林毅贞 伍玩秋

【摘 ?要】现代工业离不开焊接技术,选用合理的焊接方法对高质量的焊接件尤为重要。论文阐述了焊接的概念、优缺点及分类,对几种典型焊接方法的工艺特点及应用进行了比较和分析,以期为焊接方法的选择提供参考。
【Abstract】Modern industry can't do without welding technology, so it is very important to choose and apply reasonable welding methods for high-quality welding parts. This paper describes the concept, advantages, disadvantages and classification of welding, compares and analyzes the process characteristics and application of several typical welding methods, so as to provide a reference for the selection of welding methods.
【关键词】焊接方法;分析;比较
【Keywords】welding methods; analysis; comparison
【中图分类号】TG457 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文献标志码】A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2020)07-0194-03
1 引言
在经济建设及科学技术发展过程中,焊接技术是一种不可或缺的加工手段,广泛地应用于机械制造、建筑、航空、航海、车辆等现代工业生产中。焊接方法和技术的选用合理与否,事关焊接件的焊接质量,为此有必要对一些常用的典型焊接方法进行分析和比较。
2 焊接的概念及优缺点
焊接是将两个或两个以上的零件(同种或异种材料),通过局部加热或加压,达到原子之间的结合,形成永久性连接的工艺过程。焊接的主要优点:能够化大为小或者以小拼大,满足不同构造的需要;可以把不同形状、尺寸,不同的材料连接起来,优化资源;可以制造双金属构件等,生产效率较高,便于实现机械化及自动化。焊接的主要缺点:焊接时会在焊缝处产生不均匀的加热及冷却过程,容易产生应力和变形,如果操作不当,会影响产品质量或使结构的承载能力下降。
3 焊接方法的分类
目前,金属焊接的方法有多种,根据焊接过程特点来划分,可分为三大类:熔焊、壓焊和钎焊,其结构简图及分类如图1和图2所示。
3.1 熔焊
熔焊是焊接最基本的焊接方法,是指在不施加压力的情况下,将待焊的母材金属加热至熔化状态,以形成焊缝的焊接方法。熔焊时,热源将待焊的两工件接口迅速加热熔化,形成熔池,熔池随着热源向前移动,冷却后形成连续的焊缝,从而将两工件连接为一体。在熔焊过程中,如果高温的熔池与大气直接接触,大气中的氧气会氧化金属及各种合金元素,大气中的水蒸气、氮等进入熔池,还会导致焊缝在冷却过程中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的性能和质量。根据能源种类、能源传递介质和方式的不同,熔焊可分为气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊和热剂焊等,其中,电弧焊又分为手工电弧焊、埋弧焊和气体保护电弧焊。
3.2 压焊
压焊是指在焊接过程中,必须对焊件施加压力(可以加热或者不加热),使两工件在固态下实现原子间的结合,从而完成焊接的方法。因为压焊加热温度比熔焊低、加热时间短,所以往往可以焊成与母材同等强度的优质接头。压焊可分为电阻焊、摩擦焊、气体焊、冷压焊、超声波焊、高频电阻焊、爆炸焊等,其中,电阻焊是因为电流通过两工件的连接处时,该处因电阻较大使温度升高,当材料达到塑性变形时,在轴向压力的作用下,两工件连接成为一体。电阻焊又分为电焊、缝焊和对焊。
3.3 钎焊
钎焊是采用比母材熔点低的金属材料作为钎料,把焊件及钎料加热到高于钎料熔点,低于母材的融化温度,利用液态钎料来润湿母材,以填充接头间隙并与母材相互扩散来实现焊接的方法。焊接时形成的接缝称为焊缝。由于工件材料、焊接材料及焊接电流等不同,焊接后,在焊缝两侧可能会产生过热、脆化、软化等现象,可使焊件性能下降,恶化焊接性。这就需要通过焊前对焊件的接口进行预热、焊接时保温、焊后热处理等方法来改善焊件的焊接质量。钎焊可分为软钎焊和硬钎焊。
4 典型焊接方法的比较
不同的焊接方法应用于不同的焊接领域。下面对电弧焊中的手工电弧焊、埋弧焊、熔化极气体保护焊三种典型的焊接方法进行比较分析。
4.1 手工电弧焊
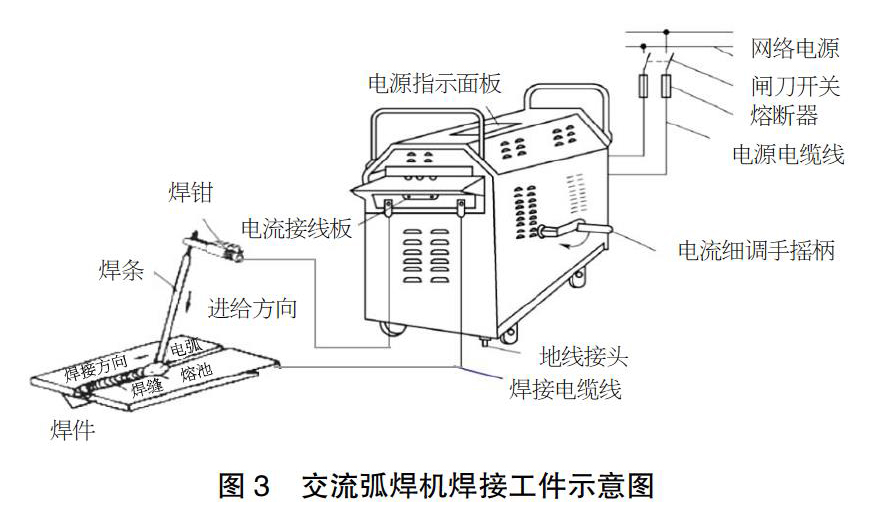
手工电弧焊是利用焊条与焊件间的电弧作为热源,熔化焊条与母材,形成焊缝的一种焊接方法。手工电弧焊常用的设备是交流弧焊机和直流弧焊机,图3是用交流弧焊机焊接工件的示意图。
交流弧焊机空载电压一般是50~80V,工作电压一般是30V,电流调节范围一般是45~320A,焊条与焊件之间产生的电弧温度一般在6000~8000℃,此高温使两焊件接口及焊条迅速熔化,冷却后形成牢固的焊接接头。其优点为:①操作灵活、适应性强,适用于各种接头形式的焊接,如对接、角接、搭接、T形接头等,适用于各种空间位置的焊接,如立焊、平焊、横焊、仰焊等;②待焊接头装配要求低,因为焊接过程是由焊工手工控制的,可以随时调整运条的姿势和电弧的位置,随时调整焊接的参数,以保证跟踪接缝及均匀熔透;③无论是交流还是直流电源,设备结构简单且轻便,便于现场的维护与维修。其缺点为:生产效率较低、劳动条件差,焊缝的主要缺陷有气孔、夹渣、未焊透、咬边及裂缝等。手工电弧焊应用范围广,几乎所有金属都可以用手工焊进行操作,但是需要对应使用满足要求的焊条。手工电弧焊尤其适用于短焊缝、不规则焊缝的焊接。
- 黄河桥梁桩基顶推钢套筒加固施工及控制技术
- 迈式锚杆预加固隧道破碎围岩体的应用
- 卡特彼勒现任董事长兼首席执行官道格拉斯·欧博赫曼选择于2017年退休
- 路遥知马力,戈壁见德基
- 中交西筑西藏第三套搅拌设备顺利完成安装
- 快速、高效解决公路病害:更加实用的徐工超厚铣刨机
- Perkins无锡再创里程碑欢庆第20万台发动机下线
- 陕建机械SUM820摊铺机助力一带一路建设
- 极端工况见证品质
- 英达机组再赴营口:征战“第一路”,交通压力化无形
- “公路医生”英达养护G314:戈壁深处的橙色铁军
- Perkins携世界级动力解决方案亮相2016上海宝马展
- 山推成功拓宽南亚销售渠道
- 世界最大单口径球面射电望远镜竣工
- 第十三届中国制造业国际论坛
- “徐工杯”绿色产品设计大赛
- 安迈工程设备参加bauma China 2016
- 柳工荣获2016年“亚洲质量卓越奖”
- 铁拓即将亮相bauma China 2016
- 2016年度全球最具价值100大品牌
- 黄延高速公路扩能工程北段建成通车
- 公路工程质量全过程监管物联网系统设计
- 机械化施工高素质复合型人才培养需求分析
- 网络营销
- 就地冷再生发展需要解决的几个关键技术
- fastidiousness
- fastidiousnesses
- fasting
- fast lane
- fastlane
- fastmoving
- fast-moving
- fast-paced
- fastpaced
- fasts
- fast-track
- fast track
- fasttrack
- fasttracker
- fast trackers
- fast tracking
- fast tracks
- fasttracks
- fast²
- fast³
- fast¹
- fast-ˌtracking
- fat
- fatal
- fatalities
- 青樾
- 青檀
- 青歌赛
- 青殷
- 青殿
- 青毡
- 青毡旧物
- 青气味儿
- 青水子
- 青水脸
- 青汉
- 青汗
- 青汗儿
- 青江
- 青池
- 青沤
- 青河
- 青油油
- 青油炒韭菜,各人心中爱
- 青波
- 青泥信
- 青洪君
- 青浅
- 青海
- 青海1