夏销俊 刘刚
摘要:本文針对东风11轴套(以下简称轴套)类零件等复杂零件加工对机床选择,加工工艺分析,加工过程的解析,加工效率的提升,加工精度的控制等方面进行了一系列工艺攻关和工艺试验,采用了最优的有效的工艺措施,满足了轴套质量要求,确保了轴套精加工的成功试制和批量生产。
关键词:卧式加工中心;东风11轴套;精加工
由于轴套作为走行部分转向系统的核心部件,加工过程中需要对不同方向的面孔同时进行加工,刀具种类多,还必须保证加工效率。满足以上条件的机床首选卧式加工中心。DH60采用链条式刀库能装载120把刀具,托盘能进行360度旋转,完全满足轴套加工。
一.机床选择
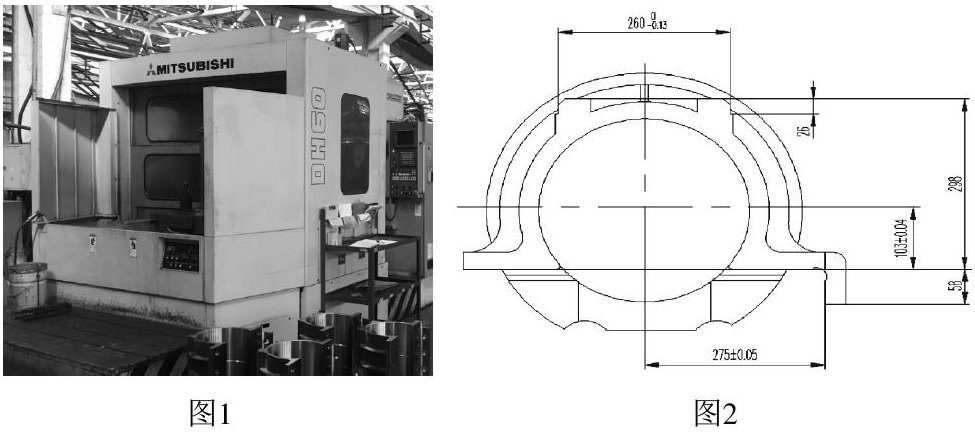
DH60卧式加工中心具备换刀效率高,托盘旋转效率高,机床内部加工空间充足,加工精度高且托盘能进行水平方向360度任意角度的旋转能完全满足空心轴套加工,经过摸索和探索将空心轴套精加工工艺加工安排在DH60卧式加工中心进行加工;如图1。
二.图纸分析和工装设计
上图2是该工件的简图(详细图纸是保密文件不方便透露),通过该图可以看出我们需要保证的几个基本尺寸,背面L260 -0.13~0,中心到大平面L103+-0.04,中心到侧端面L275+-0.05,以及端面到底平面L97 0~+0.1。其他尺寸是自由公差+-0.3即可,同时需要保证面与面之间的平行度、以及相互之间垂直度要求。首件评审需对所有尺寸进行测量检查,批量加工只需对有公差要求的尺寸进行测量,其他尺寸抽检即可。
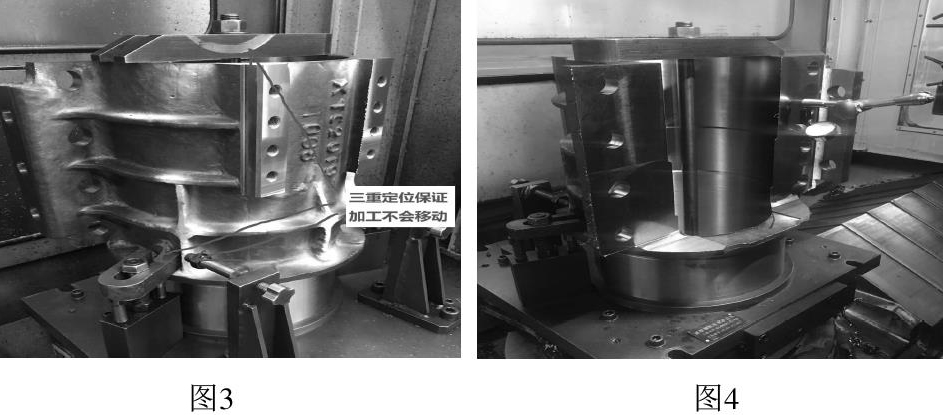
下图3工装设计方面主要是考虑到压装的可靠性,以及工件的定位。工装的设计符合程度能大大的提高加工效率和加工精度。该工件定位面是下端外圆面,主要依靠上方的压板压紧力来保证工件固定性。两侧面的小压板和后面的压紧螺杆起辅助支撑作用,一定程度上保证工件在加工过程中的牢固性,和安全性。
三.加工过程
(1)找正,并建立工件坐标系。因为采用固定工装,只需要第一次上工装时候确定工件坐标系即可。如图4所示把大平面拉平后把螺丝压紧。小压板和支撑销都固定紧即可进行程序O7000加工。
(2)首先采用T117 ?125面铣刀加工倒角,由于毛胚缺陷或前工序工序误差导致倒角不均匀出现过大偏差导致L3 260尺寸加工不出,倒角优先加工,出现问题能及时补焊。M0暂停观察,再继续加工其他面。加工平面有45°和135°倒角,90°两个长方形端面,270°凸台去余量保证到大平面58,0°面去端面余量保证厚度32。
(3)T13 ?200面铣刀对270°大端面进行粗加工和精加工,此处加工余量比较多且粗精一起提高效率,刀片磨损厉害时候要及时更换刀片。保证断面到孔中心L103+-0.04尺寸。
(4)T8? ?40强力铣刀对大端面余留下来的无法加工的残料进行清根,刀具刀刃过中心特点可以进行直插,提高了加工效率也简化了编程。
(5)T9? ?80玉米铣刀对270°面侧端和底平面进行粗加工。玉米铣刀加工余量大加工负载也大,必须要保证工件牢固的压装和定位。
(6)T36 ?80面铣刀同时加工0°和180°开档面,保证尺寸L3=260 0~-0.13。为了节约时间一个角度先进行粗精再换另一个角度粗加工,MO暂停测量,调整Z向刀补再加工,保证尺寸在公差范围内,这里加工尺寸最好中间偏差小2丝做到-0.07~-0.09左右,活拆下来会变形,小一点没事大了就要返工。
(7)T17 ?38U钻对图纸0°面3个?38孔和270°8个?38孔直接一次性加工到位,加工效率高,采用内冷冷却,加工过程安全高效。
(8)T22 ?63立铣刀对270°面前面?80玉米铣刀加工过位置进行精加工,使L4=275+-0.05,197+-0.10。275尺寸是侧端面和外圆中心距离,外援需要修磨。我们要保证尺寸在公差范围内,超差可能会导致外圆部分磨不出。197加工完工件吊起来后可以用外径千分尺或游标卡尺测量。
(9)接下来是90°面孔加工,首先T5中心钻定位,T16 ?17.5内冷硬质合金钻加工螺纹底孔?17.5,T18进行孔口倒角,T19 M20*2.5丝攻攻螺纹加工。
(10)测量和记录
首件要测量L4=275+-0.05,L103+-0.04,这两个尺寸需要在机床内部用百分表测量。这里的首件是加工一批活的第一件或更换刀片或刀具后第一件加工。开档L3=260 0~-0.13需要每只活拆活前用外径千分尺进行测量。工件吊起后用外径千分尺测量台阶面到外圆端面L97 0~+0.1尺寸,以及螺纹孔的深度检查是否到位,止通规进行螺纹尺寸检查。
四.总结
合理的机床选择、合理工装的设计、合理的刀具选择和加工步骤以及合格的量具检查等等大大保证了轴套零件批量生产的加工效率和加工精度。在加工过程中不断的优化和改进工艺,实现利益的最大化。
- 基于社会主义核心价值观的护理职业道德培养 在护理专业理论课中的应用
- 重视核心素养培养 开拓高中语文阅读新思路
- 核心素养下初中道德与法治教学的实践初探
- 新课改背景下初中历史教学中学生人文素养的培养策略
- 基于化学核心素养培育的“实境”化学教学实践研究
- 以生活为中心,推动学生数学学习效益提升
- 初中语文记叙类文本阅读中分析概括人物形象教学之思
- 刍议初中化学课堂教学中渗透爱国主义教育的有效路径
- 传统文化融入初中道德与法治的教学探究
- 思维导图在高中历史教学中的实践探析
- 浅析小学初中英语教学衔接的策略
- 浅谈初中语文教学中如何培养学生的阅读能力
- 高考体育训练之我见
- 财会专业“做学教合一”浅析
- 小组合作在初中语文教学实践中的有效性探究
- 提升中学生英语词汇水平的教学策略
- 分级阅读在初中英语阅读教学中的实践探究
- 基于多样化教学的初中美术创意活动的开展策略研究
- 新课标下英语课堂教学的有效提问策略分析
- 初中英语阅读文化背景资源开发策略
- 如何在高中语文阅读教学中贯穿传统文化
- 生活情景视野下中学化学教学策略探究
- 基于新课程背景下高中数学数学建模的实践研究
- 高效课堂的必由之路
- 谈高中体育教学中田径训练强度及训练量的有效策略
- close thing
- closeting
- close to
- closets
- closet²
- closet¹
- closeup
- close-up
- close up
- close-ups
- close-with
- close your eyes to
- close²
- close³
- close¹
- closing
- closingbalance
- closing balance
- closing date
- closingdate
- closing down
- closingdownsale
- closing-down sale
- closingentry
- closing entry
- 喜爱美丽
- 喜爱而研习
- 喜爱而羡慕
- 喜爱自然、乐居田野的性情
- 喜爱花香
- 喜爱赞美
- 喜爱赞赏
- 喜生于好,怒生于恶
- 喜疯了
- 喜的喜
- 喜盈盈
- 喜盈门
- 喜相
- 喜相逢
- 喜眉眼笑
- 喜眉笑眼
- 喜看
- 喜眯眯
- 喜神
- 喜立大功
- 喜笑
- 喜笑怒骂
- 喜笑怒骂,皆成文章
- 喜笑的样子
- 喜笑盈腮