郑琳
摘 要:现如今,轧钢行业的技术创新在不断提速,其发展的绿色智能化方向愈发明显,这其中最为重要的一类生产技术即为直接轧制技术。直轧工艺本身的优势比较明显,在铸坯被切断之后,将会直接送入轧线进行轧制操作,如此一来,有效避免了加热炉的能源耗费,在降本增效方面作用比较明显。特别是近些年,这样的工艺在我国多个地区得到了比较广的应用。
关键词:方坯直轧工艺;力学性能;晶粒尺寸;影响研究
一、国内连铸直轧工艺的发展
钢铁生产是耗能的大户,据统计,我国钢铁行业的能源年消耗量已经超过了3.5亿吨标准煤,约占国内能源消耗总量的15%以上。“十二五”规划约束性指标就是实现钢铁行业的节能减排。在整个钢铁生产过程中,连铸坯热送热装技术加热(补热)时间短,能耗低,是节能减排的重点技术之一。连铸直轧是所有铸坯热送热装技术中要求铸坯温度最高、热损失最小、节能最显著、流程也最紧凑的轧制方式。
到20世纪70年代末,铸坯热送热装技术才传入我国。在1978年,攀钢轨梁厂首先采用直轧工艺,到1980年后半年,共轧制了6.52万吨钢材,吨钢节能约1.68GJ,效益显著。1992年8月12~16日,沈阳钢铁厂对10炉242支140×140×2600mm铸坯进行了直接轧制生产试验,入感应加热器的温度高达900℃,直接成才194支(重74t),直轧率80.2%,效果极为显著。在后来很长一段时间,由于我国绝大多数轧机与连铸配合不当,还不能实现直接轧制。仅在唐山、沈阳等极少数地区的钢厂应用,不能发挥其固有优势。随着钢铁生产过程中,连铸比的提高和连铸技术的进一步发展,热送热装技术已经成为轧钢企业节能降耗的重要措施。特别是在一些中小型生产线上,热送直轧工艺几乎可以涵盖所有钢种,因此提高热装比例已经成为衡量各个钢厂节能降耗水平的主要指标。
二、开轧温度对轧制力的影响
温度是对金属变形抗力影响最为明显的因素之一,当变形温度升高时,金属的变形抗力是呈降低趋势的,因为随着变形温度的提高,热激活作用增强,金属原子的热振动加强,原子的热振幅增大,降低了滑移阻力,使晶界更加容易滑动,可以有效地促进材料的塑性变形,增加了非晶扩散和晶间的粘性流动能力,使得变形抗力大大降低,同时,在较高的温度下,材料会发生动态回复以及动态再结晶行为,弱化了因为塑性变形所引起的加工硬化现象,降低了其变形抗力,最后金属的组织会随着变形温度的改变而改变,其变比规律也不一样。不同的变形温度会促使金属的组织和结构发生巨大的变化,可能会导致塑性不利的晶格朝着塑性良好的方向发展。
三、方坯直轧工艺对钢筋组织和性能差异性的影响
(一)方坯直接轧制对钢筋表面温度分布的影响
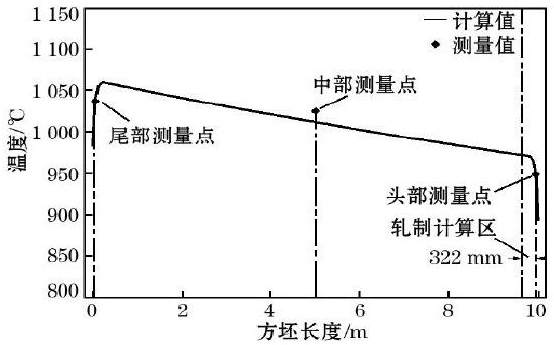
在现场采用方坯直轧工艺生产钢筋的过程中,由于方坯在到达轧机前时存在较大的头尾温差,为了系统研究方坯直轧工艺对钢筋的微观组织演变和力学性能的影响,首先以现场实测铸坯头部区域、中部区域和尾部区域的表面温度为参考对10m方坯进行温度场模拟,随后以温度场模拟结果为基础在铸坯头部区域截取322mm长的区域作为轧制模拟的初始条件,模拟现场生产定尺长度为9m的HRB400钢筋的过程。开始轧制前方坯表面温度计算结果与实测结果的对比如图1所示,其中方坯头部测量点附近引线标示出的两虚线间位置为轧制模拟计算区域。
由图1可知,方坯在现场开轧前的头部区域、中部区域和尾部区域的表面温度实测值分别为949、1025和1037℃,铸坯头尾温差为88℃;而在相同位置处的计算值分别为941、1011和1026℃;通过对比可知,方坯在开始轧制前的初始温度与实测结果符合较好。另外,对于长度为322mm的计算区,在开始轧制前其头部区域和尾部区域的表面温度分别为941和972℃。
(二)方坯直接轧制对钢筋晶粒尺寸的影响
室温下轧制钢筋头部区域、中部区域和尾部区域的铁素体晶粒尺寸。在钢筋轴向方向上,钢筋头部区域、中部区域和尾部区域的铁素体晶粒尺寸平均值分别为7.4、7.9和8.5μm,通过对比可知钢筋头部区域与尾部区域的晶粒尺寸相差最大,差值为1.1μm。在钢筋径向方向上,钢筋中心部位晶粒尺寸最大,邊部晶粒尺寸最小,其中钢筋头部区域的边部与中心部位晶粒尺寸相差最小,差值为0.21μm;钢筋尾部区域的边部与中心部位晶粒尺寸相差最大,差值为0.25μm。
为了进一步验证模拟结果,从现场采用方坯直轧工艺生产出的钢筋上剪取试样,采用4%硝酸酒精溶剂腐蚀,得到钢筋内部的金相照片,其钢筋头部区域、中部区域和尾部区域钢筋的中心部位的晶粒尺寸测量值分别为7.3、7.7和8.7μm。而钢筋不同区域的中心部位晶粒尺寸模拟值分别为7.5、8.0和8.6μm。通过对比可知,钢筋晶粒尺寸的模拟结果与实测结果吻合较好。
(三)方坯直接轧制对钢筋力学性能的影响
直轧铸坯开轧温度对产品屈服强度、抗拉强度影响很大。各点均为同组样品拉伸平均值。随着粗轧前温度的增加,产品屈服强度与抗拉强度降低。直轧铸坯轧前温度明显低于传统再加热铸坯温度,因此,在轧机允许的范围内,可采用较低的粗轧温度(不小于900℃),来提高产品性能。
方坯开轧温度降低,奥氏体晶粒组织细小,通过直接轧制工艺,其最终产品晶粒也越细小,同时其产品组织中铁素体占比例下降,珠光体比例上升,导致产品屈服和抗拉强度升高。直接轧制开轧温度对产品断后延伸率的影响,可以看出降低开轧温度使产品强度升高的同时,产品的塑性变化不大,没有降低。虽然产品的显微组织中珠光体比例随开轧温度的降低而上升,但同时产品的晶粒尺寸也更加细小,因此塑性没有降低。
四、结语
在我国钢铁工业急剧快速的发展过程中,资源、能源的限制突显。钢铁材料的潜力急待挖掘,升级换代已经迫在眉睫。轧制工艺是影响材料全生命周期的行为,对社会和环境产生重要影响。未来轧制技术将朝绿色化方向发展,研发重点是高精度成形、高性能成性、减量化成分设计、减排放清洁工艺等创新性研究。要解决一批前沿、战略问题和关键、共性问题,以推进我国轧制技术的发展。
参考文献:
[1]刘相华,查显文,赵启林,刘立忠.棒线材生产技术的发展前景展望[J].轧钢,2016,33(06):1-5.
[2]刘相华,刘鑫,陈庆安,罗光政.棒线材免加热直接轧制的特点和关键技术[J].轧钢,2016,33(01):1-4.
[3]陈庆安,张建宇,王艳辉,李河宗,陈亚宇.方坯直轧工艺中头尾温差消除过程数值模拟[J].中国冶金,2019,29(09):23-28.
- 小学英语教学中兴趣的激发和培养研究
- 初中英语写作的有效教学策略
- 浅谈小学班主任班级管理工作的高效进行策略
- 高中历史趣味教学探究
- 小学信息技术有效教学探究
- 新形势下中职班主任管理工作的改革探究
- 初中生物课堂中学生学习兴趣的激发方法
- 探究中职音乐课堂教学效率的提高
- 初中数学从有效课堂到高效课堂
- 聋哑学校初中语文课堂的有效教学
- 初中道德与法治高效教学的策略研究
- 新课改下高中数学有效教学策略的应用研究
- 浅析小学班主任管理有效策略
- 基于体育游戏在小学体育的应用研究
- 小学高年级语文阅读写作一体化教学策略
- 浅谈小学线上教学转线下教学的衔接策略
- 试析分层教学法在初中物理教学中的应用
- 浅析初中美术欣赏教学策略
- 如何提升小学道德与法治教学的有效性
- 高中思想政治生活化课堂教学的思考
- 小学高段英语分层教学实践研究
- 初中生物线上教学在农村中学的实施研究
- 小学语文教学中情境教学法的应用价值浅析
- 新时代背景下初中数学课堂有效建设策略
- 音乐社团活动对初中生核心素养的提升探究
- fire-hydrant
- fire hydrant
- fire hydrants
- fireinsurance
- fire inˌsurance
- firelight
- firelights
- firelit
- fireman
- fire marshal
- firemarshal
- firemen
- fireplace
- fireplaced
- fireplaces
- firepower
- fire practice
- firepractice
- fireproof
- fireproofed
- fireproofing
- fireproofs
- firers
- fires
- firesafetyofficer
- 幽云
- 幽人
- 幽人笔
- 幽人贞吉
- 幽仄
- 幽会
- 幽会的欢乐
- 幽佩
- 幽偏
- 幽僻
- 幽僻之至
- 幽僻的处所
- 幽兆
- 幽兰
- 幽兰吹气
- 幽关
- 幽兴
- 幽冥
- 幽凄
- 幽劣
- 幽匣吟
- 幽单
- 幽厄
- 幽厉
- 幽台