吴广贺 岳莉莉

摘要:本文介绍了B23Q11通用机床附件领域中CPC的特点及其与IPC的区别,并结合两个具体案例研究了实际检索中CPC相对于IPC的优势。在B23Q11通用机床附件领域利用CPC分类号进行检索,能够有效减少关键词带来的检索噪音,显著降低关键词扩展不准确不全面带来的漏检风险,有效提高专利检索质量和效率。
关键词:专利;检索;CPC;IPC;通用机床附件
中图分类号:TG502.3 文献标识码:A 文章编号:1003-5168(2020)03-0081-05
1 CPC分类体系简介
联合专利分类CPC(Cooperative Patent Classification) 是欧洲专利局和美国专利商标局共同发起的国际专利分类体系,两局于2010年10月25日签署协议并与2013年1月1日正式启动CPC系统,目前已有超过45个国家/地区的知识产权局或知识产权组织使用该分类体系,中国国家知识产权局已从2016年1月开始对所有技术领域的新发明专利申请进行CPC分类。
在此之前,世界范围内存在几大分类体系:世界知识产权组织(WIPO)使用的国际专利分类体系IPC,欧洲专利局(EPO)使用的基于IPC的欧洲专利分类体系(ECLA/ICO),美國专利商标局(USPTO)使用的美国专利分类体系(UC),和日本专利局(JPO)使用的基于IPC的日本专利分类体系(FI/FT)。虽然IPC在世界范围内广泛使用,但由于其更新速度慢、单一分类号下文献量大等缺陷,难以满足当前的高效检索的需求,而ECLA、UC、FI/FT之间相互不通用,给各局之间的专利检索造成很大障碍[1]。CPC正是在这种情况下诞生的,它以欧洲专利分类系统ECLA为基础,结合美国专利分类UC的实践经验构建而成的联合分类体系,结合了这两种分类体系的优点,更加利于检索。
CPC采用ECLA的层级结构,同时使用了IPC类型的数字编码,并且每月都进行修订和更新,确保了分类的及时性和灵活性,能够更好的体现相关领域的前沿技术。由于作为CPC基础的ECLA是在IPC基础上的细分,因此CPC兼容IPC,并相对于IPC具有更多的细分,大大减少了每个分类号下的文献量,对于提高检索质量和效率具有很大帮助。CPC除具有由ELCA分类号和镜像ICO分类号转换而成的主干分类号外,还新增加了2000系列,2000系列是由细分的ICO、垂直ICO和IPC引得码转换而成[2]。
2 通用机床附件领域的IPC和CPC对比
2.1 通用机床附件领域的IPC分类号
通用机床附件是为增加机床的使用功能和扩大机床的使用范围而与机床配套使用的独立部件[3],B23Q11是B23Q机床领域中的一个大组,主要涉及通用机床附件,其分类定义为:适用于保持刀具或机床部件良好的工作状态或者适用于工件冷却的安装在机床的附件(专门用于锯床或锯切装置的附属装置B23D59/00);专门组合于,或配置于,或专门适用于,有关机床的安全设备(有关镗床或钻床的入B23B47/24,B23B47/32优先;一般安全设备入F16P)。
由于B23Q11通用机床附件领域技术发展的不断更新,截止到2019年底,B23Q11分类号下的文献量已高达81 000多篇,但IPC只有7个一点组,且每个一点组也没有下位多点组,见表1中左侧所示。此外,这些小组覆盖面并不全面,未包含散热、减振、排屑、降噪等机床中常见的类别,因此导致分类员在分类时倾向于将这些文献分到B23Q11/00下。截止到2019年底,VEN数据库中B23Q11分类号下的80 000多篇专利文献中有47 000多篇分在B23Q11/00下,余下的30 000多篇专利文献分布在7个小组下,平均每个小组下有约4 800篇文献。在采用IPC分来号检索时,由于每个分类号下的文献量很大,无法直接浏览,必须采用多个关键词限定以将结果控制在可读范围内,使分类号快速准确检索的优势大打折扣。而由于申请人的专业技术背景和语言习惯的差异,不同申请文件中技术术语的表达难以做到规范统一,特别是在外文数据库中检索时,由于各国语言习惯差异和和机器翻译水平的影响,采用关键词检索噪音较大,导致检索效率低下,且容易发生漏检。
2 B23Q11领域的CPC分类号
B23Q11领域的CPC分类号是由ECLA分类号转换而来,没有相关的2000系列分类号。B23Q11领域的CPC分类情况如表1右侧所示,CPC保留了IPC的7个一点组,并新增了5个一点组,分别包括机床中常用的散热、补偿、减振、排屑和安全装置,更好地适应了通用机床附件领域的技术发展趋势。CPC分类体系下B23Q11/00共有69个小组细分,远大于IPC分类体系下的7个小组细分,大大减少了各分类号下的文献量,使得文献分布更加均匀合理。此外,CPC还按照ECLA的做法,对部分IPC分类号的含义进行了补充,如IPC中B23Q11/02的含义为:用于从圆形刀具的切削齿上除去切屑的装置,而CPC中的含义为:用于从圆形刀具(或非圆形)的切削齿上除去切屑的装置,进一步明确了将非圆形刀具也分到该分类号下。CPC通过大量的细分,使审查员能够找到与本发明构思密切相关的准确分类号,提高了检索效率,而且由于大部分分类号下的文献量处于可以直接阅读的数量范围内,大大降低了通过关键词限定引起的漏检风险,在实际检索中具有明显的优势。
3 B23Q11通用机床附件领域CPC的检索应用
以下结合两个具体案例分析在B23Q11通用机床附件领域的实际检索中CPC相对于IPC的优势。
3.1 【案例1】一种电磁式排屑机
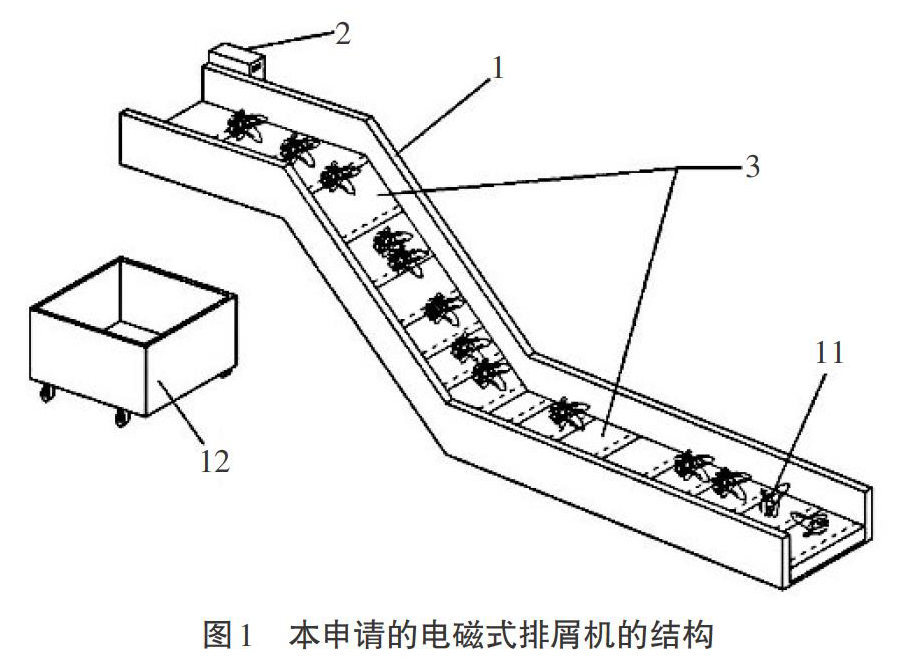
背景技术:在机床加工零件的过程中会产生大量的金属切屑,为避免金属切屑在机床上堆积而妨碍机床的正常工作,需要利用排屑机将金属切屑及时排送到专门的切屑收集器中。目前普遍采用的机械式排屑机一般为链带刮板式结构,这类排屑机存在诸如体积和重量大、功耗高、运转噪音大、容易发生卡塞和人机损伤等缺点,而且对于金属切屑中含有的金属粉末不能产生理想的排送效果。虽然有些排屑机通过在链带或刮板式安装永磁吸附装置可以解决铁磁性尘屑的排送问题,但对于非铁磁性尘屑,因永磁吸附装置不能吸附无磁性的非铁磁性尘屑,其排送仍然不能有效解决。为了解决该技术问题,本申请提出了一种电磁式排屑机,其结构如图1所示。
权利要求1:一种电磁式排屑机,包括尘屑排送导槽1、驱动电源2和储屑车12,其特征在于,还包括布设于所述尘屑排送导槽1内的一组电磁驱屑盒3,所述电磁驱屑盒3与所述驱动电源2连接,由所述驱动电源2供电,产生定向移动的电磁场,驱动所述尘屑排送导槽1内的金属尘屑连续运动排送至所述储屑车12中。
3.1.1 基本检索要素的确定:本申请的发明构思在于采用连续的定向电磁场使金属尘屑沿尘屑排送导槽连续移动,从而实现排屑功能。基于此,本申请的基本检索要素可以确定为:a.排屑;b.电磁。根据基本检索要素确定的关键词为:电磁,磁场,排屑,输屑,切屑,尘屑,金属屑,输送,运输,electromagnet+,remov+,escape,chip?,sweeping?,metal。
3.1.2 采用IPC分类号检索。本申请给出的IPC分类号为B23Q11/00,通过翻阅IPC分类表以及统计分类号,没有进一步的细分,也没有找到与本申请相关的其他分类号。
VEN数据库是DWPI数据库(德温特世界专利索引数据库)和SIPOABS数据库(世界专利文摘数据库)的综合数据库,能够发挥两个数据库各自的优势,在VEN数据库中采用IPC分类号的检索过程如下:
从上面的检索过程可以看出,由于B23Q11/00下的文献量巨大,必须不断采用关键词进一步限定才能将文献量控制在可读范围内。通过IPC分类号加反映本申请发明构思的关键词未能检索到与本申请相关的通过连续的定向电磁场使金属尘屑沿尘屑排送导槽连续移动的对比文件,检索到的文献中的电磁铁多用于直接吸附金属切屑,与本申请的背景技术中记载的类似。
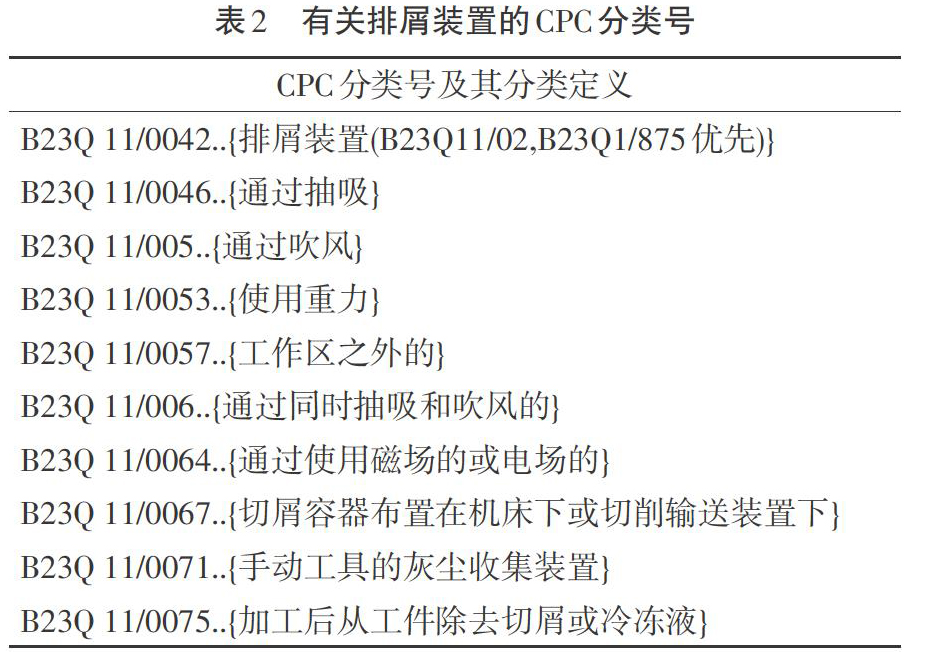
3.1.3 采用CPC分类号检索。CPC中增加了排屑装置的分类号,并给出进一步细分,如表2所示。
通过浏览CPC分类表可找到与本申请相关的CPC分类号B23Q11/0064、B23Q11/0042和B23Q11/0067,其中B23Q11/0064与本申请的发明构思密切相关,在检索时优先采用。SIPOABS数据库的CPC分类信息较为全面,更适合CPC检索。在SIPOABS数据库中采用CPC分类号的检索过程如下:
对比文件JPH01264740A公开了采用连续的定向电磁场使金属尘屑沿尘屑排送导槽连续移动,从而实现排屑功能,与本申请的发明构思基本相同,能够影响本申请的创造性。
3.1.4 CPC与IPC的检索过程对比分析。通过对比CPC和IPC的检索过程可以发现,由于IPC中没有进一步的细分,每个分类号下的文献量非常大,采用体现本申请发明构思的关键词进行限定时,检索结果中的文献量往往较大,不便于直接浏览,还需要继续采用关键词进行进一步限定,以获得合适的文献量。针对本案,由于电磁的英文表达比较唯一,因此优先采用“electromagnet”作为第一检索关键词,但检索结果有877篇文献,显然不便于直接详览。由于分类号B23Q11/00下不仅仅是排屑装置,因此再采用切屑的常用英文表达“chip? or swarf or scrap?”进行进一步限定,检索结果有294篇文献,但最终却遗漏了与本申请发明构思相关的对比文件JPH01264740A。通过查看对比文件JPH01264740A的摘要信息发现,该文献中切屑的日文表达为“切粉”,其英文机器翻译为“cut powder”,并不是机械领域常用的chip、swarf 或scrap,而power常指粉末,很少作为切屑表达,在检索时关键词不容易扩展到位,因此导致漏检。而CPC中直接给出了与排屑装置的分类号B23Q 11/0042,并且还进一步给出了通过磁场或电场排屑的分类号B23Q11/0064,通过这些分类号能够快速准确地排除检索噪音,提高检索效率,同时这些分类号下的文献量在可浏览范围内,可以直接浏览,避免了采用关键词限定带来的检索噪音,同时大大降低了关键词扩展不全面引起的漏检风险。
3.2 【案例2】车床主轴中心喷射冷却装置
背景技术:数控车床在加工零件内孔时,常规的冷却方法是冷却液从零件的加工端向内进行冲洗,这与零件的排屑方向不一致,影响了排屑效果,切屑排出困难,并且容易刮伤零件表面,降低内孔的加工精度。为了解决该技术问题,本申请提出了一种通过主轴喷射冷却液的装置,其结构如图2所示。
权利要求1:一种车床主轴中心喷射冷却装置,它包括车床主轴,其特征是:油缸装配在车床主轴后端,中空的拉杆的两端分别与油缸中空活塞杆和卡盘中心的连接杆连接,卡盘通过螺栓安装在主轴的前端,喷嘴与卡盘通过螺栓连接,在上述所有的螺纹旋合部用密封圈密封,在油缸上安装管接头;冷却水依次经过管接头、油缸、主轴中心的拉杆、卡盘、喷嘴喷射到零件的内孔上。
3.2.1 基本检索要素的确定:如图2所示,本申请通过在车床主轴内设置中空的拉杆3,将中空的拉杆3的两端分别与油缸1中空活塞杆和卡盘4中心的连接杆连接,从而使冷却水能够依次经过管接头6、油缸1、主轴中心的拉杆3、卡盘4、喷嘴5喷射到零件的内孔上。基于此,本申请的基本检索要素可以确定为:a.车床冷却装置;b.主轴中心;c.冷却水流通管路。由此确定检索关键词为:中空,孔,主轴,切屑,油缸,通道,管,车床,冷却;hole,hollow,pipe,tube,path,way,spindle,scrap,chip+,swarf,cylinder,lathe。
3.2.2 采用IPC分类号检索。本申请给出的IPC分类号为B23Q11/00,通过翻阅IPC分类表以及统计分类号,没有进一步的细分,也没有找到与本申请相关的其他分类号。
在VEN数据库采用IPC分类号的检索过程如下:
由以上检索过程可知,利用IPC在VEN数据库检索时,由于B23Q11/10下文献量较大,只能选用反映发明构思的关键词进一步限定,而当选用表达主轴和冷却管道的关键词限定后,检索结果有881篇文献,可读性较差。为了提高检索效率,通常需要采用与本申请相关的其他关键词进一步限定。而当采用其他关键词进一步限定时并没有发现目标对比文件,只有浏览剩余599篇文献时才检索到与本申请发明构思相关的目标对比文件JP2001310239A,如图3所示,与本申请的发明构思基本相同,能够影响本申请的创造性。
3.2.3 采用CPC分类号检索。CPC分类体系中B23Q11/10具有以下细分,如表3所示。
其中与本申请发明构思密切相关的分类号:B23Q11/1015和B23Q11/1023;在SIPOABS数据库中采用CPC分类号的检索过程如下:
3.2.4 CPC与IPC的检索过程对比分析。由上述CPC与IPC的检索过程可知,与本申请技术主题相关的IPC分类号B23Q11/10的含义比较宽泛,该分类号下的专利文献较多,检索噪音较大,通常需要用关键词进一步限定才能得到获得目标对比文件,而在采用关键词特别是多个关键词限定时极易漏检对比文件,而且即使最终检索到对比文件,其浏览的文献量也往往较多,检索效率较低。而CPC中对B23Q11/10进行了细分,细分的类目包含了关于切削液供给方式、设备种类、切削液供给特性或工作条件、切削液供给工具等各个技术领域,其涵盖的技術领域范围更窄,每个分类号下文献量相对于IPC大大减少,方便审查员快速获得精确分类号,减少了检索噪音,从而提高检索质量和效率。
4 结语
分类号是专利检索的重要工具,CPC因其细致、全面、高效、利于检索等诸多优点,是继IPC之后的新一代专利检索利器。本文介绍了B23Q11通用机床附件领域中CPC的分类特点,并结合两个具体案例,具体阐述了实际检索中CPC相对于IPC的优势所在,彰显了掌握CPC分类体系的重要性。从以上两个案例可以看出,在B23Q11通用机床附件领域利用CPC分类号进行检索,能够有效避免关键词带来的检索噪音,显著降低关键词扩展不准确不全面带来的漏检风险,减少了检索时的文献阅读量,在提高专利检索质量和效率方面具有显著优势。
参考文献:
[1] 朱雅深,黄非.CPC分类体系:开创专利分类体系新纪元[J].中国发明与专利,2013(2):39-43.
[2] 洪克宽等.CPC分类在金属切削刀具领域检索的应用[J].中国发明与专利,2016(2):92-96.
[3] 中国机床总公司通用机床附件联销部洛阳市亚港机床工具公司等单位联合编写.实用通用机床附件手册[M].郑州:河南科学技术出版社,2001.
- 创造条件,让学生学会学习
- 让低年级学生在生活中学语习文
- 冲突:阅读思辨能力提升的助燃器
- 多元聚合,提升阅读教学有效性
- VR技术下的情境教学浅探
- 第一学段阅读教学中渗透心理教育浅探
- 微课巧运用 古诗深体悟
- 挖掘文本价值,培养学生心理品质
- 说理文知识和能力教学策略浅探
- 立足语文根本,涵泳语言意蕴
- “涵养语文”的三个立意点
- 面对阅读障碍,应智慧等待
- 核心素养视角下写景类文本教学策略浅谈
- 引导语言实践 触摸神话“神奇”
- 古典诗词的意象群落审美教学
- 巧用思维导图,提高阅读教学实效
- 指向语用,让群文阅读走向深入
- 群文阅读,开辟阅读新领域
- 语文课堂教学诊断策略谈
- 拼音教学存在的问题及对策浅探
- 《方帽子店》教学设计
- 《漏》教学设计
- 巧设“擂台”重互动 倾听表达共提升
- 提供支架,让想象走向超越物性
- 构建童话语境 徜徉想象世界
- be/feel called to do sth
- be/feel comfortable
- be/feel yourself again
- befell
- be festooned with
- be few and far between
- be finished
- be first/come first/finish first
- be first, quick, etc. to market
- be first/second etc
- befit
- be fit
- befits
- befitted
- befitting
- be fit to live in
- be flattened
- be fond of
- be fond of sb
- be fond of sth
- be fooled
- be for
- be forbidden
- be forced to do sth
- before
- 闭着眼睛卖布
- 闭着眼睛吃馄饨——自家肚里有数
- 闭着眼睛听戏——心(欣)赏
- 闭着眼睛和面
- 闭着眼睛和面——瞎掺和
- 闭着眼睛哼曲子
- 闭着眼睛哼曲子——心里有谱
- 闭着眼睛捉不了麻雀
- 闭着眼睛摸田螺——瞎摸一气
- 闭着眼睛撒网——瞎张罗
- 闭着眼睛放炮——瞎崩
- 闭着眼睛聊天
- 闭着眼睛装傻子
- 闭着眼睛说瞎话
- 闭着眼睛说话
- 闭着眼睛说话——瞎扯
- 闭着眼睛走路
- 闭着眼睛走路——净想歪道儿
- 闭着眼睛趟河——凭天由命
- 闭着眼睛跳火坑
- 闭着眼睛跳舞
- 闭着眼睛跳舞——盲目乐观
- 闭着眼睛蹚河
- 闭着眼睛蹚河——凭命由天
- 闭着眼睛过河——听天由命