房忠民
摘? 要:金属冲压技术是利用模具使金属薄板或带料发生永久性塑性变形的工艺。冲压技术被广泛应用于制造汽车、船舶、飞行器、压力容器等金属薄壁结构件。该文以电子产品中的冲压零件作为研究对象,运用有限元数值模拟技术,对冲压成形过程中的问题进行研究,实现优化工艺参数,为工艺设计提供理论依据。进而缩短模具设计与调试周期,加快新品导入进度。
关键词:冲压;精密电子;有限元
中图分类号:TG385? ? ? ? ? ? ? 文献标志码:A
1 材料选用
应用在电子产品上的冲压产品,原材料一般选用电工纯铁,供应方式为带料形式。母卷经分条后,通过送料机传送至冲床内模具;电子类冲压产品精度较高,为保证冲压加工的过程能力,原材料优选“高级精度”。此外,相关材料应具有一定的电磁性能,评价方式一般采用矫顽力。大部分的零件冲压后会增加电镀等工序,以实现防护性功能。
2 工艺排样设计
可根据产品结构及材料性能制定合理的排样图。包括毛刺方向及大小,断裂带截面光亮带比例、允许塌角量、搭边值、压延方向、一模几件、材料利用率、条料蛇形问题等。
下面说一下排样的6个要点:
(1)冲裁加工先冲裁尺寸较小的封闭区域,再冲裁尺寸较大的封闭区域。
(2)精度较高的部位,尽量在同一工步下冲压完成。
(3)要综合考虑材料利用率。
(4)要结合不同加工的材料及厚度选择合理的间隙。
(5)针对变形量较大的工步要预先计算,象拉深工艺的展开料尺寸、弯曲工步中性层偏移、打扁工序的增长等。
(6)要充分考虑模具各部位的强度。
3 设备选取
由于产品的精度及产量需求,可优先选用布鲁德尔BSTA系列,该系列设备具有精度高、使用寿命长、速度高、可靠性好等优点。该设备具有持续监控冲裁力及滑块行程补偿功能。
4 有限元关键技术
4.1 几何模型建立及网格划分
可针对分析的工步,采用NX8.5进行建模,模型进行适当简化,以便提升运算效率。网格划分可在NX8.5中高级仿真模块中进行,亦可在有限元数值模拟软件中进行处理。单元类型的选择影响计算精度及运算量。如果分析表面过多,象采用六面体网格划分不能很好地逼近原几何实体,因此优先采用四面体单元。如果模型过大,可在变形区进行网格细化处理。
4.2 材料本构模型
材料的本构方程或称流动方程是描述材料变形的基本信息,其中的材料流动应力是材料状态的函数,与应变、温度、应变速率和加工硬化等诸多因素有关。因此,为获得有效的模型,可做相关力学性能试验。
4.3 接触问题处理
定义接触体的时候必须遵循以下的5个规则:
(1)先定义变形体,后定义刚体。
(2)先定义软的材料,后定义硬的材料。
(3)先定义小的接触体,后定义大的接触体。
(4)2个变形体网格密度不同时,接触体定义时应该先定义网格密的,然后定义网格疏的。
(5)先定义几何形状凸的,后定义凹的。
4.4 边界问题处理
边界条件问题要根据给定的运动状态和表面特性,选定一个合适的模型。确定相关量化数据,象摩擦问题、热力耦合问题等。可从文献或实验中获得相关数据。
4.5 算法选择
为保证计算的收敛性,可采用静力隐式算法。静力隐式算法有着独特的优点:
(1)有着严格的理论基础。
(2)只要其收敛,理论上就可以保证结果的精度。
4.6 模拟效率提高
理论上如果冲压速度提高了n倍,那么整体分析所花费时间则可以降低n倍。但会导致结果误差很大。为了能够在精度和效率上达到质量最优,把整体变形市场控制在最大周期10倍以上,就可以保证合理的虚拟速度。
5 有限元应用案例
现阶段产品质量管理包含3个层次,分别是质量策划与设计、质量控制、质量改进。质量策划与设计是最为关键的一个环节,也是最容易被忽略的。在某种程度上,产品设计能力及水平直接影响其后续的工艺稳定性、质量稳定性及成本,最终影响客户满意度。有限元数值模拟技术可应用于产品设计及工艺开发阶段,从产品的可加工性、可量产性等方面进行分析求解,最终实现产品开发阶段至量产阶段的快速转移。以下为几个典型案例。
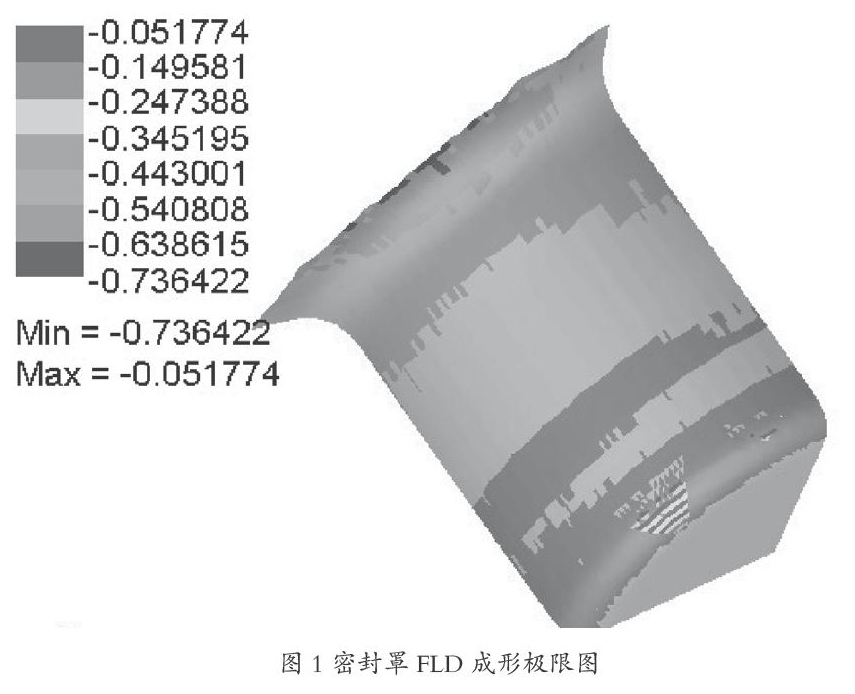
案例一,有限元数值模拟技术可广泛应用于拉深类产品上,可分析成形道次、壁厚分布、应力场、表面质量缺陷(破裂、起皱)。通过对某密封罩进行成形性分析,采用FLD((=成形极限图)分析验证零件各工序的状态及表面质量,确定合理的工艺排布。成形极限图也称成形极限曲线,它是由板料各个质点在不同应变路径下的局部失稳极限工程应变e1和e2或极限真实应变ε1和ε2构成的条带形区域或曲线,常用FLD或FLC表示。它反映了板料在单向和双向拉应力作用下抵抗颈缩或破裂的能力,经常被用来分析、解决成形时的破裂问题。如图1所示。
从图1可知,筒底部凸模圆角部位变形近似于平面应变状态,该处为危险截面,壁厚减薄最为严重,易产生破裂缺陷;在筒口法兰区域处最大主应变为压应变,因此,该处易产生压缩失稳,最终形成褶皱工艺缺陷。通过对拉深过程进行数值模拟分析,掌握各质点应变路径及规律,对展开料尺寸、间隙、压边力等参数进行优化。
案例二,挤压沉台工艺是在预制工艺孔的基础上,采用大直径冲头进行挤压的一种工艺。工艺难点在于挤压后,金属产生塑性流动,预制孔尺寸直径逐渐减小,成形后其尺寸难以定量分析,导致后道精切工步余量不足。通过对沉台挤压工步进行分析,为凸模、凹模镶件尺寸设计提供依据。
案例三,打扁工艺是通过模具对板材边缘上下两端面进行挤压,最终形成倒角的工艺。工艺难点在于打扁后,金属产生塑性流动,零件尺寸沿金属流动方向增长,难以做到定量分析。通过对打扁工步进行数值模拟,从机理上分析金属流动规律、应力场、应变场,定量分析打扁后的增长尺寸,为上道次切边工序提供數据支撑。
案例四,触点在铆接过程中经常产生铆后间隙不良缺陷,导致产品在工作过程中过度发热,对触点寿命产生极大影响。通过对成形过程的数值模拟研究,分析产生铆后间隙的影响因素,并设计不同规格的凹模型腔,最终对不同批次的触点进行换型,实现铆后触点与簧片之间无间隙,达到产品设计性能要求。
参考文献
[1]吴振亭,王德俊.冷冲压模具设计与制造[M].郑州:河南科学技术出版社,2006.
[2]黄珍媛,阮锋,管灿,等.基于数值模拟的级进模筒形拉深工步工艺分析[J].电加工与模具,2006(4):50-53.
[3]苏萍,莫立权.高强板零件冲孔落料级进模设计[J].装备制造技术,2010(7):148-149.
- 中学寄宿生校园欺凌解决对策
- 浅谈班级德育教育
- 关于加强中职学校德育教育与学生管理工作的探讨
- 关于加强中职英语教学方法探索
- 初中英语采用“新”课堂交流模式
- 英语口语大赛对高职高专英语口语教学的启示
- 浅谈英语教学存在的问题与对策
- 论一带一路对英汉翻译教学发展的推动作用
- 小组合作学习在初中英语教学中的实践与思考
- 多媒体在小学英语教学中应用现状研究
- 教育网络游戏在小学英语教育中的应用研究
- 交互智能平板在小学英语课堂教学应用研究
- 小学英语课堂互动教学模式探究
- 浅谈小学英语口语教学的方法与策略
- 浅谈情感因素在英语教学中的作用
- 初中数学后进生成因分析及转化策略
- “后茶馆式教学”模式在模拟导游课程教学中的运用
- 浅谈新时期下加强大学生思想道德建设的途径与方法
- 基于“新工科”背景下的电工学课程的工程教育模式研究
- 浅论增值性评价与分层教学
- 农村寄宿制小学留守儿童教育初探
- 关于学校安全管理的几点体会
- 初中物理实验教学中的教师素质
- 增强学生归属感,构建和谐班集体
- 浅谈提高初中物理教学质量的方法与途径
- busiest
- busily
- business
- businessadministration
- business administration
- business/agency/company/consultancy/firm/house
- business agent
- businessagent
- business analyst
- businessanalyst
- business angel
- businessangel
- business as usual
- business card
- businesscard
- business cards
- business case
- businesscase
- businesscentre
- business centre
- businessclass
- business class
- business college
- businesscollege
- businesscombination
- 鹵 部
- 鹺
- 鹻
- 鹼
- 鹽
- 鹽車
- 鹾
- 鹾使
- 鹾政
- 鹾物
- 鹾鱼
- 鹿
- 鹿、猴、鼠
- 鹿上之盟
- 鹿上高台
- 鹿中
- 鹿为人形
- 鹿为马
- 鹿何祐
- 鹿僧
- 鹿儿
- 鹿剑
- 鹿卢
- 鹿叫声
- 鹿台