无通道套损井修复技术
王春梅

摘 要:2003年喇7-30井区由于嫩二段进水,全区176口井全部套损,2003-2006年对这176口井大修施工后,遗留下无法治理的16口无通道井,由于这16口井通道打不开,无法捞出落物不能实现彻底报废,这些井已更新完毕,采油厂不敢注水,一是怕井下各层段混窜,二是怕注入水再次进入嫩二段,造成二次成片套损隐患。2011年井下作业分公司立项攻关,创新了上断口逆向锻铣技术和下断口扩径磨铣技术,解决了无通道井打通道的难题,为无通道井加固修复提供了技术支持。
关键词:上下断口处理;找打通道技术;修复方法
引言:在历年的大修施工中,小通径套损井打通道一直是修井领域的瓶颈,困扰修井人十年之久,由于小通径导致报废的井占施工总井数的11.7%,是影响大修井修复率的主要因素。为了寻求有效的打通道措施,首先在喇8-3026井开展了先导性试验,通过44天施工,虽未能实现成功找通道,但取得了两点认识:一是上下断口纵向断距过近,受上断口套管限制,找打通道工具无法进入下断口;二是上下断口横向位移过远,受工具尺寸的限制,磨铣工具无法修整下断口。基于以上两点认识,研制了上断口锻铣工具和下断口扩径磨铣工具。这两个工具的现场应用,解决了无通道井打通道的难题。
一、无通道套损井特点
无通道套损井是指套管错断后在横向上和纵向上都存在位移,从平面上看上下套管错开后没有重合的部分,称作无通径或负通径,从纵向上看上下套管错开后没有连通的部分,称作无通道或负通道。
二、修复无通道套损井工艺流程
(一)技术原理。就是利用锻磨铣工具将错开套管上下断距拉大,增加位移,并对断口上下不规则套管进行修整和裸眼段扩径,给找通道工具提供合适空间,有利于找通道工具顺利进入下断口,且能实施上提下放和旋转操作,达到断口处上下套管连通的目的。
(二)主要技术。(1)下断口管外钻铣技术。在套管断开处,沿着上套管向下钻铣5-8m,利用扩径磨铣工具将钻开的裸眼井段扩径至Φ160mm以上,目的是能使上断口割下的剩余套管落入该空间内。(2)上断口逆向锻铣技术。利用逆向锻磨铣刀沿上断口底部向上磨铣0.2m,换刀片后再向上锻铣0.7m,测井证实直至找通道工具在此空间能顺利旋转和下放。(3)下断口扩径磨铣技术。1) 液压扩径磨铣技术。利用扩径工具在断口上下套管间液压扩径向下磨铣,扩径磨铣工具最大直径可达Φ260mm,碰到下断口后磨0.1-0.2m,若无法找到通道,可继续向下磨铣0.1-0.2m,若无法磨到下断口可采用支撑磨铣技术。
图1 逆向锻铣
图2 液压扩径磨铣
2 )支撑扩径磨铣技术。利用管柱重量控制下放钻压使磨铣工具以支撑管柱为中心,沿着管柱外壁下滑磨铣,磨至限定的距离后,管柱内投球打压,使磨铣工具和支撑杆脱离,起出钻具,达到磨铣下断口套管的目的。
图3 支撑扩径磨铣
(4)断口处裸眼锻磨铣扩径技术。为了能使上下套管间裸眼段找通道工具顺利通过,需对裸眼段的水泥环和岩层进行磨铣。一是采取偏心工具进行磨铣,二是采取扩径工具进行磨铣,测井证实通径达到Φ160mm以上,才能实施找通道施工。
图4 裸眼锻磨铣
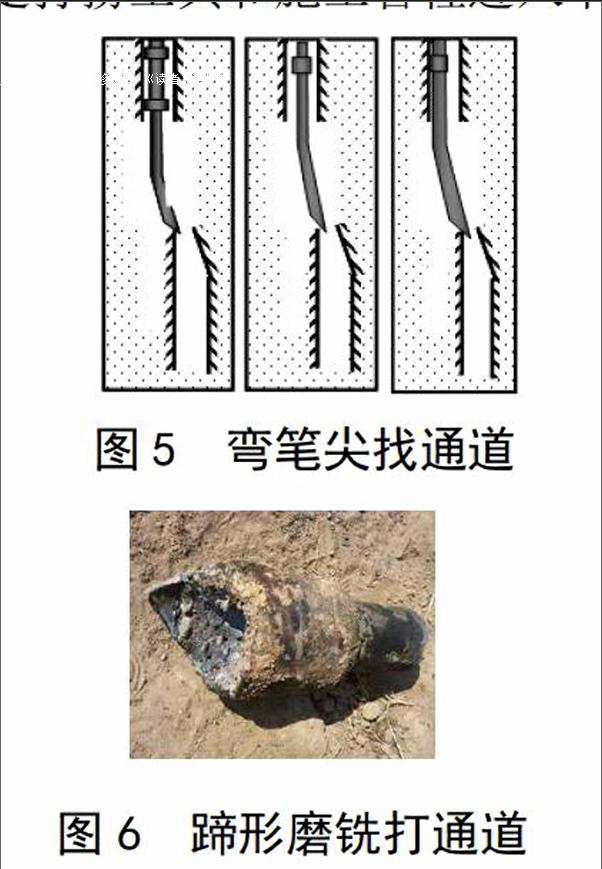
(5)弯曲工具找打通道技术。1) 弯曲笔尖找打通道技术。该技术适用于井内落物与下断口顶界有一定距离的井。笔尖找到通道后可通过上提下放纵向磨铣通道,笔尖弯曲处进入套管内可通过旋转磨铣方式扩大通道,最后满足磨铣通道工具和施工管柱进入下断口的目的。2 )蹄形磨鞋磨铣打通道技术。该技术适用于井内落物与下断口顶界平齐的井,蹄形磨鞋尖部引入到断口内,轻钻压向下进行磨铣,当磨进0.2-0.3m时,可增加钻压向下磨铣,当磨至1m以后,选用合适打通道工具旋转磨铣扩大通道,最后满足打捞工具和施工管柱进入下断口的目的。
图5 弯笔尖找通道
图6 蹄形磨铣打通道
三、无通道套损井修复技术
(一)深部取换套技术。无通道套损井打开通道后,可对变点进行示踪,能保证取换套成功率,适合深部取换套的井一是固井水泥环短,二是施工井不在浅气区内,三是套铣深度不进入油层。
(二)密封加固技术。无通道套损井打开通道后,需对套损段模拟通井,夹持力需小于50kN,为保证加固一次成功,套损部位在井段以上的水井采用膨胀管加固进行修复,油井和井段内的水井采用燃爆加固进行修复。
(三)全井封固技术。无通道套损井打开通道后,需对套损段通井,保证10m以上Φ114mm管顺利通过,该技术适用于套损严重的水井或多段套损的油水井。该技术就是将双级扣的Φ114套管从井底下至井口全井封固后,重新射孔恢复生产。
四、无通道套损井打通道应用情况
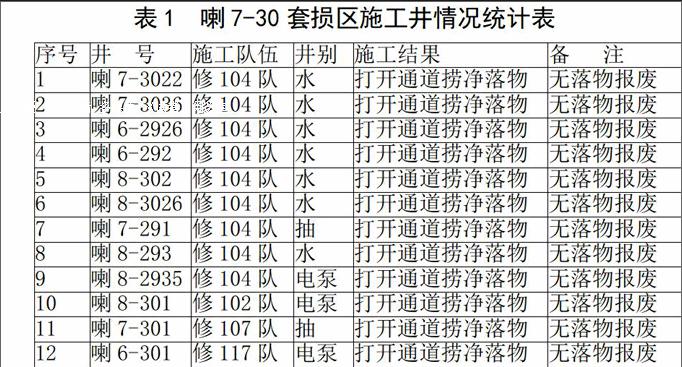
无通道套损井打通道技术2011年在采油六厂喇7-30区块共试验13口井,成功率100%。打通道后均捞出井内落物,全部实施水泥浆报废,详细情况见附表1:
表1 喇7-30套损区施工井情况统计表
应用实例:喇7-3022井施工情况简介
(1)打印。下Ф120mm铅模打印,遇阻深度764.59m,未打到套管断口。(2)测井。测井曲线显示上断口套管深度758.5m。(3锻铣上断口套管。下Ф120mm逆向锻铣刀锻铣上断口套管,下入深度758.5m,进尺0.5m,锻铣至井深758m。(4)测井。测井曲线显示上断口套管被完全锻铣掉,井眼直径达Ф160mm以上。(5)找通道。下Ф73mm弯笔尖找通道,多次旋转后在
759.17m遇阻,起出笔尖有刮痕,分析笔尖插入下断口套管内,套管鱼头与落物油管同步。(6)锻铣下断口套管。下Ф120mm下断口扩径锻铣工具,下入深度758.85m,进尺0.55m,锻铣至井深759.4m,经多次锻铣扩径,成功完成下断口套管鱼头的磨铣修整。( 7)打印。下Ф120mm铅模打印,遇阻深度759.3m,印痕为下断口套管鱼头印。( 8)落物打捞。下Ф118mm带引鞋的开窗母锥,打捞深度762.5m,成功将井内落物全部捞出。(9)挤注报废。 按采油厂的要求,对该井进行了挤注报废,水泥灰面返至500m。
图7上断口逆向锻铣刀(使用前)图8下断口扩径磨鞋(使用前)
五、结论及认识
(1)无通道套损井打通道技术试验成功,是修井领域技术的重大突破,填补了修井工艺技术的一项空白,为该类井的修复创造了条件。(2)井径测井技术,在无通道井打通道和修复过程中是非常重要的工序。在切割、打通道、密封加固中只有通过测井准确找准接箍位置才能保证施工效果,同时初始套损情况和打通道效果也要通过测井来检测。(3)无通道套损井打通道试验成功,可使采油六厂喇7-30区块16口无法实施报废井得到有效治理,满足采油六厂注水开发需求,每年可恢复产量10万吨。(4)无通道套损井打通道技术试验成功,将对大庆油田套损区块治理和套损井产能恢复提供技术保证。(5)无通道套损井打通道试验成功,对于深层油气水井修复具有现实意义,打开通道后采用密封加固或全井加固方式修复1口井成本投入近100万元,对于打一口井的投入来比,可节约相当数量的资金。
参考文献:
[1] 万仁溥,罗英俊,主编《采油技术手册》(第五分册)石油工业出版社
[2] 聂海光,王新河 .主编《油气田井下作业修井工程》.石油工业出版社;
[3] 赵金洲,张桂林.主编 《钻井工程技术手册》.中国石化出版社;
[4] 吴奇.主编《井下作业工程师手册》.石油工业出版社;
[5] 周全兴.主编《钻采工具手册》 科学出版社;
摘 要:2003年喇7-30井区由于嫩二段进水,全区176口井全部套损,2003-2006年对这176口井大修施工后,遗留下无法治理的16口无通道井,由于这16口井通道打不开,无法捞出落物不能实现彻底报废,这些井已更新完毕,采油厂不敢注水,一是怕井下各层段混窜,二是怕注入水再次进入嫩二段,造成二次成片套损隐患。2011年井下作业分公司立项攻关,创新了上断口逆向锻铣技术和下断口扩径磨铣技术,解决了无通道井打通道的难题,为无通道井加固修复提供了技术支持。
关键词:上下断口处理;找打通道技术;修复方法
引言:在历年的大修施工中,小通径套损井打通道一直是修井领域的瓶颈,困扰修井人十年之久,由于小通径导致报废的井占施工总井数的11.7%,是影响大修井修复率的主要因素。为了寻求有效的打通道措施,首先在喇8-3026井开展了先导性试验,通过44天施工,虽未能实现成功找通道,但取得了两点认识:一是上下断口纵向断距过近,受上断口套管限制,找打通道工具无法进入下断口;二是上下断口横向位移过远,受工具尺寸的限制,磨铣工具无法修整下断口。基于以上两点认识,研制了上断口锻铣工具和下断口扩径磨铣工具。这两个工具的现场应用,解决了无通道井打通道的难题。
一、无通道套损井特点
无通道套损井是指套管错断后在横向上和纵向上都存在位移,从平面上看上下套管错开后没有重合的部分,称作无通径或负通径,从纵向上看上下套管错开后没有连通的部分,称作无通道或负通道。
二、修复无通道套损井工艺流程
(一)技术原理。就是利用锻磨铣工具将错开套管上下断距拉大,增加位移,并对断口上下不规则套管进行修整和裸眼段扩径,给找通道工具提供合适空间,有利于找通道工具顺利进入下断口,且能实施上提下放和旋转操作,达到断口处上下套管连通的目的。
(二)主要技术。(1)下断口管外钻铣技术。在套管断开处,沿着上套管向下钻铣5-8m,利用扩径磨铣工具将钻开的裸眼井段扩径至Φ160mm以上,目的是能使上断口割下的剩余套管落入该空间内。(2)上断口逆向锻铣技术。利用逆向锻磨铣刀沿上断口底部向上磨铣0.2m,换刀片后再向上锻铣0.7m,测井证实直至找通道工具在此空间能顺利旋转和下放。(3)下断口扩径磨铣技术。1) 液压扩径磨铣技术。利用扩径工具在断口上下套管间液压扩径向下磨铣,扩径磨铣工具最大直径可达Φ260mm,碰到下断口后磨0.1-0.2m,若无法找到通道,可继续向下磨铣0.1-0.2m,若无法磨到下断口可采用支撑磨铣技术。
图1 逆向锻铣
图2 液压扩径磨铣
2 )支撑扩径磨铣技术。利用管柱重量控制下放钻压使磨铣工具以支撑管柱为中心,沿着管柱外壁下滑磨铣,磨至限定的距离后,管柱内投球打压,使磨铣工具和支撑杆脱离,起出钻具,达到磨铣下断口套管的目的。
图3 支撑扩径磨铣
(4)断口处裸眼锻磨铣扩径技术。为了能使上下套管间裸眼段找通道工具顺利通过,需对裸眼段的水泥环和岩层进行磨铣。一是采取偏心工具进行磨铣,二是采取扩径工具进行磨铣,测井证实通径达到Φ160mm以上,才能实施找通道施工。
图4 裸眼锻磨铣
(5)弯曲工具找打通道技术。1) 弯曲笔尖找打通道技术。该技术适用于井内落物与下断口顶界有一定距离的井。笔尖找到通道后可通过上提下放纵向磨铣通道,笔尖弯曲处进入套管内可通过旋转磨铣方式扩大通道,最后满足磨铣通道工具和施工管柱进入下断口的目的。2 )蹄形磨鞋磨铣打通道技术。该技术适用于井内落物与下断口顶界平齐的井,蹄形磨鞋尖部引入到断口内,轻钻压向下进行磨铣,当磨进0.2-0.3m时,可增加钻压向下磨铣,当磨至1m以后,选用合适打通道工具旋转磨铣扩大通道,最后满足打捞工具和施工管柱进入下断口的目的。
图5 弯笔尖找通道
图6 蹄形磨铣打通道
三、无通道套损井修复技术
(一)深部取换套技术。无通道套损井打开通道后,可对变点进行示踪,能保证取换套成功率,适合深部取换套的井一是固井水泥环短,二是施工井不在浅气区内,三是套铣深度不进入油层。
(二)密封加固技术。无通道套损井打开通道后,需对套损段模拟通井,夹持力需小于50kN,为保证加固一次成功,套损部位在井段以上的水井采用膨胀管加固进行修复,油井和井段内的水井采用燃爆加固进行修复。
(三)全井封固技术。无通道套损井打开通道后,需对套损段通井,保证10m以上Φ114mm管顺利通过,该技术适用于套损严重的水井或多段套损的油水井。该技术就是将双级扣的Φ114套管从井底下至井口全井封固后,重新射孔恢复生产。
四、无通道套损井打通道应用情况
无通道套损井打通道技术2011年在采油六厂喇7-30区块共试验13口井,成功率100%。打通道后均捞出井内落物,全部实施水泥浆报废,详细情况见附表1:
表1 喇7-30套损区施工井情况统计表
应用实例:喇7-3022井施工情况简介
(1)打印。下Ф120mm铅模打印,遇阻深度764.59m,未打到套管断口。(2)测井。测井曲线显示上断口套管深度758.5m。(3锻铣上断口套管。下Ф120mm逆向锻铣刀锻铣上断口套管,下入深度758.5m,进尺0.5m,锻铣至井深758m。(4)测井。测井曲线显示上断口套管被完全锻铣掉,井眼直径达Ф160mm以上。(5)找通道。下Ф73mm弯笔尖找通道,多次旋转后在
759.17m遇阻,起出笔尖有刮痕,分析笔尖插入下断口套管内,套管鱼头与落物油管同步。(6)锻铣下断口套管。下Ф120mm下断口扩径锻铣工具,下入深度758.85m,进尺0.55m,锻铣至井深759.4m,经多次锻铣扩径,成功完成下断口套管鱼头的磨铣修整。( 7)打印。下Ф120mm铅模打印,遇阻深度759.3m,印痕为下断口套管鱼头印。( 8)落物打捞。下Ф118mm带引鞋的开窗母锥,打捞深度762.5m,成功将井内落物全部捞出。(9)挤注报废。 按采油厂的要求,对该井进行了挤注报废,水泥灰面返至500m。
图7上断口逆向锻铣刀(使用前)图8下断口扩径磨鞋(使用前)
五、结论及认识
(1)无通道套损井打通道技术试验成功,是修井领域技术的重大突破,填补了修井工艺技术的一项空白,为该类井的修复创造了条件。(2)井径测井技术,在无通道井打通道和修复过程中是非常重要的工序。在切割、打通道、密封加固中只有通过测井准确找准接箍位置才能保证施工效果,同时初始套损情况和打通道效果也要通过测井来检测。(3)无通道套损井打通道试验成功,可使采油六厂喇7-30区块16口无法实施报废井得到有效治理,满足采油六厂注水开发需求,每年可恢复产量10万吨。(4)无通道套损井打通道技术试验成功,将对大庆油田套损区块治理和套损井产能恢复提供技术保证。(5)无通道套损井打通道试验成功,对于深层油气水井修复具有现实意义,打开通道后采用密封加固或全井加固方式修复1口井成本投入近100万元,对于打一口井的投入来比,可节约相当数量的资金。
参考文献:
[1] 万仁溥,罗英俊,主编《采油技术手册》(第五分册)石油工业出版社
[2] 聂海光,王新河 .主编《油气田井下作业修井工程》.石油工业出版社;
[3] 赵金洲,张桂林.主编 《钻井工程技术手册》.中国石化出版社;
[4] 吴奇.主编《井下作业工程师手册》.石油工业出版社;
[5] 周全兴.主编《钻采工具手册》 科学出版社;
