徐志鹏
[摘? ? ? ? ? ?要]? 以FANUC数控加工中心为例,无挡块方式回零,在实际生产过程中出现的问题进行故障分析和诊断。
[关? ? 键? ?词]? 数控机床;机床原点;故障诊断;回零
[中图分类号]? TG659? ? ? ? ? ? ? ?[文献标志码]? A? ? ? ? ? ? ? [文章编号]? 2096-0603(2019)09-0104-02
数控机床是用数字化的信息来实现自动控制的机床。它将与加工零件有关的信息(工件与刀具相对运动轨迹的尺寸参数、切削加工的工艺参数以及各种辅助操作等加工信息)用规定的文字、数字和符号组成的代码,按一定的格式编写成加工程序单,然后通过控制介质输入数控装置中,由数控装置经过分析处理后,发出各种与加工程序相对应的信号和指令进行自动加工。
数控机床(图1)是当下生产中不可或缺的制造业的核心设备,以不同结构可以分为:数控车床、数控铣床、加工中心、四轴机床、五轴机床等。每个机床都有各自的专项功能,根据实际情况需求,进行设备选择和使用。不论在学校还是在企业,数控车、数控铣的加工技术已经很成熟了。但数控机床在平均工作时间过久或者使用寿命过长,又或者因为设备所处的环境情况比较恶劣,这时便会出现一些问题,如参考点丢失的情况,就会导致机床无法正常工作,耽误工作进度。接下来,我们以数控加工中心机床为例,来探讨无挡块回零方式出现的一些故障问题及解决方案。
一、分析现场实际情况
数控机床在实际操作中,一般是先开主电源,这样数控机床就具备了开机条件,启动一个带钥匙按钮数控系统和机床同时都上电,数控机床系统的CRT上显示出信息,同时检查机床的液压,气动、各进蛤轴及其他辅助设备的连接状态。然后机床加工前需要先建立机床各坐标的移动基准即回到参考点操作。对安全加工操作的机床,应首先执行这一步,等建立好参考点之后,再进行对刀操作,接下来才可以进行加工程序的编制和运行。不过不同的机床有不同的配置,有些机床是增量式编码器,有些是绝对式编码器。增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。
绝对式编码器的每一个位置对应一个确定的数字码,因此它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。简言之,增量式编码器在检测过程中,脉冲数不断增加,只有找到参考点才可以清零,重新开始新的任务,而绝对式编码器不需要回参考点。
一般增量式编码器都需要回零操作,方便计算加工数据。在数控机床中,回零分为两类,一种是有挡块回零方式,另一种无挡块回零方式。但根据笛卡尔坐标系的原则,一般选取各个轴的正方向末端为参考点的位置。无挡块回零方式是数控机床的进给轴正方向没有实际碰撞式的原点开关。采用伺服电机的Z相脉冲作为原点。有挡块回零方式是在进给轴的正方向有实际碰撞式原点开关,该点的信号可以是采用数控机床自带的减速信号X9.0—X9.4,也可以另外使用其他信号作为原点减速信号。这里介绍无挡块回零。
当数控机床无法完成回零的情况,机床就无法正常运行,影响加工的工作时间。所以回零至关重要。发生故障的原因有以下几种情况:
1.驱动器上的记忆电池失电。
2.无挡块回零方式的参数丢失。
3.伺服电机编码器出现故障。
4.软限位的设置。
二、正确处理故障
发现问题之后,要分析问题所在的原因,针对以上故障发生的情况,做出以下处理方式。
故障一:驱动器上的记忆电池电压偏低,出现电池电压低报警,并且数控机床无法正常完成回零的操作,这个时候要在数控机床开机的情况下,拆卸下驱动器上的电池盒,取出电池并使用万用表进行检测电压值,如果电池电压过低,说明电池电压无法满足正常工作的需求。接下来需要进行新电池更换,首先选取电压为9V的电池,可以采用6节1.5V的干电池串联,也可以选择9V的锂电池,确定好电池的正负极性之后并正确安装。在这里要强调的重点是必须在开机通电的情况下完成,否则伺服驱动器上的电池记录的脉冲位置就会丢失,也就造成原点的丢失。一旦丢失原点,则需要重新找寻新的回零的位置,还需要进行参数的设置。当然还有一种换电池的方法,在数控系统开机许久之后,然后断开系统电源,此时有10分钟的时间来更换电池。但如果错过这10分钟,那么驱动器中的数据也会丢失。所以一般建议通电情况下更换电池,这样相对比较安全。
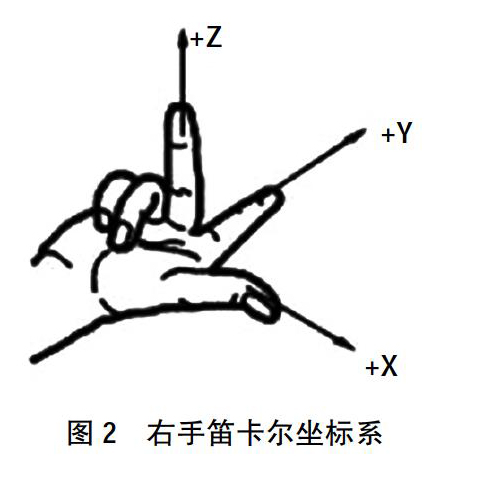
故障二:无挡块回零的方式需要设置以下参数,1002#1设置为1,即所有轴选择无挡块回零方式,也可以单独每个轴进行设置,如参数1005#1对应的轴设置1,即该轴选择无挡块回零方式。在设置选择无挡块回零方式参数之后,需要进行找寻原点的手动操作,通过手轮或者手动JOG的方式来移动每个轴,根据笛卡尔右手坐标系(如图2)的原则,对应的轴的正向设置为原点位置,手动找到位置之后进行参数设置,首先进行1815#5的设置1(绝对值编码器有效),需要将每个轴都要进行设置,此时需要关机重启,再进行1815#4设置为1(设定值与机械位置一致)。完成此类操作之后,也需要进行关机重启,所设置的参数才会生效。在设置无挡块回零方式中,需要两次关机重启,不然参数无法生效。
故障三:当电池无报警,参数也正确设置的情况下,需要检查编码器的问题,编码器内有9根细小的信号线和电源线,容易弯曲折断。编码器故障一般不容易发现,即使电机正常运转,速度也正常显示,但位置数据反馈线也会单独出现问题,这个时候一般采取替换法来检查编码器的好坏,需要注意的是插拔编码器需要在断电的情况下进行操作,否则会有烧坏设备的危险。编码器确认正确连接之后,开机需要重新设置參数1815#4#5的值,参数正确设置之后,需要手动重新设置参考点位置,再检验回零是否正常。
故障四:软限位是数控机床中保护进给轴行程安全的,防止冲撞出轨道,造成设备损坏的安全措施。软限位一般需要在确定原点之后,才可以设定,否则是无法正确设定的。正向软限位参数是1320,负向软限位参数是1321,可以填写字节型数据。在设定原点之前,需要将参数1320和1321分别设定为+999999和
-999999,这样进给轴才可以最大限度地去设定原点,也就是为了更好地扩大机床的加工范围。当原点确定之后,再设置软限位的值。但如果错误地将1320设置为负值,1321设置为正值,那么数控机床便会一直出现软限位报警。软限位设置之后,可以通过手动回零,也可以自动回零来校验回零是否正常。如果还是出现回零报警,说明设置的限位范围没有包含原点在内,这样的话,还是需要调节软限位的范围,继续增大范围,将软限位设置在原点之外,这样才可以进行正常的回零。
三、总结实践原因
要努力掌握數控技术,根据数控维修经验来看要多看、多问、多记、多思、多练(五多),逐步提高技术水准和维修能力,才能适应各种较复杂的局面,解决困难的问题,修好数控机床。
1.要多看,要了解数控系统的原理;要了解数控系统的报警及排除方法;要了解NC、PLC机床参数设定的含义。
2.要多问,发生故障后,要向操作者师傅询问故障的全过程,不要不问,或者随便问一下就好了,这样往往得不到正确的现场资料会造成错误的判断,使问题复杂化了,要记录有关的各种参数。
3.要多记,重点记录机床调整好后各种有关参数,比如NC机床基础参数。
4.要多思,要开阔视野,往往有时修理不够冷静,没有很好地分析,钻牛角尖。
5.要多练,要敢于动手,善于动手,对维修人员来说,要胆大心细,要敢于动手,只会讲,不动手,是修不好数控机床的。
当发现故障的时候,首先应该查阅资料,然后分析找出故障的原因所在,有针对性地实施解决问题的方法,切勿在不明原因的情况下,随意拆卸,这样反而造成问题的复杂性。
有些故障是连锁反应,所以在排查的时候,不能武断定义为某种原因的故障现象,要列出所有可能出现的故障原因,再进行逐一分析,处理故障的时候要以安全为前提,记录每次故障的原因和现象,可以更快地提高故障排查能力。
参考文献:
[1]王道宏.数控技术[M].杭州:浙江工业大学出版社,2008.
[2]王明红.数控技术[M].北京:清华大学出版社,2009.
[3]严峻.数控机床安装调试与维护保养技术[M].北京:北京机械工业出版社,2010.
- 浅谈营造和保持良好的小学语文课堂氛围之策略
- 创设情境教学法在小学语文教学中的应用
- 基于文本落点开展读写训练
- 试论小学语文教学使用多媒体的适时性
- 小学中年级段语文课外阅读指导的实践研究
- 远近高低各不同
- 植根于生活体验的作文教学
- “少教多学”小学语文高效课堂的思考
- 关于小学语文阅读教学中学生问题意识的培养策略
- 小学阅读教学中理解课文的策略研究
- 课外阅读需把握这几“点”
- 提升语文课堂文本教学有效性的策略探究
- 一则“观虫”故事对阅读教学的启示
- 让学引思高效课堂
- 高效课堂之我见
- 科学、开放、直观,让探索过程更灵动
- 粗心有因,算出精彩
- 探究小学数学学习特点对课堂教学的影响
- 小学数学教学中学生动手操作能力的培养
- 生活情境应用于小学数学教学中的探究
- 提高小学数学课堂效率初探
- 体会生活中的数学培养解决实际问题能力
- 培养空间观念实现有效数学思考
- 巧用现代信息技术,丰富数学课堂教学
- 扼住目标和问题设计发展学生数学素养
- free agentry
- free agents
- free-agents'
- free alongside ship
- freealongsideship
- free-and-clear
- freebee
- freebees
- freebie
- freebie, freebee
- freebies
- free carrier
- freecarrier
- freecashflow
- free cash flow
- freecollectivebargaining
- free collective bargaining
- free competition
- freecompetition
- freed
- freedom
- freedom fighter
- freedom fighters
- freedom-fighters
- freedom of association
- 婚礼服务
- 婚礼模式
- 婚礼用花烛
- 婚礼音乐会
- 婚约
- 婚纱
- 婚纱游
- 婚纱照
- 婚考
- 婚耦
- 婚联
- 婚聘
- 婚育
- 婚育期
- 婚配
- 婚配出嫁
- 婚阀
- 婚龄
- 婞
- 婞亮
- 婞佷
- 婞婞
- 婞直
- 婠
- 婢