2015年7月,生产利口酒基酒,车间根据利口酒生产工艺要求,利用低度酒车间现有设备设施,设计了与技术参数相符的流程进行生产。生产一开始遇到了严重的问题。生产前针对到辅料用量特别巨大(具体参数涉密)的特点,考虑如何在酒体达到技术要求后及时迅速有效地将酒体与辅料进行分离。设计了3个方案:一是,采用上清液法,冷冻箱中的最后剩下的混合物无法通过管道进入过滤机,酒体损失偏大;二是,采用物理隔离法进行酒体与辅料的预分离,但是发现无法通过管道进行输送,此方法失败。三是,采用先将辅料完全分离的方法进行过滤,效果好,酒损少。连续生产三天后发现冷冻效果不理想,随即换了一个冷冻箱,继续生产。到了第四天冷冻效果依然不理想,主要是酒的冷冻回流管中的流量变小,起先我们认为是酒的度数低且反复使用,而造成在冷冻交换箱中酒体通过的传导面结冰所至,后经过验证“发现在- 10℃条件下酒体不结冰”。那么为什么会出现酒体冷冻循环管出酒量小的现象呢?是管路上的阀门故障了?是管道上的垫圈变形了?还是其他什么原因?当天生产完,紧急对生产线进行全面检查。通过排查排除了,阀门、垫圈的问题,发现了循环管粗滤网表面有颗粒状活性炭,冷热传导交换片间也有部分颗粒状活性炭,这应该是导致冷冻失效问题的关键。
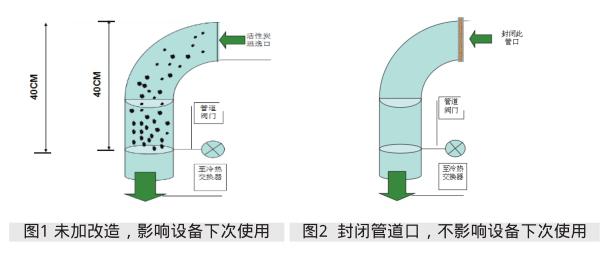
生产线自控系统是在关闭管道阀门后再投的活性炭啊,它们是怎么进入冷热交换箱的?我们认真反复研究的整个过程,特别是设备的运行原理后,发现自控系统没有问题。在对设备自身里外检查发现,冷冻箱中循环管应该是导致问题发生的关键。以前使用的是粉末状的活性炭,这次生产有一种是直径2- 3mm颗粒状活性炭辅料,而我们的冷热传导箱传导片之间的间距仅2mm并伴有导流纹路。导致颗粒状活性炭卡堵在冷热创导箱,影响管道通量,进而影响冷热传导效果。活性炭进入后续设备的问题点找到了“冷冻箱内循环管的阀门与直径40mm循环管的入口处有40cm的垂直距离(见图1),且循环管的开口是向着搅拌中心的。这样我们容易理解到,辅料是在1个多小时的搅拌过程中逐渐的进入到循环管口并沉淀堆积到着40cm长F型垂直循环管中(见图1),待第二天冷冻生产时直接进入粗过滤器和冷热传导箱体,且部分卡堵在冷热传导箱造成了循环流量变小直接影响了冷冻效率。”接下来就是考虑如何规避和继续生产的事情了。车间骨干积极应对处理,进过多次研究论证,设计了如下应对方法“将辅料冷冻吸附箱内的冷冻循环管管口封堵(见图2),同时将系统运行模式設置成手动模式,采用冷冻箱和吸附箱分开的方式进行生产。”为了满足工艺参数,我们将酒体冷冻到标准温度负0.5摄氏度的条件下后,迅速通过管道将酒体泵入事先改造好的酒体吸附箱进行吸附处理,再根据要求采用过滤程序进行分离活性炭,设备改造后的生产正常顺利。
利口酒的生产过程,我们采取了二次过滤的方式进行生产。由于对设备优化改造,减少了酒体在不同冷冻箱之间的无效周转带来的损耗,使酒体损耗降到最低。
现在这个技术已经用于后面子公司的设备选型和设备设计上了, 从中试到大生产,在已经生产好的200吨利口酒基酒中有24吨的产量是通过技术控制增产的,其直接经济效益达十几万元以上。
注释:文中未标注的数据均为低度酒车间现场实测。
- “自甘风险”抗辩事由在体育侵权中的适用问题研究
- 再论正当防卫的司法认定
- 论正当防卫的困境
- 高职学生就业中的法律风险防范
- 在校大学生兼职权益法律保护研究
- 共享经济带来的法律问题研究
- 浅谈互联网虚假促销、让利模式
- 司乘冲突引发的法律责任思考
- 新形势下网络募捐平台的法律规制
- 《反家暴法》与《刑法》的实施衔接问题研究
- 论最大诚实信用原则在我国保险法中的适用与完善
- 民商法连带责任中的问题及策略分析
- 论基于“债之构成”理论的当代私法逻辑体系重构的新路径
- 《民法总则》中“绿色原则”的体系化构建
- 疑罪从无法律文化的塑造:概念、意义与路径
- “恶法亦法”与“恶法非法”并非对立关系
- 法律思维的中西方差异
- 论我国破产管理人监督机制的完善
- 我国网约车监管现状与法律应对
- 探讨个人信息保护新路径
- 从立法宗旨探究《专利法》第五条的渊源和适用
- 浅议公证申请撤回制度的制定与完善
- 试论我国老年人监护强制报告制度的完善
- 公司决议效力瑕疵诉讼制度研究
- 浅析我国环境地役权制度的构建
- dip into sth
- dip into your pocket
- diploetic,diploic
- diploid
- diploidal
- diploidic
- diploidies
- diploids
- diploidy
- diploma
- diplomacies
- diplomacy
- diplomaing
- diplomas
- diplomat
- diplomatic
- diplomatical
- diplomatically
- diplomats
- dippable
- dippables
- dippable's
- dipped
- dipping
- dips
- 自家
- 自家不觉得
- 自家人
- 自家人不识自家人
- 自家人不说两家话
- 自家人哄自家人
- 自家去照照镜子看
- 自家吃饭,去帮别人做事
- 自家听
- 自家心事自得知,神仙难知别人事
- 自家找楣头倒
- 自家掘坑自家埋
- 自家有病自家知
- 自家有过,人说要听
- 自家有过,人说要听。
- 自家演戏自家看——自我欣赏
- 自家炉边值万金
- 自家的儿自家疼
- 自家的头难剃
- 自家知底细
- 自家窝里鸡争斗
- 自家肚皮自家画。
- 自家肚里有数
- 自家讨苦吃
- 自容