李宏波

摘要:本文简述了一种如何定波切断、如何小波距切断、如何自动控制切断的换热波纹板自动切断机,其具有定位精度高、切断效率高、提高生产效率、降低劳动强度的特点。
关键词:自动切断机;定波;小波距;自动控制
一、引言
换热波纹板是换热器中的关键换热元件,其广泛应用于航空、航天、船舶、工程机械等的换热系统中,它的形状复杂、尺寸各异、材料多样精度要求高,目前国内市场上对波纹板的需求量非常大。然而波纹板在加工完成后的切断问题一直是个技术难题,大多企业均采用手工切断,劳动强度大,效率低,远远不能满足市场的需要。如今,不断提高产品的技术含量,追求高效节能,最大限度地获取经济效益已经成为企业组织生产所遵循的基本原则,同时也是现代化工业的要求。本文以0.15mm 不锈钢平顶水波的切断进行分析与设计
二、波纹板参数工艺性分析
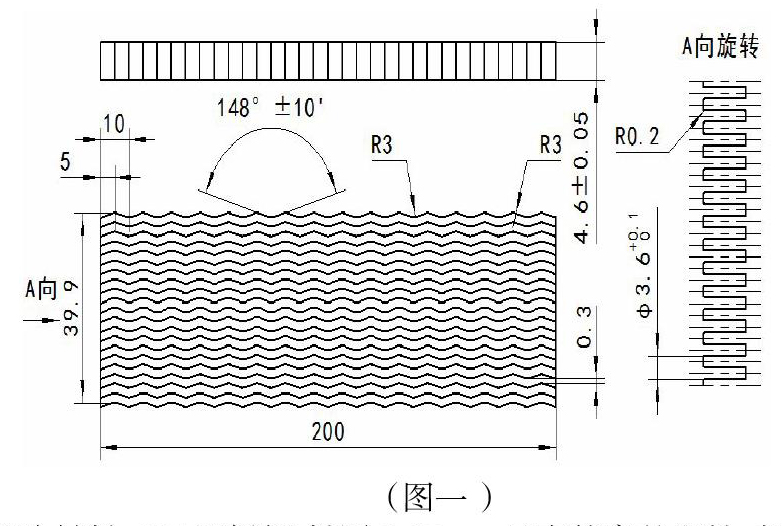
翅片材料:304不锈钢料厚0.15mm,具有较高的塑性、韧性和机械强度;(见图一)波峰与波底之间的间隙仅0.3mm;波高4.6mm,波距3.6mm。根据以上参数分析得出以下结论:
(1)0.15mm 厚的304不锈钢波纹板比较少见,常见的为0.1mm 以下,该材料韧性较强,切断过程中极有可能出现切断力不够,切断刀刃口崩裂等问题;
(2)?????? 波距太小,落刀间隙(波峰与波底之间的间隙)非常有限,因此对切刀的外形结构及材质强度要求更高;
三、换热波纹板切断机原理:
(1)?????? 因波纹板的波数是每个波纹板产品的最重要的参数。故该切断机采用伺服电机带动传动轮快速送料,传动轮每转一周,滚轮送料一个波距,从而达到通过控制伺服电机转速来保证送料距离,即可准确的控制和计数波纹板波数的目的。
(2)?????? 通过调整运行中的切断模具使切刀准确的停留在波纹板波谷上,这样就可以将连续长度的波纹板按照产品设定的波数准确切断。
(3)?????? 切断机上切刀采用气缸控制行程,仅设置3s 的延时行程,通过调整伺服电机转速来控制切断速度,伺服电机速度越快,则传动轮速度越快,气缸工作次数越多。因为波纹板切断机是波纹板成型机的附属设备,故通过波纹板成型次数将切断机切断次数稳定在70次 /s 比较理想(切断次数小于成型次数)。
四、换热波纹板切断机设计:
(1)?????? 送料机构设计:
该切断机采用伺服电机带动传动轮的方式进行送料,具体结构(图二)
1.支架2.弹簧3.左右导向块4.传动轴5 .锥齿轮组6.传动轮7.销轴8.紧定螺钉9.支撑块10.螺钉11.压板12.压紧螺钉
1)? 该机构的动力由伺服电机连接传动轴(4)通过锥齿轮组(5)传递给传动轮(6)进行工作。伺服电机固定在右导向块上,传动轮(6)固定在支撑块(9)上,支撑块(9)通过调节支架连接在左右导向块上(3),左右导向块在支架(1)上可以通过精加工的压紧螺钉(12)上下调节,从而达到上下调节传动轮的目的。
2)? 如右图传动轮是该机构实现波纹板定波切断的关键零部件,同时它也是该切断机唯一的一个频繁更换的非标零部件。波纹板的精准送料主要是通过传动轮在滚动过程中螺旋推进来实现,因此不同波距的波纹板需要配做不同螺距的传动轮。传动轮的精度要适当高,齿的厚度小于0.3mm,以保证能精准的插入该波纹板中。传动轮通过紧定螺钉(8)固定在销轴上(7),方便即时更换
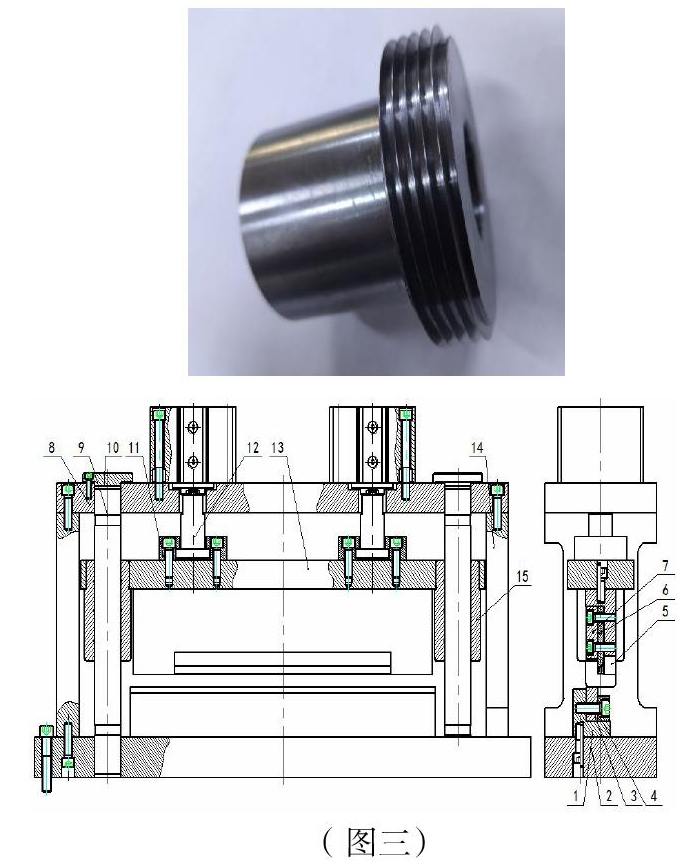
(2)?????? 切断模设计:
该模具采用框架式上下模导向结构,具体结构(见图三)
1.下刀座2.底板3.下切刀4.下压板5.上刀座6.上切刀7.上压板8.固定板9.导柱10.小压板11.法兰12.浮动接头13.模板14.支撑板15.导套
1)? 该模具在切断过程中因切断力较大,各零部件需要承受不同程度的压力及扭矩,为防止这种情况的产生,故底板(1)、固定板(8)、支撑板(14)、模板(13)材料采用45号钢,淬火至 HRC35-40,以增加其强度与韌性
2)? 该模具上下模通过气缸的伸缩迅速完成切断,切断过程中必须保证上切刀(6)与下切刀(3)剪裁间隙0.015mm 间隙配合。
通过查阅相关资料推荐不锈钢板上下切刀间隙(双面)选取公式:
当 t(料厚)<1间隙按14%t16%t22t%选取(为保证小间隙,选取14%t)
故上下刀间隙0.15×0.14=0.021>0.015,可见间隙满足条件
3)? 该模具在两侧设置非脱开式自制导向组件进行导向,该导向机构经过几十年的论证,因其导向精准、硬度强度高、耐磨的特点,一直为我们公司所用。
4)? 为防止模具在工作的过程中导柱(9)受压变形,将导柱上下固定在模具框架上,保证其导向精度与强度
5)? 该模具的上切刀(图四)是实现波纹板小波距切断的关键零部件,切刀设计的难点在于它既要保证能顺利切入0.3mm 的间隙中,又要保证刃口强度。经过查阅相关资料及多方论证比较,上切刀和下切刀的材料舍弃 Cr12MoV 钢,选用 W18Cr4V,该材料为钨系高速钢,导热性差,具有高的硬度、红硬性及耐磨性特点。为保证冲切质量,尽量减少冲裁力,上切刀
刃口部分加工成斜面,改切开为剪开或撕开(图四),刃口长度适当大于波纹板产品料宽度取220mm,刃口斜度在先加工12°斜面的基础上再加工15°小斜面,该斜面的高度7mm ,满足切刀顺利切入,从而达到保证切刀强度,改善冲裁条件的目的。
6)为保证足够的切断力,该模具采用两个直径为Φ100的氣缸通过浮动接头(12)连接倒上模座来给上切刀提供切断力
①上下切刀切断力计算公式:切刀刃口周长(mm )×板材厚度(mm)
×材料的剪切强度(KN/mm2)换算成公吨:用 KN÷9.81
在材料手册中查到304不锈钢剪切强度为0.5171KN/mm2切刀刃口长=200mm 材料厚度=0.15mm
故切断力:200×0.15×0.5171=31.02KN
31.02KN÷9.81=1.08吨
②气缸压力计算公式:F=PS= 压强×受力面积
气缸直径:100mm 气压通过二联件调至:P=0.6Mpa G=F=MG=0.66×3.14×0.052=4710N M=G/g=4710/9.81=4557.6kg=0.55吨
0.55×2>1.08故选用两个气缸比较合适
(3) 机架设计
机架是由方钢管焊接构成,是安装所有部件的基础。其内部设有安装各电控配件的支撑板,支撑板与机架采用螺钉连接。机架双面设有门组件,便于对传动部分进行调整和维修。机架上部为工作台板,用于安装传动机构、切断模、托料板组件、滚动机构等部分。(该论文仅对切断机主要机构进行分析)
五、结语
现散热波纹板均采用手动划断或线切割切开,效率非常低,且产品质量较差。该台切断机(如右图)已经于2020年初经过多次调试后交付使用,,切断效率提高80%。冲出的零件尺寸和外观均符合设计要求,质量可靠、稳定。
参考文献:
[1] 国营北京电子管厂.冷冲压及弯曲机模具.北京:国防工业出版社;1981
[2] 岑军健等合编:《非标设备设计手册》,第一册,第二册,国防工业出版社,1980
[3《] 冲压工艺及冲模设计》编写委员会.冲压工艺及冲模设计.北京:国防工业出版社,1993
[4] 冷冲压与弯曲机模具国营北京电子管厂编,国防工业出版社,1989年
[5] 小波距三角形波纹板成型工艺栗明安,《航空工艺技术》,一九九九年第四期
- 小学数学情景教学探析
- 浅谈化学教学的学生兴趣培养
- 与新课改同行让小学美术课堂“活”起来
- 新课改下高中政治教学中如何激发学生的兴趣
- 基础教育课程改革与化学教师的专业化发展
- 看中和学校教学改革这两年
- 小学语文新课改
- 谈谈自制教具在中学物理教学中的独特魅力
- 浅谈远程教育资源在小学数学教学中的应用
- 浅谈初中物理二力平衡的教学方法
- 初中物理开放式教学探究
- 新地理课程改革中指导学生用好《地理填充图册》
- 数字时代探析教学改革的先锋军之教学规划
- 核心素养下小学班主任班级管理研究
- 幼儿园班级精细化管理模式探究
- 当前中学教育面临的危机与化解
- 浅析农村小学生厌学情绪的原因及对策
- 把班级管理的主动权交给学生
- 微课在农村初中物理教学中的应用
- 浅议初中语文多媒体教学的利弊
- 小学阶段学困生多维教育策略研究
- 小学语文自主学习模式探讨
- 浅谈初中历史学生自主学习的养成
- 古为今用之“六书”在教学中的有效应用
- 幼儿园食品卫生安全管理探微
- outstorming
- outstorms
- outstrain
- outstream
- outstreamed
- out-streaming
- outstreaming
- outstreams
- out-streams
- outstretched
- outstricken
- outstrid
- outstridden
- outstrides
- outstriding
- outstrike
- outstrikes
- outstriking
- outstrip
- outstripped
- outstripping
- outstrips
- outstript
- outstrive
- outstriven
- 代人陈说
- 代代
- 代代相传
- 代代红
- 代代继承
- 代代花
- 代价
- 代任
- 代位继承
- 代倩
- 代偿
- 代储
- 代兴
- 代内公平
- 代写
- 代净
- 代出
- 代出主意的人
- 代别人写情书
- 代别人写情书——不是心里话
- 代别人写情书——不是真心
- 代别离
- 代副词
- 代办
- 代动词