何建钢
熔化极气体保焊的应用越来越广,但在中厚板焊接实习教学练习中,经常产生各种缺陷,如未焊透、层间未熔合、气孔和夹渣等,拍片合格率低,弯曲时易出现熔合区断裂,断面金相易发现孔隙等。
为了改善这种状况,提高质量,考虑对接接头立焊和横焊的位置特点,我们利用两把焊枪在接头两侧同时进行焊接,以提高线能量,故称为双面同步对焊。
一、立向上双面同步对焊工艺
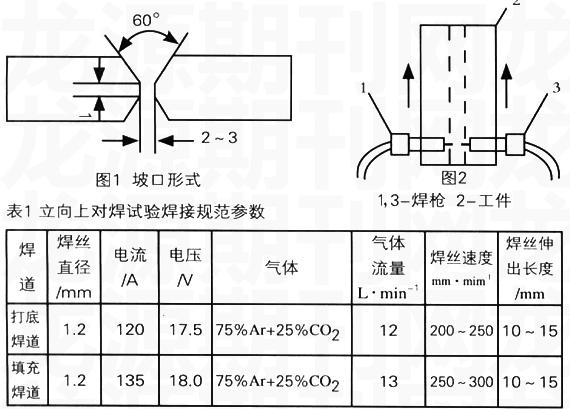
接头形式对称或不对称X形坡口,如图1所示。焊枪位置,如图2所示。
试验规范参数,如表1所示。
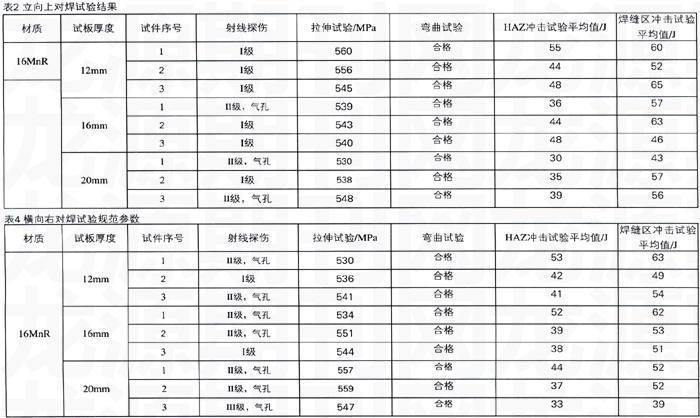
操作实践:首先选定两位操作人员,先按常规立向上焊的小节距摆动方法进行配合练习,并进行操作上的摸索和调整。试验结果:采用16MnR试件,进行板厚分别为12mm、16mm、20mm的力学性能试验和探伤试验,其结果如表2示。
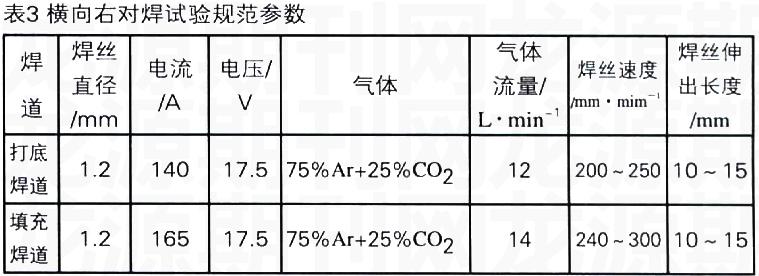
二、横向右双面同步对焊工艺
其坡口形式和立焊时相同,也是两个人沿着同一方向焊接。
试验规范如表3所示;试验结果如表4所示。
通过试验证明,双面同步对焊能改善中厚板横、立位置短路过渡单面焊线能量过小而引起的质量问题,尤其能大大提高打底焊的质量,在球罐、油罐和造船等行业有一定的推广应用价值。
(作者单位:河北省石家庄市高级技工学校)
- 高中数学高效课堂的构建
- 加强数学学习方法指导 促进学生学习潜能开发
- 借助几何直观 提升核心素养
- 在动态中体会,在操作中升华
- 运用学具,构建精彩数学课堂
- 数学课堂因为你,我,他而亲切
- 培养问题意识,强化学生的数学思维能力
- 初中数学教学中潜能生转化途径
- 让核心素养在数学课堂上落地生根
- 依托问题,深化自主学习
- 关于高三数学复习课教学方法探讨
- 探讨初中数学“问题解决”教学的实践
- 打开学生提问的正确方式
- 巧引数学小故事丰富小学数学课堂
- “除数是一位数的除法”教学难点策略探析
- 基于教材的初中数学课堂互动生成探究
- 少讲多问,设疑引思
- 如何提高小学数学问题情境教学的有效性
- 互动教学模式在小学数学教学中的应用
- 例谈如何培养小学生的数学思维能力
- 小学数学教学渗透转化思想的策略
- 从概率论角度分析支付宝锦鲤幸运大奖
- 小学数学教学如何进一步优化
- 巧用数学游戏提升学生数学核心素养
- 情境教学在小学数学教学中的运用
- floorboarded
- floorboarding
- floorboards
- floor broker
- floorbroker
- floor-crosser
- floored
- floorers
- flooring
- floorings
- flooring's
- floorless
- floorlimit
- floor limit
- floormanager
- floor manager
- floor plan
- floorplan
- floor plans
- floors
- floorspace
- floor trader
- floortrader
- floor²
- floor¹
- 气满志得
- 气满志骄
- 气炎炎
- 气炸
- 气炸了
- 气烘烘
- 气焊
- 气焊枪焊玻璃——接不上
- 气焰
- 气焰上升
- 气焰嚣张
- 气焰很盛,权势很大
- 气焰灼然
- 气焰炽盛
- 气焰熏天
- 气焰逼人
- 气焰高
- 气煞周郎去吊孝——虚情假意
- 气状
- 气狠狠
- 气球
- 气球上了天
- 气球上天——吹起来了
- 气球双杰
- 气球贷