肖心伟 李彩 李慧平
摘? 要:各类压力容器、锅炉产品筒身上斜接的接管和封头上的接管,以下统称为斜管,针对该类接管图纸仍是以斜管中心高度作为标示尺寸,但是由于斜管外壁存在焊缝遮挡,加上球形封头等外表面为曲面,难以找到和斜管中心标注位置一致的基准,因此无法直接测得斜管中心高度尺寸。生产中只有通过全感仪等先进测量设备,才能较精确地测得斜管高度,但检验成本、时间成本都较高。因此我们不妨考虑用一些简易测量方法,来验证斜管的高度,作为我们过程质量控制的依据,当然对精度要求不是特别高的产品,也可以此判定产品最终符合性。
关键词:压力容器;斜管;高度;测量方法
中图分类号:TH49? ? ? ? ? ? ? ? 文献标志码:A
压力容器实际制造过程中,产品上的斜管高度,都缺乏有效的简易测量方法,检查员在检验时,往往都是以一些粗略的方法进行大致估判,没有测量方法支撑,结果误差很大,也难以给用户或监造一个较合理的解释,使对方信服我方检测结果。下面根据几类较常见的斜管型式,对斜管高度的测量方法进行简要分析,测量方法原理都较简单,都是通过测量其余的一些相关尺寸,经过几何运算获得目标值,从而为测量结果的获得提供了一种可能。
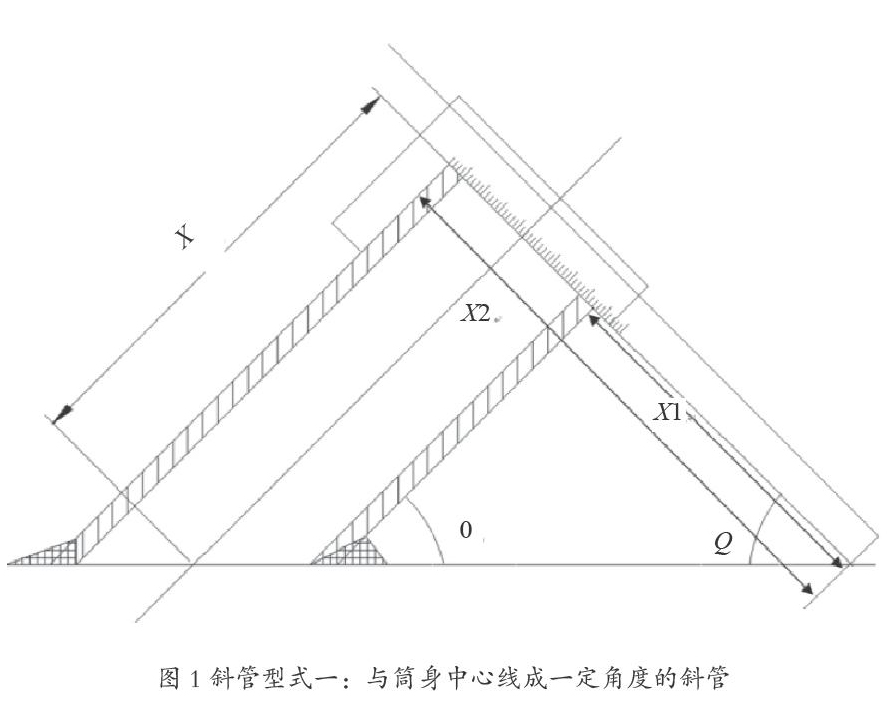
1 斜管型式一:与筒身中心线成一定角度的斜管
1.1 测量方法介绍
图纸一般标注接管高度为接管中心高度尺寸X,标示位置为空间尺寸,没有实际的基准。管子外侧根部有焊缝,管子两端的高度也难以测得,无法以取两端平均值的方法获得X。因此要测量该尺寸就只有间接测量,通过换算获得。其中一种方法介绍如下。
如图1所示,首先用一把直角尺和一把钢直尺组成一个垂直测量系统,保证斜插管与测量尺成直角,避免管端倾斜的影响。然后读取筒身到接管下端外壁距离X1,到上端的距离X2。最后再用角度尺测得角度Q。通过简单的三角函数运算便可获得目标值X:
1.2 测量注意事项
(1)X1与X2的测量数值容易存在偏差。测量时注意找正,刚直尺应经过圆心,找X1的最小值。是否经过圆心,可用X2-X1是否等于实测接管外径值验证,因此此处不用X1+D/2代替(X1+X2)/2,避免未作验证加大误差。
(2)测量角度值Q时,也可测量角度θ,理论上2个角应互余,90°-θ应等于Q,以此验证检测结果的有效性,减小误差。
2 斜插管型式二:球形封头上管接头中心线通过球心的斜管
2.1 测量方法介绍
该类接管装焊与球形封头上,图纸高度标识一般为接管中心高度尺寸X,因球形封头基准面为一曲面,管子外侧根部也有焊缝,很难直接测得空间高度X,同样只有通过间接测量换算的方法获得目标值。
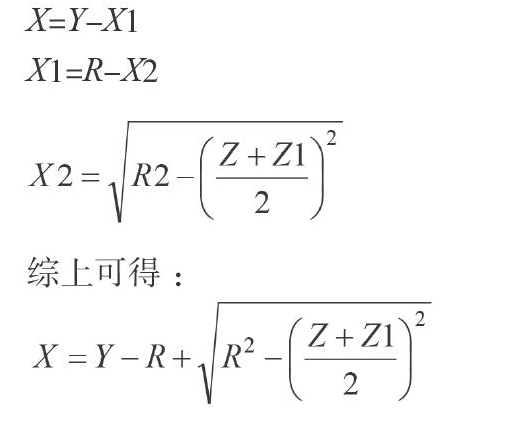
如图2所示,首先用一把钢直尺靠于管端,钢直尺应通过管接头中心。然后在距管接头边缘Z处,用钢直尺直接测量最小垂直高度值Y。最后根据测量结果Z值以及球形半径R值,就可通过换算获得检测尺寸X:
X=Y-X1
X1=R-X2
综上可得:
2.2 测量注意事项
(1)Y值应是Z位置垂直测量最小值,因此注意保证测量角度与管端钢直尺垂直,同时通过多点测量,相互比对获得最小值,减少测量误差。
(2)此处不直接用D/2+Z1代替(Z+Z1)/2,也是为了确保管端钢直尺要经过管接头中心,理论上应保证该两数值相同,才可视为有效测量结果。
(3)接管可能存在端面倾斜等因素,因此Z1应该尽量取小一些,降低该风险影响。同时也可通过反方向测量或多点测量,然后对换算结果进行比对验证,综合取值,增加结果的可靠性。
3 斜插管型式三:球形封头上接管中心线平行于轴线的斜管
3.1 测量方法
该类斜管在球形封头上,管子外侧根部也有焊缝,同样难以直接获得图纸标示的中心高度尺寸X。以下也提供了一种间接测量换算的方法供大家参考,但该类接管测量时影响因素更多,因此精度的把控更为不易,需要大家按注意事项,尽量验证测量的精度,才能获得较可信的数值。
如图3所示,首先用一把钢直尺紧靠管端,钢直尺应目视尽量指向轴心,然后用另一钢直尺在距离接管Z2处,测量最小垂直高度值Y,注意调整管端钢直尺,进行比对取值,尽量减少测量误差。最后通过图纸标示Z和R值,就可通过换算获得高度X,Z和R值如无法精确测量实际值,偏差不大情况下,可直接用图纸标识的Z及R值,根据换算公式误差前后会有一定抵消,因此影响不大。高度X计算方法如下:
X=Y+Y1-X1
综上可得:
3.2 测量注意事项
(1)因该类接管机加时一般以轴线为基准,所以管端水平线一般垂直于轴线,加之该类接管由于焊接变形等原因,垂直度更容易偏差,所以测量时可直接以管端面为基准,不用像斜管一所示,以垂直于管接头为基准。测量时若想保证更高的精度,可以用该方法,在检测线上多点测量验证。
(2)关于测量值Y,该值应是接管端面在距离接管中心距离(Z1+Z2)/2处的垂直最小值,测量时注意保证垂直,并多方位验证最小值,减少测量误差。
(3)Z2距离应尽量选小一些,这样能减少接管垂直度等因素导致的误差影响。
4 结语
在生产活动中,斜管高度等要精确测量,常规手法确实都有一定局限,以上介绍的简易测量方法,同样存在测量误差风险,在运用以上方法时,检查人员应厘清其中原理,结合注意事项明确测量误差的风险所在,只有通过认真细致地测量和仔细验证,有效规避测量误差风险,才能保证测量结果的可靠性,所以测量方法的原理都很简单,关键还是看检查人员如何运用。也希望检查人员可以结合我们的实际生产,总结出更多更简易和精确的测量方法,满足我们的产品简易需求。
参考文献
[1]崔军. GB 150.4—2011,压力容器 第4部分:制造、检验和验收[S].中華人民共和国国家质量监督检验检疫总局,2011.
[2]张天鹏.压力容器检验[M].北京:新华出版社,2008.
[3]陈锦虹.试析压力容器制造过程中变形问题的控制办法[J].中国新技术新产品,2015(8):72.
- “以学为本”视野下的初中物理《速度》教学
- 学生为主体,教师为主导的课堂教学
- 《万有引力定律》教学实效性研究
- 高中生物理学习自我监控能力培养的实验研究
- 问题串的构建策略及教学功能
- 物理模型的教学实践探讨
- 物理翻转课堂教学模式设计的关键环节
- 电势能的再认识
- 一道高考试题的解析、拓展与评价
- 基于建构主义的高中物理习题情境设计探究
- 从卫星的变轨问题谈圆周运动的条件
- 物理探究教学的设计原则及内涵把握
- 校本课程《自助主题探究实验》的开发与实施
- 提高中考实验复习效率的实践与思考
- 巧妙突破竖直平面内小球“恰好”做圆周运动的难点
- 浅谈高中物理作业讲评的优化策略
- 基于智能手机的啤酒瓶发声现象探究
- 单摆悬挂装置的改进
- 论开发低成本物理小实验的原则
- 光的色散实验中遇到的意外现象及成因分析
- 在校本课程中开发太空实验
- 生长型课堂视角F优化教学的几点认识
- 问题导学
- 物理教学融合人文教育的途径与策略
- 匀变速直线运动的速度与位移的关系式推导
- unpreposterously
- unpreposterousness
- unpreposterousnesses
- unpresaged
- unpresaging
- unprescient
- unpresentableness
- unpresentablenesses
- unpresentably
- unpreservable
- unpresiding
- unpressured
- unpresumed
- unpresumptuousness
- unpresumptuousnesses
- unpretentious
- unpretentiously
- unpretentiousness
- unpretentiousnesses
- unprettinesses
- unpretty
- unprevalent
- unprevalently
- unpreventative
- unpreventive
- 正巧碰上
- 正差
- 正差价
- 正己守道
- 正帑
- 正常
- 正常与反常
- 正常人
- 正常死亡
- 正常的次序
- 正常的法度
- 正常的状态
- 正常重音
- 正平
- 正平赋鹦鹉
- 正庆
- 正库
- 正度
- 正开本
- 正式
- 正式任命
- 正式任命前试行代理及摄守官职
- 正式任命官职前暂代
- 正式任用
- 正式会议