摘要摘要:目前,在EPE材料深加工领域主要采用人工作业的方式,普遍存在粘合效果较差、效率低下等问题,鉴于此,设计了一种以PLC为主控制器,HMI为人机交互的EPE材料烫贴系统。系统主要由送料、取料、烫料3个子系统组成,其中送料子系统由PLC通过高速脉冲方式向步进电机下达定位命令,使得EPE材料能够精确、快速地运送至指定位置。取料子系统采用气动作为动力来源,其中上下、前后以及卸料气缸完成取料、烫料、粘料、卸料过程。烫料子系统主要由测量装置和加热装置组成,采用PID温度控制方式,精确控制加热回路的温度变化。实际使用表明,该设计方案适用于多种类型EPE材料的粘合,具有实时监控、移动和输送精确度高、粘合效果好、兼顾环保理念等优点。
关键词关键词:EPE烫贴系统;PLC;HMI;实时监控
引言
EPE(Expandable Polyethylene,即可发性聚乙烯)是一种新型的环保包装材料,EPE具备易加工、无需开模、压缩形变恢复性好、弹性较强、清洁卫生、便于回收循环等优点[1],是传统包装材料的理想代替品。
将珍珠棉用作包装品之前,需要根据被包装对象的形状将珍珠棉粘接起来。如今通常采用人工胶水粘合方式来粘接珍珠棉,存在的不足之处主要有效率低、人工成本较高、产品一致性差、品质参差不齐。针对以上情况,开发了基于HMI和PLC控制的EPE烫贴系统。该系统可自动化完成珍珠棉片材上料和底料的粘合,并适用于大面积多层EPE片材的粘合。1系统总体设计方案
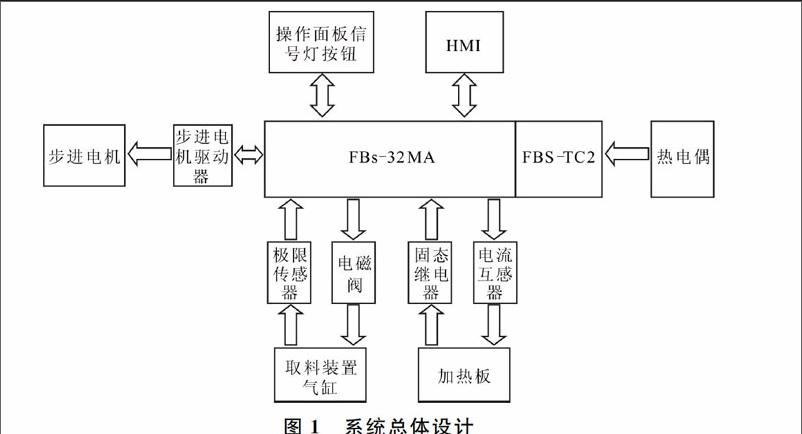
该控制系统选用永宏FBs系列PLC,型号为FBs-32MA,具有20个24VDC数字量输入(4点可达10KHz),12个数字量输出(4个10KHz输出),一个RS232或USB通讯端口(最大可扩展到3个),HMI选用昆仑通态嵌入式一体化触摸屏,型号为TPC1061Ti[2]。其中,PLC作为系统控制核心,气动元件和步进电机作为驱动模块,HMI用于实时监控、报警、数据查询等。
系统主要由送料、取料、烫料3个子系统组成。其中,送料子系统由步进电机提供动力,主动滚筒与步进电机同轴连接并带动传送带运动,PLC通过高速脉冲输出口向步进电机驱动器发出一定频率及数目的脉冲完成定位信息的传递,由步进电机驱动器控制步进电机转动,使得传送带上的物料运动至指定位置[3]。取料子系统由取料板抓取物料,PLC控制上下、前后以及卸料气缸完成取料、烫料、粘料、卸料过程。烫料子系统主要由加热板组成,使EPE片材上料的底面受热熔融、软化,方便与底料粘合一起。系统总体设计如图1所示。
2硬件设计
2.1送料子系统硬件设计
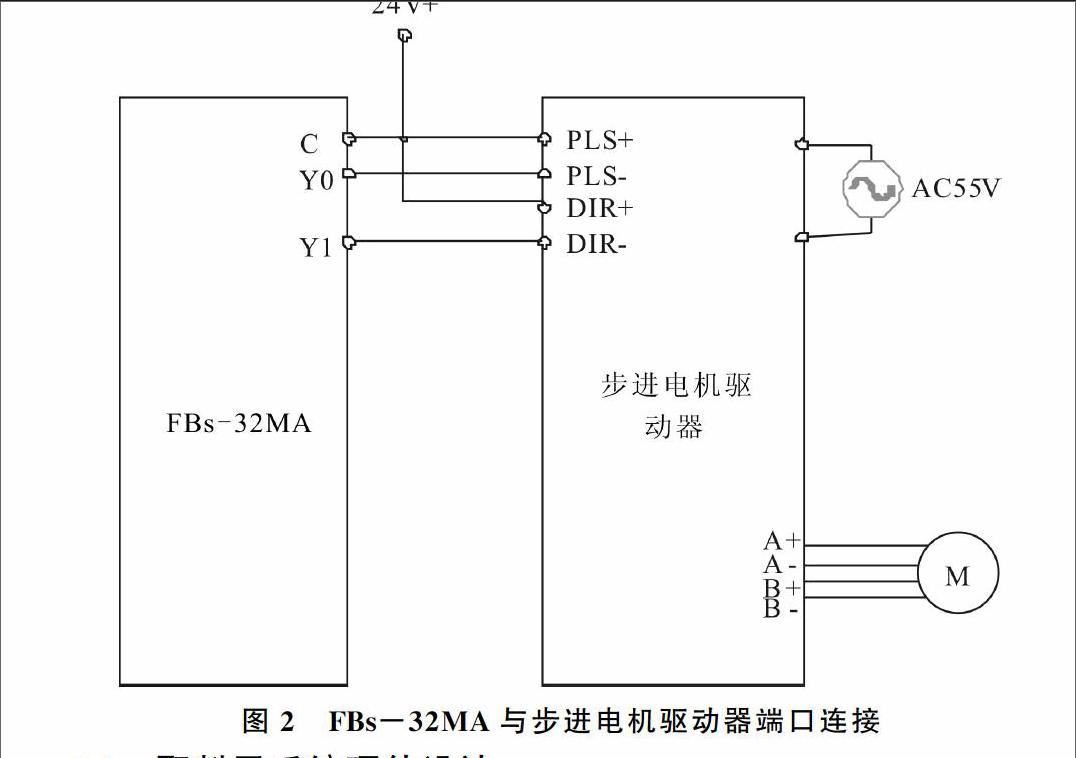
送料子系统主要完成将物料精确地传送至指定位置,因此对于步进电机转动位置以及速度控制有着极高的要求。本系统选取性价比较高的步进电机作为驱动元件,目前PLC对步进电机驱动器的控制方式主要有以下4种:①通过模拟量输出方式进行控制,该方式控制反应较灵敏但成本较高并且容易受外界噪声干扰;②通过数字I/O方式下达命令,该方式使用简单但应用灵活度比较差;③通过通讯方式控制方式,因为通讯协议无标准并且受通讯反应限制,因此应用有瓶颈;④通过高速脉冲方式下达命令,该方式成本低廉容易准确控制。综合考虑,送料子系统选用具有4个高速脉冲输出口的FBs-32MA型PLC,采用脉冲加方向的工作模式完成对步进电机驱动器速度及位置信息的传送。其中,PLC的Y0输出口为脉冲输出口,Y1为方向输出口[4]。FBs-32MA与步进电机驱动器端口连接原理如图2所示。
2.2取料子系统硬件设计
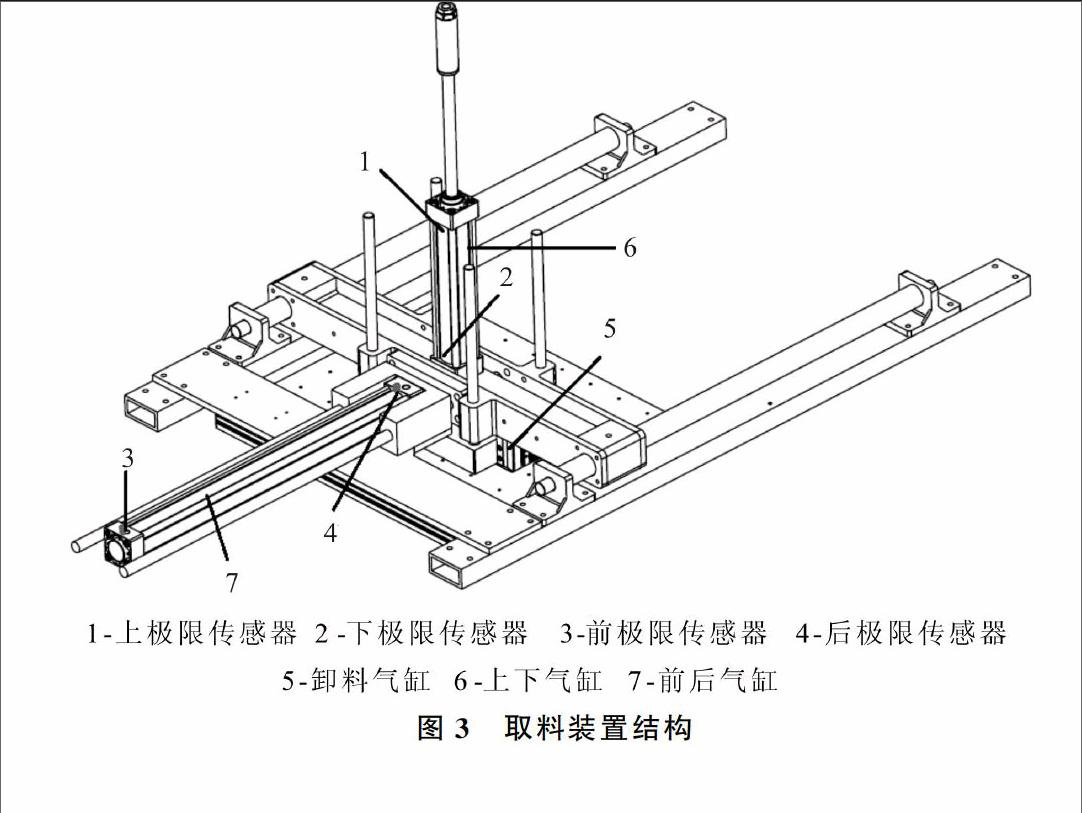
气缸负载大、动作反应快、适应性强、易于安装维护等诸多优点[5],因此取料子系统采用气动作为动力来源,其中上下、前后以及卸料气缸完成取料、烫料、粘料、卸料过程。如图3所示,为了维护以及监控方便,上下气缸的上端及下端分别安装了上极限传感器、下极限传感器,前后气缸的前端及后端分别安装了前极限传感器、后极限传感器。通过HMI显示检测到的传感器数据,可以实时获得气缸的运动信息以及故障信息。
2.3烫料子系统硬件设计
烫料子系统主要由测量装置和加热装置组成。测量装置包括FBs-TC2温度模块及J型热电偶,其中FBs-TC2通过扩展输入排线与FBs-32MA连接。加热装置包括固态继电器以及加热线圈,加热线圈采用高频加热线圈,在加热板底部产生涡流,瞬间可将烫料面板加热至400多度,大大提高粘合速度,且受热均匀,粘合效果较好。烫料子系统的温度控制是利用温度模块(FBs-TC2)配合温度规划表格将外界当前的温度测量值当作过程变量,并将所设定的温度设定值与过程变量经由温控程序PID数学式运算后,得到适宜的输出控制值以将温度控制在所期望的温度范围内。并将PID运算后的数值结果转换为时间比例ON/OFF(PWM)输出,经由PLC输出控制固态继电器的通断,进而控制加热回路,即可得到相当精确的控制结果[6]。3软件设计
系统的控制软件由PLC控制程序、HMI两部分组成,如图4所示,PLC控制程序主要完成系统数据信息的采集与处理、执行机构的运行控制。HMI与PLC通过RS232接口进行通信,可以直观地显示系统当前的运行状态、记录已设置的系统参数、存储系统历史报警信息以及相关手动操作[7]。
3.1系统主程序设计
在系统主程序先调用初始化子程序,对系统中加热板温度、取料装置中各气缸状态、送料装置位置等参数进行检查并初始化。如图5所示,在执行完初始化子程序后,选择控制信号来源,在手动模式下,操作人员可以用HMI或者实體按钮进行启停、回零、点动等相关操作[8]。在自动模式下系统将按照既定的工作流程运行,直至设定的生产计划完成,中途若出现气缸不到位、加热线圈未通电等异常状况,系统将调用报警子程序进行异常情况分析并依据报警等级进行相应的处理,而报警内容、日期等信息将被存储并显示在HMI报警历史页面[9]。
3.2HMI监控系统软件设计
HMI选用昆仑通态嵌入式一体化触摸屏,HMI监控系统主要由监控和操作控制两部分组成,监控主要指对系统中当前温度值、当前生产量、设备运行状态、报警状态等参数进行实时显示。在操作控制中可以人为地对系统中的生产量设定值、温度设定值、功能按钮、电机速度等参数进行设定。运用HMI监控系统就可以及時对整个烫贴系统工作状态进行实施监控,极大地方便了现场人员的操作与调试[10]。
4应用效果
本文提出了基于PLC和HMI的EPE烫贴系统,该系统具有操作简便、自动化程度高和稳定性强等优点,具体从以下3方面加以验证:
(1)工作效率极大提高。在传统的EPE材料深加工领域中,一般都是采用人工作业,通常完成两层EPE材料的粘贴需要耗时1~1.5min(具体依据作业形式及片材面积),而且需要多人协作。应用本系统则仅需20~30s便可完成两层EPE材料烫贴,并且系统通常24小时工作,大大提升了加工效率,也节约了宝贵的人力资源。
(2)应用范围广。传统的加工方式包括有电热风吹方式、胶水粘合方式两种,其中电热风吹方式只能加工小面积的产品,在加工大面积产品时,只能粘合产品的四周,中间则无法粘合;而胶水粘合方式虽能加工大面积的产品,但产品表面极易发黄,严重影响外观。应用本系统不仅可以适用于大面积珍珠棉片材的粘合,且取料稳定、移动和输送精确度高、不需使用胶水、粘合速度快、受热均匀,因此更加环保、产品外观更好。
(3)系统调试方便。由HMI建立起友好的人机交互,因此相关系统参数如送料设备运动速度、烫贴时间等,皆可在HMI界面上进行输入。并且由系统各处传感器采集的信号也可以实时呈现在HMI显示界面上,对于系统的实时状态可充分加以监控。
5结语
本文提出了基于PLC和HMI的EPE烫贴系统,该设计方案适用于多种类型EPE材料的粘合,且具有取料稳定、移动和输送精确度高、粘合速度快、受热均匀、粘合效果好、兼顾环保理念等优点。并且,系统在实际使用中取得了良好的经济效益,可进一步推广应用。
参考文献:
[1]路冰琳.发泡聚乙烯缓冲材料的静态压缩缓冲曲线研究[J].包装工程,2007,28(2):4244.
[2]北京昆仑通态自动化软件技术有限公司.mcgsTpc系列教程[Z].2009.
[3]王勇,王伟,杨文涛.步进电机升降速曲线控制系统设计及其应用[J].控制工程,2008,15(5):576579.
[4]李庭贵.基于PLC和步进电机的立体仓库存储系统精确定位控制设计[J].制造业自动化,2011,33(10):149153.
[5]沈婵,路波,惠伟安.气动技术的发展与创新[J].流体传动与控制,2011(4):710.
[6]永宏电机股份有限公司. FBsPLC使用手册[Z].2013.
[7]王云刚,陈文燕.基于MCGS和PLC的水位自动控制系统设计[J].测控技术,2014,33(1):9698.
[8]蒋晓峰,施伟锋,刘以建,等.基于触摸屏和PLC的船舶电站监控系统设计[J].电力自动化设备,2011,31(1):122125.
[9]李辉,魏国亮.基于STM32与人机的淤泥抓斗车控制系统设计[J].电子科技,2015,28(8):126129.
[10]秦琳琳,陆林箭,石春,等.基于物联网的温室智能监控系统设计[J].农业机械学报,2015,46(3):261267.
责任编辑(责任编辑:孙娟)
- 高职院校运动训练专业英语课堂教学有效性提升的实现路径
- 利用信息技术促进中职学生英语学科非智力因素的发展
- 基于需求分析理论下的高职专业英语课程设置探究
- 模块教学法在技师学院英语教学中的应用探析
- 文化适应模式和社会文化理论对二语教学的意义
- 对外贸外语相关学科学业成绩性别差异研究
- 在中职英语教学中运用情景教学法初探
- 信息技术与中职英语教学的有效整合探讨
- “课程思政”视角下以学生为中心的高职英语教学实践与思考
- 高职英语教学的学习兴趣提升策略
- “三教”改革之教法改革在高职英语课堂教学中的探索与实践
- 基于多模态理论的中职汽车专业英语词汇教学探究
- “站点式学习”在中职外语课堂中的应用
- 浅议信息技术与中职英语口语教学整合模式
- 中国传统文化融入英语课堂
- 为思而教:英语教学中学生思维品质的培养例析
- 基于教育大数据及信息化背景下的大学英语教学改革
- 案例教学法在地方服务型高校商务英语教学中的运用
- The Function of Ancient literature Education to Contemporary Social Culture
- 交际教学法在大学英语听说课教学中的应用
- 浅析世界英语视阈下的大学英语口语教学
- 微课在大学英语教学中的应用研究
- 基于项目式翻转课堂的大学英语四级翻译教学模式探析
- 大学英语四级听力学习方法及策略研究
- 以思辨能力培养为核心的大学英语教学模式
- consistent
- consistently
- consist in
- consisting
- consist in sth
- consistof
- consist-of
- consist of
- consist of/be made up of
- consist of sb/sth
- consist of sth
- consists
- consolable
- consolation
- consolations
- console
- consoled
- con-soled
- consolement
- consoler
- consolers
- consoler's
- consoles
- consoles'
- consolidate
- 驹马
- 驹马辕下
- 驹驰
- 驹驴
- 驹齿
- 驹齿未落
- 驹龙
- 驺
- 驺人
- 驺仆
- 驺从
- 驺伍
- 驺傔
- 驺僮
- 驺卒
- 驺发
- 驺吏
- 驺士
- 驺徒
- 驺御
- 驺殿
- 驺珂
- 驺皂
- 驺矢
- 驺竖