司小飞 张辉远 蔡元收
摘 要:为降低迷你雪茄烟烟支空头率,对卷烟机平准器的削丝盘和刷丝轮进行了重新设计制作。采用理论计算的方法得到削丝盘和刷丝轮的尺寸参数,使用CATIA V5三维软件对削丝盘和刷丝轮进行数字化建模,得到包含三维尺寸参数的零件三维图,为数控机床的加工提供了数字化模型。通过设计对比试验,结果表明不同上茄衣机、不同切割机对空头率没有显著影响,使用改进后的削丝盘和刷丝轮,烟支空头率由4.61%降低为1.38%,空头率降幅达70%,有效降低了烟支空头率。
关键词:迷你雪茄烟;空头率;平准器设计;对比试验
DOI:10.16640/j.cnki.37-1222/t.2019.21.033
卷烟机平准器是烟支质量控制的主要执行机构,控制系统接收SRM烟支重量检测信号,控制电机带动连杆运动实现平准器自身高度的调整,进而改变吸丝带下方导轨处削丝量实现控制烟条平均重量的功能。为了降低烟支空头率和改善咀棒端搓接质量,设置了一定尺寸的凹槽从而形成了烟支紧头[1]。大量文献[2-6]对不同规格和型号的平准器的应用进行了深入研究:赵汉文[7]研究了平准器对烟支质量稳定的影响评价了三深三浅和三槽平准器对卷烟物理指标的影响。戴永生等[8]对卷接过程设备参数对烟支物理指标的影响进行了分析,通过对多种规格平准器的对比发现六槽平准器对于改善烟支烟丝密度均匀性,降低烟支重量标准偏差有着较好的效果。张天州[9]对原装PASSIM系列削丝盘和刷丝轮进行了改进,增厚了切削刀刃,提高了圆盘厚度,有效增强了传动平稳性,降低了端面跳动。熊安言[10]研究了不同规格平准器对烟支质量的影响规律,找到了卷烟重量相同时,端部落丝量、硬度、烟丝密度、焦油量、烟碱量随槽深的变化规律。随着行业对烟支卷制质量要求的提高,对平准器关键部件的研究也日趋深入,而针对迷你雪茄型卷烟的研究,特别是迷你雪茄空头率的研究尚未报道。
1问题分析
1.1 存在问题
在迷你雪茄烟支的生产试验阶段,烟支的重量指标为19.60±0.15g(20支),卷烟机生产的烟支经过空头检测后输出合格烟支,但是经过包裹外皮和最终切割后,烟支空头现象十分严重,为了减少烟支空头现象,将烟支重量指标更改为20.00±0.15g,通过增加重量减少空头现象的办法有很多弊端,如随着烟支重量的增加,烟丝消耗逐渐增加,烟支制造成本上升。
1.2 原因分析
巴哈马雪茄烟生产工艺:雪茄烟制造中心生产的迷你雪茄烟支最终规格为88mm(27+61mm),其生产过程分为三部分:
(1)使用ZJ17卷接机组生产94mm(30+64mm)毛坯烟支;
(2)使用ATD上茄衣机包裹雪茄外皮;
(3)使用ATD切割机切割成型为88mm烟支(头尾各切割3mm)。
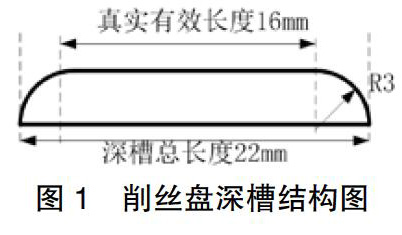
迷你雪茄烟使用的削丝盘为标准64mm长,三深三浅型削丝盘,深槽长度22mm,深度4mm,浅槽长度22mm,深度2mm。
如图1所示为削丝盘深槽结构图,对于长度为22mm的槽长,除去两端圆角,单边有效紧头尺寸为8mm,除去最终切割的3mm,真实有效切割长度为5mm。根据公式,换算成角度为4.69°。即当削丝盘偏移角度超过此值时,最终将不能切割在点燃端紧头位置,从而出现烟支空头。
2 改进方法
经过分析发现,导致烟支空头的原因出现在生产工艺的第一环节,而与第二、三环节无关,因此解决烟支空头问题就必须重新设计一套削丝盘和刷丝轮装置。
2.1 削丝盘对中位置计算
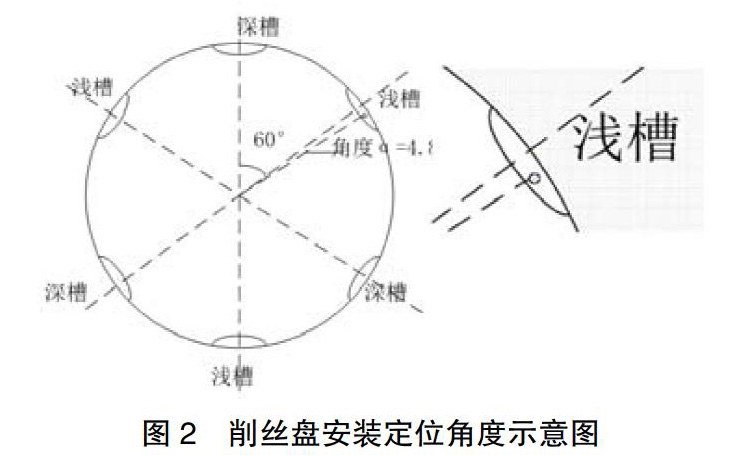
查阅设备手册,从刀盘切割位置中心线到削丝盘中轴线的轴向距离为1990mm,经过这段距离削丝盘的旋转圈数,考虑到旋转周期为1圈, 0.18圈角度为0.18*360°=64.8°,因为64.8°>60°,所以对中位置应该在浅槽处, 4.8°就是对正刀盘切割中心线和削丝盘中轴线的角度,如图2所示在浅槽中线偏移4.8°处制作标记孔。
2.2 削丝盘的重新设计
使用CATIA三维制图软件对削丝盘进行重新设计,将单边深槽长度增加至14mm,其他参数不变。
2.3 刷丝轮的重新设计
削丝盘和刷丝轮配合使用,刷丝轮的作用是打碎长烟丝并将削丝盘上粘黏的烟丝清理干净。为避开削丝盘上的深浅槽,刷丝轮被设计成图3式样。从图中看出,刷丝轮的基本体是一个圆柱体,在圆柱上进行了开槽,经过开槽后各刷丝面不再连续,为了配合削丝盘的深浅槽,每个单独刷丝体的高度不同。
2.3.1 计算刷丝轮直径
刷丝轮上有三个深槽和三个浅槽。从平准器的传动比可以推出,削丝盘转一圈,刷丝轮转三圈。刷丝轮转一圈的周长等于图中标注的弧长,式中R是削丝盘半径61.1mm,α为2π/3,计算 =20.37mm,即刷丝轮直径d=40.74mm。
2.3.2 刷丝轮形状设计
从图3看出,一个刷丝轮有18个齿。为了设计刷丝轮形状,需首先搞清削丝盘和刷丝轮的运动关系。
(1)齿18为刚进入深槽的位置,对应点A,齿4为出深槽的位置,对应点B,齿18到齿4走過的距离等于弧AB;
(2)齿4-9走过的距离等于弧BC;
(3)齿9为刚进入浅槽的位置,对应点C,齿13为出浅槽的位置,对应点D,齿9-13走过的距离等于弧CD;
(4)齿13-18走过的距离等于弧DE。
经过重新设计后的削丝盘深槽长度增加到28mm,其他参数不变。即削丝盘在跟刷丝轮配合时,刷丝轮进入深槽的时间早了,退出深槽的时间晚了,为此在图4中将齿18和齿4重新设计(红色标注部分),计算角度α,换算成角度为8.4°。
3 应用效果
3.1 试验设计
材料:“黑豹”烟丝(山东中烟有限责任公司济南卷烟厂提供),迷你雪茄茄衣(山东中烟有限责任公司济南卷烟厂提供)。
设备和仪器:ZJ17卷烟机(常德烟草机械公司),MIL上茄衣机(荷兰ATD公司),切割机(荷兰SCM公司)。
为保证实验数据的准确,所有毛坯烟支都由同一台ZJ17卷烟机生产,使用改进前和改进后的削丝盘分别进行生产。在取样毛坯烟支过程中,调整重量指标达到19.6g,卷烟机必须连续生产30分钟以上,时时调整削丝盘位置,保证所有实验用的毛坯烟支都是在削丝盘不发生偏移的情况下取样,每个实验参数取5组样品,样品数量为1万支。取样后,使用3台上茄衣机(1#、2#、3#)包裹茄衣,每台上茄衣机生产出的烟支分别由两台切割机(A、B)切割得到最终成品烟支。
3.2 数据分析
从表1可见,改进前成品烟支空头率为4.61%,改进后成品烟支空头率降低为1.38%,空头率降幅达70%。
4 结论
使用改进后的削丝盘和刷丝轮,烟支空头率由4.61%降低为1.38%,空头率降幅达70%,有效降低了烟支空头率。
参考文献:
[1]姚二民,储国海.卷烟机械[M].北京:中国轻工业出版社,2005.
[2]齐延鹏,丁康钟,何蓉等.ZJ19型卷烟机平准器特征参数的建立[J].安徽农业科学,2017,45(16):200-202,218.
[3]秦鹏,黄江华,朱绍胤等.卷烟机平准器对烟支空头率影响的研究[J].云南化工,2017,44(05):104-105.
[4]赵静宜,宋世强,候静林等.平准器规格参数对卷烟烟气的影响[J].轻工科技,2016(02):110-112.
[5]韩伟中,曾清.新型90E平准器研发技改项目[J].机械工程师,2015(02):254-255.
[6]孙建新.ZJ17卷接机组劈刀位置调整装置的改进[J].今日南国,2010(09):196-197.
[7]赵汉文,赵晓梅.卷烟机平整器对卷烟质量稳定性的影响[J].烟草科技,2007(12):22-24.
[8]戴永生,姚文祥,武凯等.卷制过程中设备参数对烟支内烟丝分布的影响[J].烟草科技,2012(04):9-12.
[9]张天州,张日亮,王维平.PASSIM系列卷烟机平准圆盘和刷丝轮的改进[J].烟草科技,1998(06):21-22.
[10]熊安言,李春光,許绍迅等.ZJ17卷接机组不同规格平准器对烟支质量的影响[J].烟草科技,2011(11):14-18.
作者简介:司小飞(1991-),男,山东平原人,本科,学士,主要从事卷烟设备和生产工艺研究。
- 舞蹈赏析和舞蹈创作关系探究
- 戏曲元素在舞蹈中的运用
- 浅谈渝东南土家族祭祀舞蹈的传承与发展
- 郭诗奇美术作品展示
- 浅析绘画与设计结合的增益关系
- 浅谈绵竹年画的“诙谐”
- 浅谈现代艺术设计与技术的关系
- 油画颜料的三大属性
- 小议古典云纹在视觉传达设计中的应用
- 字体设计在现代包装中的应用
- 新媒体环境下互动广告创意分析
- 接受美学视域下色彩对品牌文化构建的作用研究
- 浅析我国音乐作品著作权集体管理制度
- 自媒体时代的媒介依存症和有效传播的价值空间
- 广场舞对群众文化建设的影响及存在问题与解决建议
- 《你一生的故事》之语言谜题
- 从读者角度谈影响文学翻译欣赏的文化因素
- 智库建设视阈下我国人才支撑体系现状初探
- 被金枷钳住咽喉的扭曲灵魂
- 浅谈茨威格小说中“女性形象”的典型塑造
- 朴槿惠“闺蜜门”事件的危机公关表现及问题反思
- 班主任对学生管理方面的心理疏导
- 视唱在幼师钢琴教学中的重要性探究
- 高师舞蹈教学改革创新的思考分析
- 高职院校人事档案工作的管理探讨
- dissolvers
- dissolves
- dissolving
- dissolvingly
- dissoul
- dissuadable
- dissuade
- dissuaded
- dissuader
- dissuaders
- dissuades
- dissuading
- dissunder
- dissympathy
- distance
- distanced
- distancelearning
- distance learning
- distanceless
- distances
- distance yourself from
- distance²
- distance¹
- distancing
- distant
- 审交
- 审兰
- 审决
- 审决句
- 审决连词
- 审准
- 审几度势
- 审判
- 审判发落
- 审判员
- 审判员入狱
- 审判委员会
- 审判委员会讨论案件笔录
- 审判官
- 审判定案
- 审判定罪之后向上禀告
- 审判庭
- 审判旁听
- 审判机关
- 审判机关依据法律确定罪名
- 审判机关依法对罪犯所施行的法律制裁
- 审判权
- 审判案件
- 审判监督
- 审判笔录