宝钢冷轧渡槽挤干辊修复拆装平台的研发
方向+吴国明

摘 ?要:宝钢股份冷轧厂C311、C211两条的电镀锌线的镀槽挤干辊均在中冶宝钢技术重型机械分公司进行整体修复。年修复量约1700余根;2014年成功的实行了C311镀槽挤干辊的修造总承包业务,开辟了宝钢新的业务形式,业务量相继增加。面对现在相当激烈的竞争市场和甲方不断提高的技术要求,凭借多年的拆装修复经验,我们自主研发出了这条挤干辊修复的作业流水线拆装平台。
关键词:镀槽挤干辊;拆装平台;研发
中冶宝钢技术服务有限公司是目前国内首家规模最大、人数最多的、综合实力最强的现代钢铁技术服务企业。自宝钢85年9月建成投产之日起,公司开始承担宝钢主要区域的设备检修、生产协力以及冶金特种设备制造、离线修复等任务。伴随着跻身世界500强——宝钢集团的发展,公司服务宝钢二十多年来积累了一整套现代化的钢铁服务企业管理经验。
一、研发背景
项目研发前,挤干辊的修复仍采用较原始的拆装方法,并且使用效果不佳,主要表现在:(1)新轴承在用大锤和铜棒装配时,发生因不同心、存在扭力等原因造成的轴承碎裂,全年约15次;(2)每年机组上卡装的挤干辊约10根;(3)在挤干辊拆装高峰期间,因作业效率低,其它生产项目紧张,造成工期拖延;(4)工人劳动强度大,使得整体作业效率较低;宝钢现场因挤干辊卡转换辊,延误生产,为解决以上难题,通过各方调研,确立的挤干辊拆装台的思路和方案,并且此时我们也具备了研发该拆装平台的可靠依据和充分理由:1)熟悉现场生产使用工况以及具有宝钢详细的辊子图纸作为支撑; 2)多年来繁复的拆装作业积累的丰富的经验,结构了然于胸,在同行业中处于领先水平; 3)采用轴承压入装配法比人力敲击法安装更到位、更安全、更有保障; 4)鼓励员工自主发明创造,拥有多位钳工技师,研发力量强大,验证充分; 5)充分释放劳动力,提高人均创效。
二、项目实施
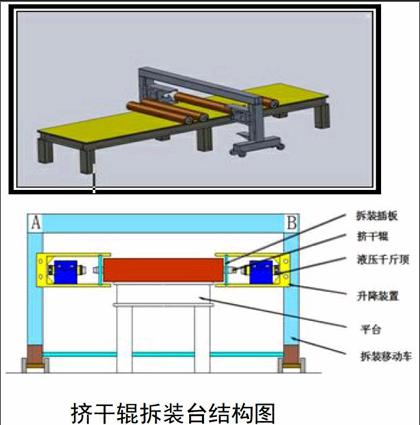
通过多次模拟论证,成功研制出了集挤干辊拆卸、装配一体化流水作业平台,如下图所示:
挤干辊拆装台结构图
拆除作业指导书
装配作业指导书
挤干辊拆装平台具有以下几个特点:(1)最大程度的保护了轴承和辊筒的完好性,节约备件使用成本;(2)由机械设备做功替代职工的体力劳动,降低了职工作业的劳动强度,并且提高了作业效率;(3)提高了挤干辊装配精度和一次装配成功率。
三、项目成功的重大意义
该拆装平台的研发是基于宝钢A类设备管控的要求,是宝钢设备精益运营的需要,是提升服务水平质量、确保宝钢生产顺行的需要;是鼓励工人发明创造、提升自主创新的需要,更是备修流程技术化、专业化、精细化、系统化的需要;是特殊形式特定时间形成的产物,挤干辊平台的试制成功具有较大的作用和意义:首先,解决了一直以来困扰宝钢的挤干辊卡转难题;挤干辊作为冷轧厂的A类设备,牵一发而动全身,挤干辊卡转后机组就要停机检修,影响产品的产量和质量,自C311挤干辊修造总承包以来,未发生过一起因挤干辊质量问题造成的停机事故;其次,该设计是我们凭借多年的维修经验,自主设计,具有自主知识产权,处于国内领先国际先进水平;第三,采用液压以及多部件机械联动配合作业,提高了劳动效率、降低工人劳动强度,极大的解放了劳动力;最后,良好的使用效果获得了宝钢的高度认可,在成为宝钢“无忧供应商”的道路上往前迈进了一大步。
参考文献:
[1] 董洁,莫春立,单庆成,王琛元. ?20钢管道对接埋弧自动焊接温度场模拟[J]. 沈阳理工大学学报. 2007(02)
[2] 黄嗣罗,薛勇,张建勋,陈宗强. ?管对接全位置焊应力应变场三维有限元数值分析[J]. 焊接学报. 2006(04)
摘 ?要:宝钢股份冷轧厂C311、C211两条的电镀锌线的镀槽挤干辊均在中冶宝钢技术重型机械分公司进行整体修复。年修复量约1700余根;2014年成功的实行了C311镀槽挤干辊的修造总承包业务,开辟了宝钢新的业务形式,业务量相继增加。面对现在相当激烈的竞争市场和甲方不断提高的技术要求,凭借多年的拆装修复经验,我们自主研发出了这条挤干辊修复的作业流水线拆装平台。
关键词:镀槽挤干辊;拆装平台;研发
中冶宝钢技术服务有限公司是目前国内首家规模最大、人数最多的、综合实力最强的现代钢铁技术服务企业。自宝钢85年9月建成投产之日起,公司开始承担宝钢主要区域的设备检修、生产协力以及冶金特种设备制造、离线修复等任务。伴随着跻身世界500强——宝钢集团的发展,公司服务宝钢二十多年来积累了一整套现代化的钢铁服务企业管理经验。
一、研发背景
项目研发前,挤干辊的修复仍采用较原始的拆装方法,并且使用效果不佳,主要表现在:(1)新轴承在用大锤和铜棒装配时,发生因不同心、存在扭力等原因造成的轴承碎裂,全年约15次;(2)每年机组上卡装的挤干辊约10根;(3)在挤干辊拆装高峰期间,因作业效率低,其它生产项目紧张,造成工期拖延;(4)工人劳动强度大,使得整体作业效率较低;宝钢现场因挤干辊卡转换辊,延误生产,为解决以上难题,通过各方调研,确立的挤干辊拆装台的思路和方案,并且此时我们也具备了研发该拆装平台的可靠依据和充分理由:1)熟悉现场生产使用工况以及具有宝钢详细的辊子图纸作为支撑; 2)多年来繁复的拆装作业积累的丰富的经验,结构了然于胸,在同行业中处于领先水平; 3)采用轴承压入装配法比人力敲击法安装更到位、更安全、更有保障; 4)鼓励员工自主发明创造,拥有多位钳工技师,研发力量强大,验证充分; 5)充分释放劳动力,提高人均创效。
二、项目实施
通过多次模拟论证,成功研制出了集挤干辊拆卸、装配一体化流水作业平台,如下图所示:
挤干辊拆装台结构图
拆除作业指导书
装配作业指导书
挤干辊拆装平台具有以下几个特点:(1)最大程度的保护了轴承和辊筒的完好性,节约备件使用成本;(2)由机械设备做功替代职工的体力劳动,降低了职工作业的劳动强度,并且提高了作业效率;(3)提高了挤干辊装配精度和一次装配成功率。
三、项目成功的重大意义
该拆装平台的研发是基于宝钢A类设备管控的要求,是宝钢设备精益运营的需要,是提升服务水平质量、确保宝钢生产顺行的需要;是鼓励工人发明创造、提升自主创新的需要,更是备修流程技术化、专业化、精细化、系统化的需要;是特殊形式特定时间形成的产物,挤干辊平台的试制成功具有较大的作用和意义:首先,解决了一直以来困扰宝钢的挤干辊卡转难题;挤干辊作为冷轧厂的A类设备,牵一发而动全身,挤干辊卡转后机组就要停机检修,影响产品的产量和质量,自C311挤干辊修造总承包以来,未发生过一起因挤干辊质量问题造成的停机事故;其次,该设计是我们凭借多年的维修经验,自主设计,具有自主知识产权,处于国内领先国际先进水平;第三,采用液压以及多部件机械联动配合作业,提高了劳动效率、降低工人劳动强度,极大的解放了劳动力;最后,良好的使用效果获得了宝钢的高度认可,在成为宝钢“无忧供应商”的道路上往前迈进了一大步。
参考文献:
[1] 董洁,莫春立,单庆成,王琛元. ?20钢管道对接埋弧自动焊接温度场模拟[J]. 沈阳理工大学学报. 2007(02)
[2] 黄嗣罗,薛勇,张建勋,陈宗强. ?管对接全位置焊应力应变场三维有限元数值分析[J]. 焊接学报. 2006(04)
