周伟
摘 要:汽车已经成为我国居民普遍拥有的出行工具,汽车行业也在稳步前进。由于焊接工艺对于汽车的制造与维修有着重要的意义,人们也开始关注焊接工艺的技术特点以及控制措施。本文则主要介绍了电阻电焊技术以及控制措施,提出了几点影响焊接品质的因素,供各位参考。
关键词:电阻电焊;焊接品质;控制措施;检验
DOI:10.16640/j.cnki.37-1222/t.2019.19.045
相比其他焊接技术来说,电阻电焊技术具有成本低、效率高、焊接表面品质好等优点。并被广泛运用于汽车制造与维修过程中。一般来说,白车车身焊点的质量水平与整车质量有着密切的关系,所以焊点的合格率要求高于98%,关键焊点的合格率要求全部合格。基于此,人们就需要对电阻电焊技术及其控制措施进行深入的研究。
1 电阻电焊概况
电阻点焊具有很多的优点,例如,焊接过程中熔核会被塑性环包围,空氣能够被塑性环有效地隔绝开来;另外,焊接加热过程较短、热量相对集中。所以产生的热影响区和变形应力较小,这就省去了焊接后的校正和热处理过程。电阻点焊仅需氧气、乙炔、氢即可进行焊接,其成本更低,并且,电阻点焊操作工艺简单,能够通过机械化自动化的方式完成焊接工作。
但是电阻点焊的应用仍然存在诸多需要攻克的问题。由于无损检测方法尚不成熟,所以破坏性试验是主要的品质检查手段,焊接质量的检测仍然是目前汽车制造行业重点攻关的问题;而构件的总重量会由于搭头的搭接而发生变化,接头的疲劳强度也会受焊接熔核周围所形成夹角的影响;相比其他焊接技术来说,电阻焊接所使用的设备需要具有较高的自动化和机械化程度。这些问题都增加了电阻焊接设备的维修难度和维修成本[1]。
2 电阻电焊基本原理
电流通过内部电阻后,产生热量从而实现对构件的焊接。一般来说,电焊包括预压、焊接、维持、休止四个过程。
在预压阶段,为了能够清除表面不平和的氧化膜,需要让电极压力达到稳定的满值状态,并保证电极上没有焊接电流流过。否则,就会导致构件击穿或者飞溅的现象。
在焊接阶段,由于电流的通过会形成熔核。该阶段的电极电压与焊接电流相对恒定。焊接人员要根据焊接材料的实际情况控制焊接时间,从而保证形成符合要求的熔核。
在维持阶段需要切断焊接电流,保持电极电压。由于焊接电极电压不变且无电流,熔核会冷却结晶。当熔核完全凝固结晶后,才能进入休止阶段[2]。
在焊接过程中,各个焊接参数互相影响,并决定着焊接质量。确定电极材料、断面形状后,才能选择焊接参数。焊接参数的选择需要考虑电流、时间、压力等因素。
例如,焊接的电流和时间反映着焊接区的加热速度。焊接电流和时间主要有硬、软规范两种。软规范为大焊接电流、小焊接时间。硬规范为小焊接电流、适当长焊接时间。软规范具有加热平稳、焊接品质不易受焊接参数波动影响的优点。也能减少熔核出现裂纹、缩孔等现象。但是,软规范容易导致出现接头变形大、焊点压痕深等问题。相对软规范来说,硬规范具有相反的特征。所以,硬规范在焊接低碳钢、铝合金等材料时有更为突出的表现。软规范则更适合焊接低合金钢、耐火合金等材料[3]。
3 焊接的品质控制
随着微控技术的不断发展,已经能在焊接过程中实现精准控制。目前,控制电焊品质技术主要包括在焊接过程中控制反馈焊点状态物理量以及焊接参数两个方面。前者主要包括超声波监控、电机位移控制等手段。后者主要包括电流监控、能量监控等手段。这些监控技术都采用了微控技术。
例如,恒电流监控技术,能够通过控制焊接电流有效值,维持焊接区热量的稳定,从而控制熔核尺寸。这是一个被广泛采用的焊接品质控制技术。
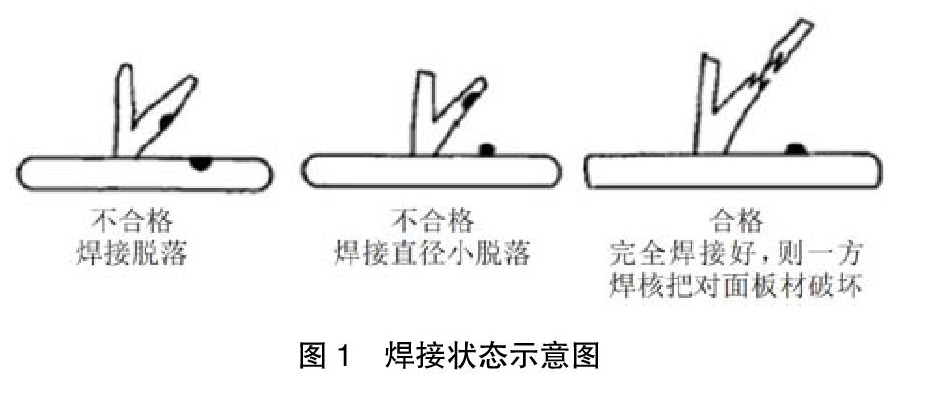
对于焊接品质的控制,离不开有效的电焊品质检验手段。总的来说,目前常用的检验手段主要分为无损检验和破坏性检验两种。对于无损检验,目前尚无成熟的检验方法。检验员可以通过小于20倍的放大镜观察焊接区域,着重观察外部是否存在裂纹、烧穿、压痕过深等外表缺陷问题。对于破坏性检验,检验员可以沿熔核边缘撕开构件,或者沿结合面撕开。这样做能够检查焊点的尺寸以及熔核情况。检查完成后,需要对焊件进行焊补。或者,检验员可以将扁钳等工具楔如被焊接的板料之间。观察焊点的变化情况,来判断焊点是否符合质量要求。焊接状态如下图所示[4]。
4 总结
随着汽车制造产业的发展,电阻焊逐渐成为重要的焊接工艺之一。因此,人们对于电阻焊的焊接质量也提出了更高的要求。为了提高焊接质量,需要焊接技术人员在了解焊接材料的同时,选择合适的焊接参数以及焊接形式。
参考文献:
[1]高宏适.JFE钢铁公司汽车车体焊接技术的开发[N].世界金属导报,2019-04-23(B15).
[2]刘磊,纵荣荣,李乐乐,王洪玮,齐乐.轻量化汽车电阻点焊技术的研究与应用[J].时代汽车,2019(03):131-134.
[3]李钦.电阻点焊飞溅问题分析[J].中国战略新兴产业,2017(24):121-122.
[4]特斯拉Model S中先进的连接技术[J].汽车工艺师,2017(06):10-11.
- 教学软件开发需求分析流程探讨
- 材料成型与控制技术专业虚拟仿真平台建设与实践
- 基于“互联网+”的物流系统研究
- 机电一体化系统在机械工程中的应用
- 铁皮石斛智能管理系统的设计与开发
- 基于Android平台的日程手表应用设计与实现
- 基于敏捷方法的发控系统软件测试模型研究和改进
- Android恶意软件检测方法的研究与分析
- 一种停车场应用的低成本微波读写器设计
- 基于XLua的Unity脚本框架的设计与实现
- 智慧校园的综合安防平台设计
- 机电控制系统自动控制技术与一体化设计
- 热电偶自动检定炉模糊PID温度控制系统的设计
- 可移动式智能加湿器设计
- 物联网智能楼宇解决方案的架构设计优化研究
- 基于惯性模块的智能体感遥控机器人设计
- 信息技术在“建筑施工技术”网络课程制作中的应用研究
- 应用型本科网络工程教研室建设思考
- 创新计算机网络实验教学与实验平台的改革探索
- 教师网络研修现状调查研究
- 健康医疗大数据的安全机制研究
- 一种布谷鸟搜索的5G异构网络选择与资源分配优化方法
- 优化广电IP城域网链路和路由的对策
- 全电动站驾式堆高车辅助安全系统设计
- 高校数据集成平台中SDO的应用分析
- hoarsenesses
- hoarser
- hoarsest
- hoax
- hoaxed
- hoaxer
- hoaxers
- hoaxes
- hoaxing
- hob
- hobbed
- hobber
- hobbers
- hobber's
- hobbies
- hobbies'
- hobbing
- hobble
- hobbled
- hobbler
- hobblers
- hobbles
- hobbling
- hobblingly
- hobby
- 斯拉夫字母
- 斯文
- 斯文一派
- 斯文委地
- 斯文扫地
- 斯文稳重的大而慢的步子
- 斯文败类
- 斯模大样大模斯样
- 斯民先觉
- 斯洛伐克
- 斯洛文尼亚
- 斯游遂成,卒被五刑
- 斯特拉文斯基
- 斯特朗
- 斯琅琅
- 斯禁
- 斯维尔德洛夫
- 斯缠
- 斯罗
- 斯美塔那
- 斯翚
- 斯芬克司
- 斯蒂芬孙
- 斯言之玷 实深白圭
- 斯言河汉