程群 周峰

摘要:为解决ZJ118A型卷接机组生产细烟支搓板加热效率低的问题,本文提出采用基于PID的温度控制方式对ZJ118A型卷接机组的搓板加热进行优化,提高搓板加热效率,使搓板温度快速稳定在工艺设定的温度。改进后的温度控制方式实际应用于机组生产,烟支泡皱和翘边等废品率设备启动阶段相对降低80%左右。表明改进后的温度控制方式改善了细烟支搓接质量,降低了原辅材料的消耗。
关键词:细烟支;搓板;加热效率;温度控制
中图分类号:TP391? ? 文献标识码:A
文章编号:1009-3044(2019)28-0261-02
Abstract: In order to solve the problem of low heating efficiency of the fine cigarette rolling plate of ZJ118A cigarette maker, this paper proposes to optimize the heating of the Rolling plate of ZJ118A cigarette maker by PID-based temperature control method, improve the heating efficiency of the rolling plate and increase the temperature of the rolling plate fast and steadily at the required temperature. This method is actually applied to the unit production, the waste rate of cigarettes, wrinkles and curling, etc., are relatively reduced by about 80% during the start-up state. It shows that the improved temperature control method improves the quality of fine cigarette support and reduces the consumption of tobacco materials.
Key words: Fine cigarette; Rolling plate; Heating efficiency; Temperature control;
ZJ118A型卷接機组是在ZJ118型卷接机组常规烟支的平台上改进的细烟支生产设备。该机组性能稳定额定生产速度为6000支/分钟,逐渐成为国内卷烟生产企业生产细支烟的主力机型。
烟支搓接是卷烟生产过程中的核心环节之一,烟支出现漏气、皱纹、接装纸翘边等质量问题与卷接机组的搓接工艺有着密切关系。卷接机组的烟支搓接工艺是以白乳胶为粘接剂,将无嘴烟支、滤嘴和接装纸利用搓接工艺粘接在一起。由于用于卷烟材料的接装纸吸胶性有较大差异,搓接使用的乳胶供应商众多,其特性也存在差异,搓接工艺对搓板温度的要求也越来越高。近年来一些卷烟生产企业反馈ZJ118A型卷接机组在生产细烟支过程中存在搓板加热慢,搓板温度不稳定导致搓接质量问题。但目前尚未有针对细烟支搓板加热的控制方式改进的研究报告。为此,采用基于PID的温度控制方式对ZJ118A型卷接机组的搓板加热进行优化,以提高搓板加热效率和烟支的搓接质量,同时降低原辅材料的消耗。
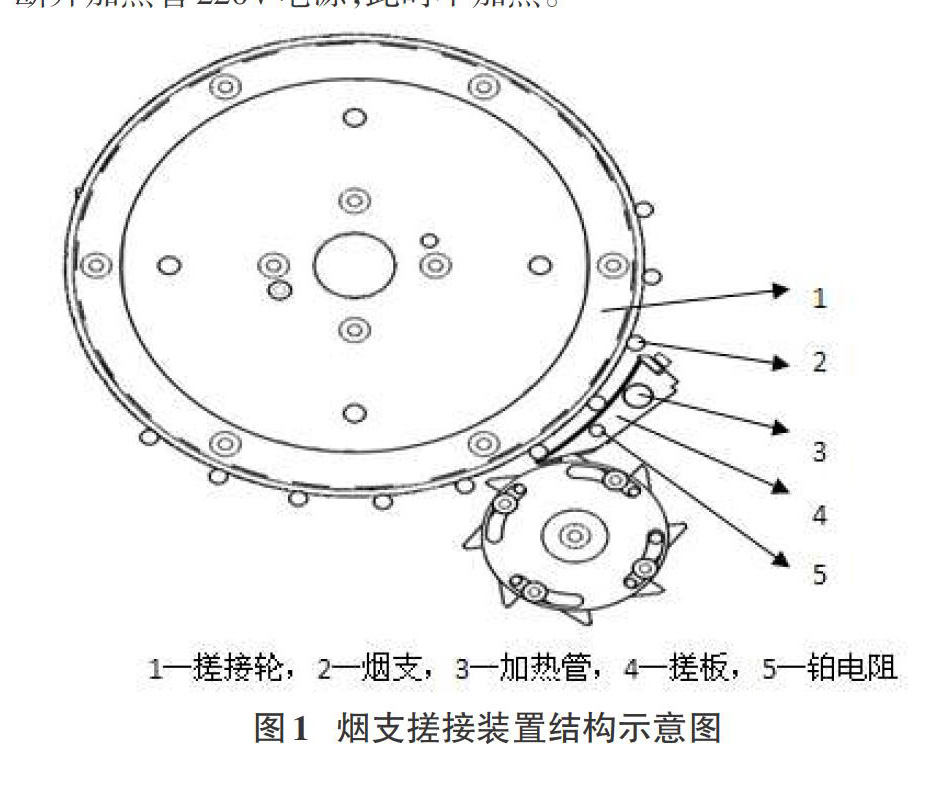
1 搓板加热过程
ZJ118型卷接机组的搓板加热采用半导体继电器控制加热管的方式来实现。具体如图1所示。搓接轮1在经过搓板4时对应的槽负压会切断,原本吸附在相应槽位的烟支2会在搓板4上滚动搓接同时带走热量。搓板4上安装加热管3和铂电阻5,当铂电阻5反馈的温度低于设定温度时,半导体继电器接通加热管3的电源加热。当温度高于设定温度时,半导体继电器断开加热管220V电源,此时不加热。
2 存在的问题分析
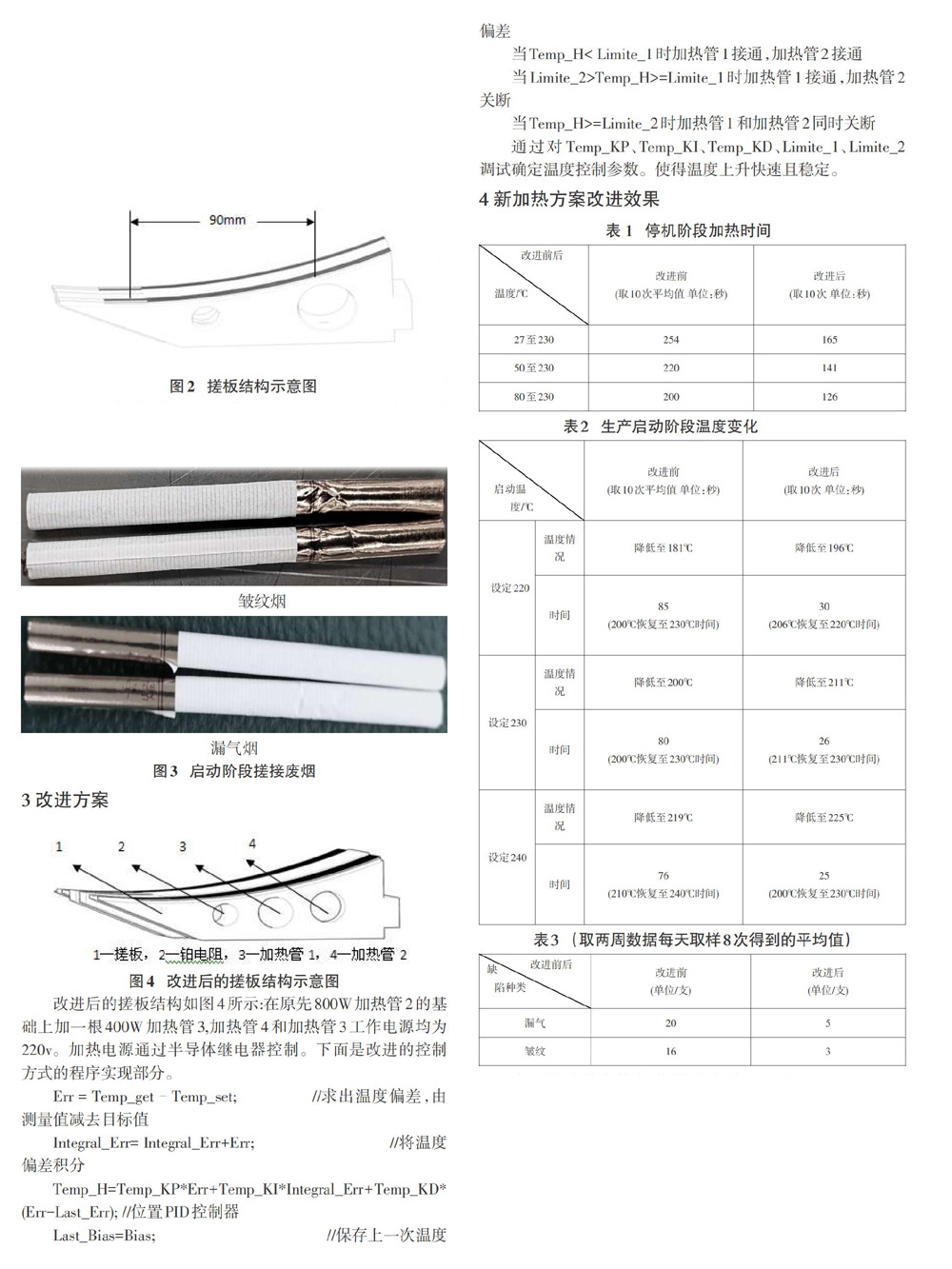
搓板的有效工作弧长如图2所示为90mm。目前的细烟支设备的搓板加热控制方式采用的还是以前常规烟支的控制方式。常规烟支直径为7.8mm左右,圆周为24.5mm左右。搓板有效区域能保证常规烟支滚动约3周半,最终离开搓板。而细支烟直径为5.4mm,圆周16.9mm左右。细烟支搓接时需要在搓板上滚动5圈左右。搓接过程中,细烟支带走的热量会比常规烟支多很多。如果继续使用常规烟支的搓板加热控制方式,其加热效率达不到细支烟的加热要求。启动阶段产生的质量的问题的烟如图3所示:
3 改进方案
改进后的搓板结构如图4所示:在原先800W加热管2的基础上加一根400W加热管3,加热管4和加热管3工作电源均为220v。加热电源通过半导体继电器控制。下面是改进的控制方式的程序实现部分。
4 新加热方案改进效果
5 结论
通过对两种温度控制方式对比,改进后的温度控制方式具有加热速度快,温度控制稳定,加热效率高,提高了烟支的搓接质量降低了原辅材料的消耗。
参考文献:
[1] 董浩,刘锋,荆熠,等. 不同类型烟用接装纸表面性能及其对卷接效果的影响[J]. 烟草科技,2011(4):10-13.
[2] 张莹,陈渝,张振文,等. 温度对烟用乳胶粘度的影响[J]. 烟草科技,2005(4):16-19.
[3] 常德烟草机械有限责任公司. ZJ112 卷接机组使用说明书[G].常德:常德烟草机械有限责任公司,2009.
[4] 唐根利. 接装机搓板形状结构不同与搓接质量关系的研究[C]//中国烟草学会第五届理事会第三次会议暨学术年会论文集. 广州:中国烟草学会,2007.
[5] 栗勇伟,乔建军,马少军,吴志强,吴庆华.卷接机组烟支搓接质量的研究及改进[J].烟草科技,2012 (10):24-27.
【通联编辑:梁书】
- 我国上市公司资产重组中存在的问题及对策
- 轻资产运营对零售企业盈利能力的影响
- 小微企业融资风险与防范
- 民营中小企业筹资方式的选择
- 浅析中小企业财务风险的成因及防范措施
- 中小企业社会责任会计信息披露的问题与对策
- 信息化环境下中小企业会计监督存在的问题及对策
- 我国中小企业增值税筹划问题研究
- 关于金融管理专业的课程地图研究
- 基于应用型人才培养目标的财务分析课程教学质量探讨
- 大理大学生毕业旅游开发研究
- 《货币银行学》课程教学方法和考核方式的改革
- 黑龙江省“候鸟式”旅游养老机遇与挑战研究
- 黑龙江省低碳农业发展的综合评价分析
- 强化财务数据决策支撑作用研究
- 城市化过程中失地农民的社会保障能力建设研究
- 农产品流通现代化的主要问题、特征表现与对策突破
- 人力资本投资与高质量就业研究
- 基于案例分析的创新型人才培养模式探析
- 产业集聚理论研究综述
- 产业集聚趋势下我国中小企业发展对策研究
- 基于全价值链的主题酒店投资价值体系与盈利模式研究
- 基于产业联动视角东北地区产业优化升级研究
- 我国低碳经济发展区域差异及对策研究
- 俄罗斯西伯利亚联邦区经济发展态势分析
- misedited
- mis-editing
- misediting
- misedits
- miseducates
- miseducating
- miseducations
- misemphases
- misemphasize
- misemphasized
- misemphasizes
- misemphasizing
- misemployed
- misemploying
- misemployment
- misemployments
- misemploys
- misencode
- misencoded
- misencodes
- misencoding
- mis-encoding
- misentry
- miser
- miserability
- 妇女产后一月内的休息调养
- 妇女从受孕到产出胎儿的一段时期
- 妇女以自己的美貌去侍奉男子,以讨其欢心
- 妇女作风轻浮,用情不专一
- 妇女做缝绣等工作
- 妇女内衣业泰斗
- 妇女再嫁的丈夫
- 妇女勤俭治家
- 妇女化妆用的铅粉
- 妇女卜辞
- 妇女发髻散乱的样子
- 妇女和儿童
- 妇女在外奔波劳碌,头发散乱
- 妇女在社会上应享有的权利
- 妇女失节
- 妇女头发散乱、妆饰不整的样子
- 妇女妆饰华贵
- 妇女妆饰打扮自己
- 妇女妆饰浓重、艳丽
- 妇女妒悍的性格
- 妇女姿态优美的步子
- 妇女娇媚的神态
- 妇女嫁到男家,成为男家的一员
- 妇女嬉游
- 妇女守一而终的节操