王宝成 陶磊 宋丽丽 张宸豪 任海波 赵悦
摘 ?????要:针对汽油国Ⅵ质量标准升级的需要,中国石油自主研发的催化汽油加氢改质降烯烃M-PHG技术(前身M-DSO技术),自2016年开始先后在中石油三家炼厂进行了国Ⅵ工业应用,从工业装置的日常运转及标定数据可以看出,M-PHG技术加工高烯烃含量的劣质催化汽油,在产品硫含量小于10?mg·kg-1的同时,具有烯烃降幅大,辛烷值损失小,装置运行平稳,能够满足中石油炼厂国Ⅵ汽油质量升级的需求,技术水平处于国内领先地位。
关 ?键 ?词:M-PHG技术;国Ⅵ标准清洁汽油;降烯烃保持辛烷值;工业应用
中图分类号:TQ 201???????文献标识码:?A ??????文章编号: 1671-0460(2019)11-2694-04
Application of M-PHG Technology in the Production of
National Ⅵ?Standard Clean Gasoline ?
WANG?Bao-cheng1, TAO?Lei2, SONG Li-li1, ZHANG Chen-hao1, REN Hai-bo1, ZHAO?Yue1
(1.?PetroChina Fushun Petrochemical Company, Liaoning Fushun 113001, China;
2.?PetroChina North China Petrochemical Company, Liaoning Fushun 113001, China)
Abstract:?In order to meet the need of upgrading the gasoline quality standard to?national VI?standard, the M-PHG technology (predecessor M-DSO technology) of catalytic gasoline hydroupgrading and olefin reduction developed by PetroChina has been applied in three refineries of PetroChina since 2016.?The daily operation and calibration data of industrial units?showed?that M-PHG technology could?treat?high olefin content inferior catalytic gasoline.?When the sulphur content of the product was?less than 10 mg·kg-1, the technology?had?the advantages of large olefin reduction, small loss of octane number, stable operation of the unit, which?met the requirement of upgrading gasoline quality to national VI?standard.
Key words: M-PHG technology; National VI standard clean gasoline;?Reducing olefine content and maintaining?octane value; Industrial application
我國汽油组成以催化裂化(FCC)汽油为主,其中硫含量和烯烃含量均较高,在通用的加氢脱硫过程会出现不同程度的辛烷值损失,导致经济效益的流失[1-12]。
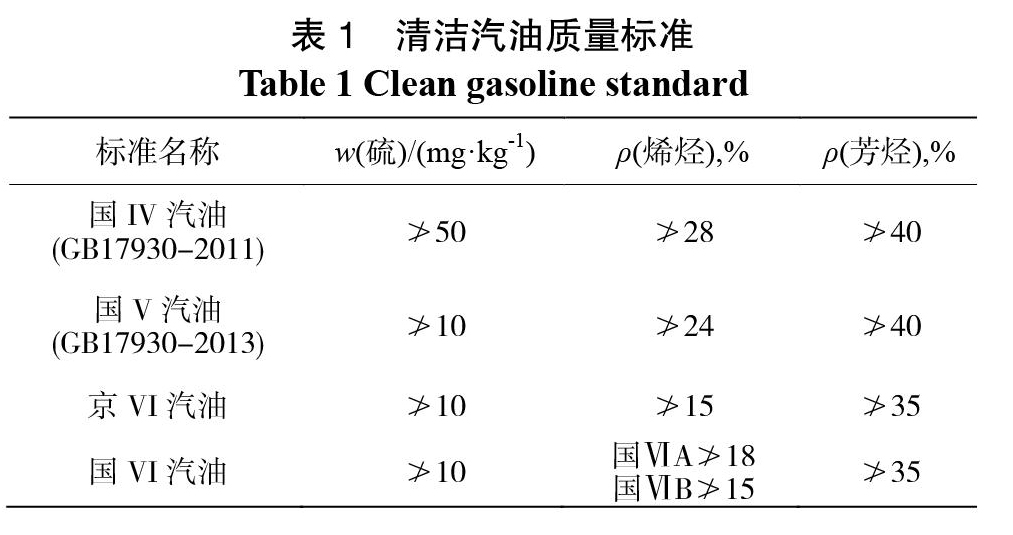
针对日益严格的环保要求,国V/国Ⅵ汽油标准对汽油中硫、烯烃含量要求日趋严格,具体指标见表1。2017 年1 月全国开始实施国V 汽油标准,2019年1月全国开始实施更严格的国ⅥA汽油标准,2024年将开始全国执行国ⅥB标准汽油[2]。
中国石油从2000年开始开展FCC汽油加氢改质催化剂研究,2004年在抚顺石化公司0.15 Mt/a汽油加氢装置完成了TMD全馏分催化汽油加氢降烯烃国Ⅲ工业试验、2009年在某炼厂0.2 Mt/a汽油加氢改质装置上完成M-DSO技术国Ⅳ工业应用试验[13,14],2011年在某炼厂0.6?Mt/a催化汽油加氢装置上进行了M-DSO技术国Ⅳ工业应用,装置平稳运行近五年后,2016年改进升级的M-PHG技术在该装置上进行了第二周期国Ⅴ兼顾国Ⅵ工业应用试验。
2016年M-PHG技术在某炼厂0.4?Mt/a催化汽油加氢装置上进行了国Ⅴ兼顾国Ⅵ工业应用。2018年在某炼厂1.0?Mt/a催化汽油加氢装置上进行国Ⅵ工业应用试验[15,16]。工业应用研究表明:FO-35M催化剂及其升级产品解决了普通加氢技术降硫、降烯烃导致辛烷值大幅降低的问题,该剂通过芳构化、异构化等反应,将汽油中的烯烃组分转化为芳烃、异构烷烃等高辛烷值组分,实现了在大幅降低烯烃含量的同时,保证辛烷值不损失或略有提高的目标。综上,M-PHG技术能够满足中石油炼厂国Ⅵ汽油质量升级的需求,技术水平处于国内领先地位。
本文重点介绍M-PHG(前身M-DSO)工艺技术在中国石油三家炼厂国Ⅵ工况下的工业应用情况。
1?M-PHG技术介绍
M-PHG技术,前身M-DSO技术,是中国石油自主研发清洁汽油生产新技术,该技术有机耦合催化裂化汽油分段加氢脱硫、烯烃定向转换等核心技术,可将催化裂化汽油在深度脱硫、降烯烃的同时减小辛烷值损失,主要适用于大幅降烯烃、深度脱硫、保辛烷值需求的炼厂实现国Ⅵ清洁汽油调和组分生产,是目前催化裂化汽油清洁生产技术中降烯烃效果最好技术之一,特别适合于加工劣质高烯烃含量的催化汽油。
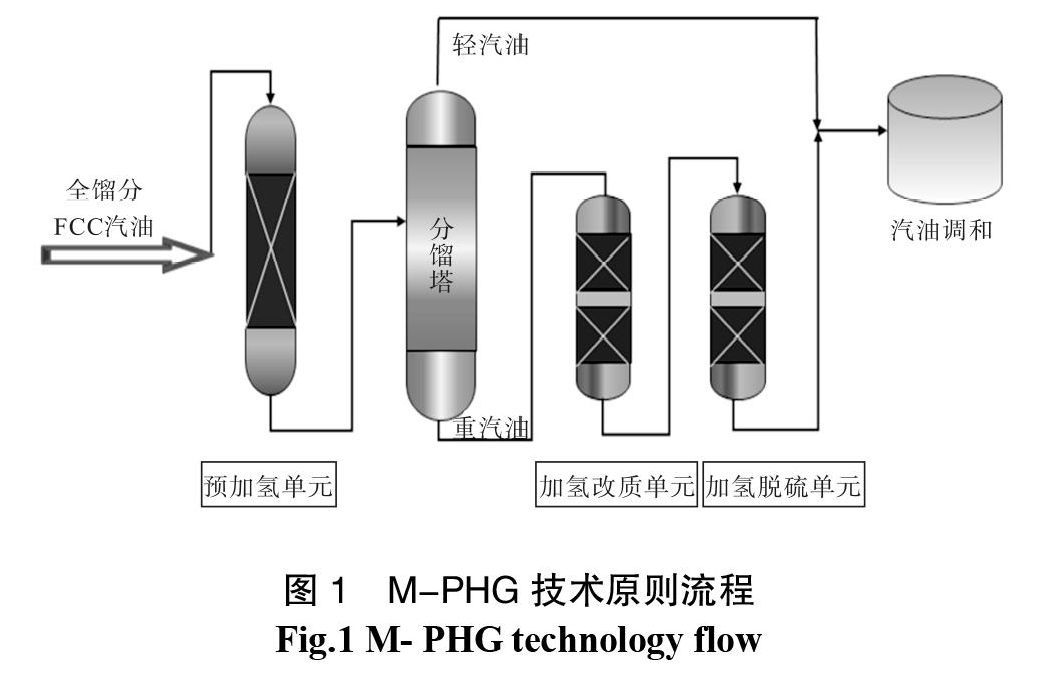
图1为M-PHG工艺原则流程图,全馏分催化裂化汽油经预加氢单元处理后进入分馏塔分割为轻、重两种组分,轻组分去醚化单元,重组分经加氢改质、選择性加氢脱硫后再与醚化汽油混合,作为国Ⅴ/国Ⅵ标准汽油调和组分进入汽油调和池。
其中加氢改质单元,利用FO-35M催化剂的降烯烃及辛烷值恢复功能,最大化减少FCC汽油加氢过程的经济效益损失。
2 ?M-PHG技术工业应用情况
2.1 ?某炼厂0.6?Mt/a汽油加氢装置
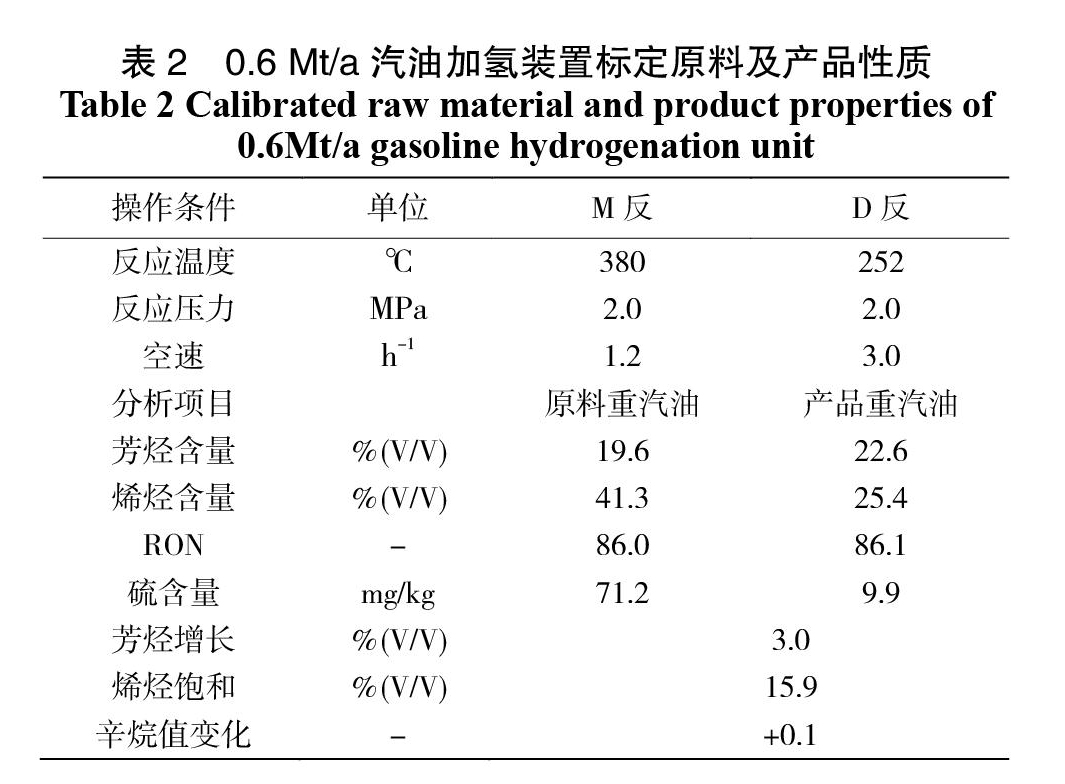
该0.6?Mt/a汽油加氢装置于2011年7月建成并一次性开车成功,生产出符合国Ⅲ标准汽油组分。2013年完成国Ⅳ标准汽油生产试验,2013年底装置正式生产国Ⅳ标准清洁汽油。2015年8月装置开始进行国Ⅴ标准汽油生产试验,为汽油国Ⅴ标准质量升级收集数据。2016年装置平稳运行59个月后停工检修,进行了催化剂再生补剂,装置第二周期开工平稳后,2017年完成中期标定,标定数据见表2。
从表2标定数据可以看出,在设计的操作条件下,产品重汽油的硫含量可脱至10 mg·kg-1以下,烯烃降低15.9%,芳烃提高3%,辛烷值增加0.1个单位,产品重汽油质量已达到国Ⅵ标准汽油调和组分要求。
2.2 ?某炼厂0.4 Mt/a汽油加氢装置
该0.4?Mt/a汽油加氢装置于2013年建成并一次性开车成功,采用DSO(PHG)技术,按照国Ⅳ标准设计建设。为应对国Ⅴ标准汽油质量升级,2016年检修期间采用M-PHG技术对装置进行了改造,改造主要内容为新增一台辛烷值恢复反应器,并对换热流程进行了适当调整,装置顺利开车,生产出国Ⅴ标准清洁汽油组分。2018年7月,为适应国ⅥA汽油质量标准生产需求,对操作条件进行了适当的调整,并于12月份进行了国ⅥA工况标定,标定数据见表3。
从表3标定数据来看,在设计的操作条件下,产品重汽油的硫含量由351.8?mg·kg-1降至10 mg·kg-1以下,烯烃降低10.3%,芳烃提高4.0%,辛烷值损失1.6个单位,折合成全馏分汽油计算辛烷值损失1.0个单位,产品各项指标均满足国ⅥA标准调和汽油组分的要求。
2.3 ?某炼厂1.0 Mt/a汽油加氢装置
该汽油加氢装置2013年建成,生产能力0.7?Mt/a,采用DSO技术,按照国Ⅳ标准设计建设,2013年7月一次开车成功。2016年完成适合国Ⅴ标准清洁汽油生产的技术改造,主要增加了一台补充脱硫反应器,国V标准工况稳定运行,应用结果表明该技术辛烷值损失小、液收高、能耗低。
为全面实现国VI汽油质量升级,2018年大检修期间,该厂按照M-PHG催化汽油加氢改质技术工艺流程,对原0.7?Mt/a汽油加氢装置实施工艺及1.0 Mt/a处理能力的扩能改造,改造主要内容为新增一台辛烷值恢复反应器,并对换热流程进行了适当调整,从而解决该炼厂汽油池烯烃含量超标、辛烷值不足的矛盾。
本次M-PHG技术工业应用,首次采用了中石油自主知识产权的新一代免活化硫化态催化剂,2018年11月装置开车,开工过程用直馏汽油打通全流程并冲洗系统,升温到设计温度后开始钝化、切换原料继续升温,36?h后产品各项指标均达到设计要求,装置进入稳定运行状态。新一代免活化硫化态M-PHG技术与原氧化态M-PHG技术相比,开工过程可节约催化剂的干燥、硫化等工序140?h,并且减小了催化剂硫化过程中的环境污染、设备腐蚀等各种风险。
为考察装置运行情况及寻找最佳的操作条件,在开工一个月后对装置进行了初期标定,改造前后标定数据见表4。
由表4标定数据对比可以看出,在国V工况操作条件下,全馏分催化汽油的硫含量由110.77 mg·kg-1降至14.6?mg·kg-1,烯烃降低5个单位,辛烷值损失1.1个单位,装置综合能耗15.88?kg?Eo/t,液收99.8%,满足设计指标要求;而在国ⅥA工况操作条件下,全馏分催化汽油的硫含量由107.94 mg·kg-1降至7.14?mg·kg-1,烯烃降低12.05个单位,辛烷值损失0.69个单位,装置综合能耗13.78?kgEo/t,液收99.33%,产品各项指标均达到设计考核指标要求,优于国V工况。
在装置未改造前,该厂通过在催化裂化装置上采用MIP技术,同时调整PHG工艺条件进行汽油国Ⅵ工况条件试验,在烯烃满足国Ⅵ标准出厂调和要求的情况,辛烷值损失高达4个单位以上,极大地降低了炼厂经济效益,因此决定采用M-PHG工艺,进行装置改造。
综合国Ⅵ工况初期标定结果,说明FCC汽油加氢改质FO-35M及其改进催化剂降烯烃、保辛烷值性能优异,虽然M反应器反应温度相对较高,但热量合理回收利用后,装置综合能耗非增反降,进一步证明M-PHG清洁汽油生产技术经济实用,是中国石油劣质催化汽油国Ⅵ质量升级最优解决方案。
3 ?结 论
- 中国石油自主研发的M-PHG催化汽油加氢改质降烯烃技术具有优异的降烯烃、保辛烷值性能,完全可以满足中国石油各炼厂国Ⅵ标准清洁汽油调和组分生产需求,已在中国石油三套工业装置上实现了国Ⅵ工业应用,得到用户一致好评,已成为中国石油国Ⅵ标准汽油质量升级主要技术之一,为中国石油清洁汽油生产提供有力的技术支持。 采用M-PHG技术生产国Ⅵ标准清洁汽油调和组分,加工硫含量在300?ppm以上的FCC汽油时,能够保证产品辛烷值损失在1.5个单位以内;加工硫含量在100?ppm左右的FCC汽油时,能够保证辛烷值损失在1.0个单位以内。M-PHG技术与国内其它同类国Ⅵ标准清洁汽油生产技术相比,可减少辛烷值损失1个单位以上,说明满足国Ⅵ标准的M-PHG清洁汽油调和组分生产技术处于国内领先水平。 采用中石油自主研发的新一代免活化硫化态催化剂生产技术,装置开工过程中,从换油升温开始,36?h即可产出各项指标均达到考核指标要求的产品。免活化硫化态M-PHG技术与氧化态M-PHG技术相比,开工过程可节约催化剂的干燥、硫化等工序140?h,且减小了催化剂硫化过程中的各种风险,具有广泛的推广应用前景。
参考文献:
[1] 朱渝,王一冠,陈巨星,等. 催化裂化汽油选择性加氢脱硫技术(RSDS)工业应用试验[J]. 石油炼制与化工,2005,36(12):6-10.
[2] 陈鑫,蔡卫,于向真,等. 催化汽油加氢脱硫降烯烃系列催化剂工业试生产及应用[J].工业催化,2005,13(6):18-21.
[3] 段为宇,赵乐平,刘继华,等. 催化裂化汽油选择性加氢脱硫技术OCT-M 的工业应用[J]. 炼油技术与工程,2006,36(5):9-10.
[4] 高金森,徐春明,白跃华. 催化裂化汽油改质降烯烃反应过程规律的研究[J]. 石油炼制与化工,2004,35(8):41-45.
[5] 胡永康,赵乐平,李扬,等. 全馏分催化裂化汽油芳构化烷基化降烯烃技术的开发[J].炼油技术与工程,2004,34(1):1-4.
[6] 趙乐平,胡永康,李扬,等. FCC汽油加氢脱硫/降烯烃新技术的开发[J]. 工业催化,2004,12(4):24-26.
[7] 石振东,崔德强,霍东亮,等. 高硫FCC汽油加氢脱硫降烯烃DSRA技术开发[J]. 工业催化,2008,16(4):40-42.
[8] 兰玲,鞠雅娜. 催化裂化汽油加氢脱硫(DSO)技术开发及工业试验[J]. 石油炼制与化工,2010,41(11):53-56.
[9] 张建忠.提高催化裂化汽油辛烷值的途径[J].石油规划设计,2006,17(1):5-8.
[10]张国磊,高金森,梁咏梅,等.催化裂化汽油降烯烃技术研究进展[J].化工纵横,2003,17(8):1-4.
[11]段为宇,姚运海,赵乐平,等. ?OCT-M催化裂化汽油选择性加氢脱硫技术应用[J].当代化工,2006,35(1):34-36.
[12]石冈 ,范煜,鲍晓军,等.催化裂化汽油加氢改质GARDES技术的开发及工业试验[J].石油炼制与化工,2013,44(9):66-72.
[13]王晓,霍东亮,冯振学,等. ?FCC汽油加氢改质TMD技术工业应用试验[J]. 当代化工,2008,37(5):490 -493.
[14]王宝成,霍东亮,崔德强,等. 催化裂化汽油加氢改质催化剂M2工业再生及TM2-DSO技术工业应用[J].现代化工,2010,30(8):59-61.
[15] 赵悦,FO-35M催化剂在乌石化0.6Mt/a汽油加氢工业装置应用[J]. 石油化工,2017,46(9):1203 -1208.
[16]张超群,催昕宇,贺新.M+DSO工艺在玉门催化汽油加氢改质装置的应用[J].当代化工,2017,46(12):2563-2565.
![]()
- 加滑扰动训练对功能性踝关节不稳者本体感觉和平衡能力的影响
- 耐力项目运动员运动后冷水浴的作用机制与实践应用
- 新形势下社会体育专业实践教学体系的建构与探索
- 多学科视域内的体育素养理论根基探究
- 身体哲学视域下学校体育边缘化现象之反思
- 武术教育改革视角下学校武术竞赛路径选择
- 中日韩接受现代足球文化的基本特征比较分析
- 拳击赛事的视觉文化认知研究
- 基于CIS理论的我国大学生篮球联赛品牌建设路径探究
- 武术传播的理念困境与“借势”体系构建研究
- 基于SWOT—AHP的齐鲁武术竞赛业发展策略分析
- 安徽省竞技体育后备人才培养的生态学分析
- 训练何以可能:运动训练的自然哲学基础
- 社会体育组织参与公共体育服务的模式、机制及经验研究
- 促进体育产业结构优化的政策研究
- 16周太极拳锻炼及停练8周对老年女性心理健康的影响
- 高强度间歇训练对肥胖青年女性减肥效果的研究
- 不同频率全身振动训练对老年女性骨密度及下肢肌力的影响
- 基于中华05骨龄计分法的6~19岁男性骨龄图谱标准片的研制
- 健康取向下中小学体育课程内容选择框架构建
- 国内外男子柔道运动员技战术对比研究
- 我国优秀男子50 km竞走运动员竞走技术的运动学分析
- 大陆赴台体育家群体及其历史贡献研究
- 我国近代女子体育观的演变及其特征研究
- 回顾与展望:三十年民间体育研究述评(1985—2015)
- mismarked
- mismarking
- mismarks
- mismarriages
- mismatch
- mismatched
- mismatches
- mismatching
- mismated
- mismates
- mis-measured
- mismeasured
- mismeasurement
- mismeasurements'
- mismeasurements
- mismeasures
- mis-measures
- mismeasuring
- mismesh
- mismeshed
- mismeshes
- mismeshing
- mismetre
- misnarrate
- misnarrated
- 锡杖
- 锡杖杖首的圆环
- 锡杖的美称
- 锡杖飞
- 锡焊
- 锡焊(稀罕)
- 锡燕
- 锡爵
- 锡环
- 锡珪
- 锡监
- 锡石
- 锡矿和石料
- 锡矿山锑矿
- 锡社
- 锡祐
- 锡福
- 锡箔
- 锡箔城
- 锡类
- 锡纸
- 锡羡
- 锡胤
- 锡荡锣
- 锡蛇