气,冲在最前面
- 鼓起气势
- 鼓起涨大
- 鼓足
- 鼓足勇气
- 鼓足干劲
- 鼓跃
- 鼓跗
- 鼓车
- 鼓转
- 鼓进
- 鼓退
- 鼓逗
- 鼓造
- 鼓 部
- 鼓里睡觉——想安不得安
- 鼓釜工
- 鼓钓
- 鼓钟
- 鼓钟于宫,声闻于外
- 鼓钲