机器视觉技术在包装盒检测中的应用研究
徐松
摘要:机器视觉不仅能够模仿人的视觉功能,同时其还能模仿人脑的信息识别及分析功能,机器视觉得到的信息数据,会经过提取有效信息,信息归类整理,再用作实际应用中的检测、控制等,在实际操作中多用于对图案进行对比,相比于其他行业,机器视觉在蛋品质检测中有着极大的优势,机器视觉将蛋类的表面参数记录并加以整理,结果更加公正客观,可以大幅提高检测的准确性,不过将机器视觉运用在其他行业也有着其不可替代的优势。
关键词:机器视觉技术;光源;剔除系统
检测技术是在我国生产、科研等各方面应用较广的技术,在生产领域,检测技术用于检测产品的质量、合格率等参数,从而提高产品生产率,增加企业收入[1];在日常生活领域,检测技术用于测量住房甲醛、室内温度湿度等以保证人们的生活质量,随着生活水平的日益提高,社会对于检测技术的要求也会随之增高,目前市面上的检测技术虽然能够检测企业需要的大部分数据,但是数据精度低,且其檢测设备没有数据储存能力,因此发展新型检测技术是我国科学技术发展的基础保障。
1 机器视觉简介
机器视觉技术是一种新型检测技术,机器视觉主要是模拟人眼对图案的观察、分析、接受等功能,机器视觉不仅仅能够模仿人的视觉功能,同时其还能模仿人脑的信息识别及分析功能,机器视觉得到的信息数据,会经过提取有效信息,信息归类整理,再用作实际应用中的检测、控制等,机器视觉是多学科的交叉融合,其具有信息处理快、信息量大、功能多样等优点,在实际操作中多用于对图案进行对比,相比于其他行业,机器视觉在蛋品质检测中有着极大的优势,机器视觉将蛋类的表面参数记录并加以整理,结果更加公正客观,可以大幅提高检测的准确性,不过将机器视觉运用在其他行业也有着其不可替代的优势,例如通过机器视觉检测包装盒系统,机器视觉可以先采集需要的检测信息,将信息处理并生成图像信号,然后通过数据分析处理提取出需要的信号数据,以输出的信号数据为基础,对比包装盒系统是否出现故障[2]。
机器视觉检测具有许多传统检测技术无法达到的优点,机器视觉检测技术可以拥有更高的精度检测和效率,同时机器视觉成本较低,数据保存时间长,便于检测者分析和查询数据信息,随着我国技术和科学的快速发展,我国的产品检测要求也会不断增高,传统检测技术将难以适应新时代发展要求,而机器视觉检测则可以为新兴企业提高更高质的检测方法,是未来企业实现自动化的重要支撑[3]。
2 机器视觉在检测中的应用现状
机器视觉检测可以获得更多的数据信息,同时信息处理难度不高,所以在实际生活中,机器视觉技术一般被用到工况监视、成品检验和质量控制等领域。
一般而言,机器视觉是通过如下步骤完成数据检测的:首先,确定检测的具体需求,根据具体需求选择合适的光源,如蓝光白光等,在确定光源之后,需要设计合理的成像系统,通过成像系统获取更高像素、更高质量的图像信息,从而保证检测结果的精确性,另外还需要设置图像采集卡,其主要是将机器视觉采集到的图像信息发送到电脑端[4];一般来说,由于检测环境的影响,检测中获取的图形信息会有一定的噪声,所以在图像处理与决策模块先要进行图像的预处理以获得清晰的图片,然后根据具体种类的被测目标的图像特点,设计算法对目标图像进行检测、识别,产生判决决策给控制执行模块;控制执行模块根据图像处理与决策模块产生的决策结果来执行,该模块通常包括机械控制系统和电气控制系统;机械控制系统主要实现被测目标的运动控制、电气控制系统实现系统的通信。
3 基于视觉检测技术的包装盒检测方案设计
本实验将设置3个相机,分别在被检测物体的两侧及上端,3个相机将用于检测包装盒的端面翘角以及上表面缺陷,在实验进行的过程中,由于考虑到光源之间的相互干扰,为增加实验结果的准确性,系统采用分时拍照技术,同时在被检测物体的两侧和上方设置同步传感器,对数据进行精确测量。
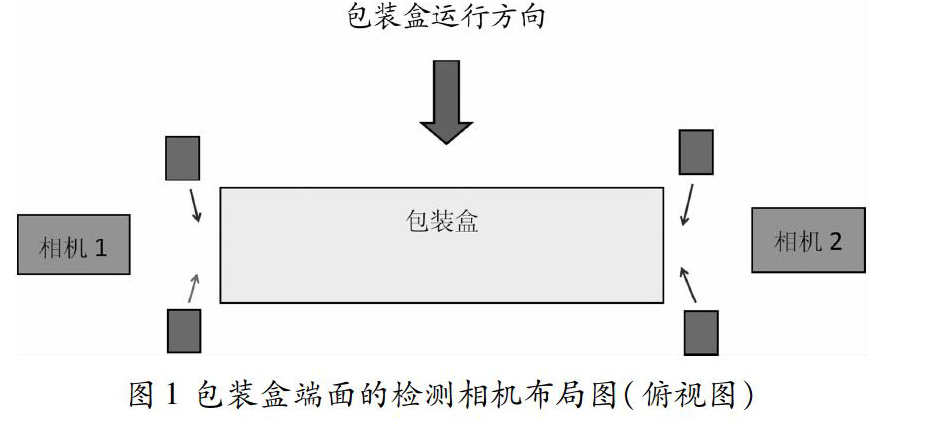
3.1 包装盒端面检测的实现
端面检测设置主要通过相机进行检测,在其左右两侧设置工业相机,具体设置如图1所示,相机的分辨率为130万像素,同时通过设备向包装盒的四个顶角处投射蓝色条状光源,在侧度打光。
3.2 包装盒上表面检测的实现
检测上表面时,需要通过分辨率为130万像素的相机进行检测,将相机设置于包装盒的正上方,其位置垂直于包装盒,但此时的相机无法检测完整的包装盒表面积数据,而是仅能检测到一般,因此需要在左右两端设置白色光源,通过高反光的原理和相机的灰度检测工具,检测左右两端的包装盒数据。同时,在设置时也可根据具体实验要求,通过两台相机检测上表面。
3.3 自动剔除装置
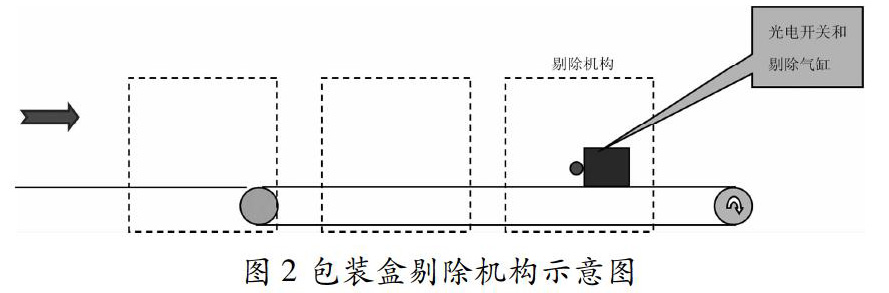
本实验中采用了皮带输送包装盒,通过“侧面高速气缸剔除”的方案,具体装置设置如图2所示:
包装盒的剔除方式,在实验中我们采用了电磁阀剔除,相较于其他剔除方式,电磁阀剔除具有高效率、易控制等优点,在通过以上装置分析每个包装盒的图像之后,如果包装盒台中有一定的缺陷,则会产生剔除信号,工控机输出信号到电磁阀,控制气缸推杆做出剔除动作。
3.4 本设计对包装盒完整性检测的改善
项目实施前,10mm以下的包装盒无法检测;当检测到烂包装盒时机器报警并停机,必须人为干预才恢复生产。随着报警次数的增多,大大降低设备运转效率,急需改善。
项目实施后,安装异常包装盒在线检测装置后不需要停机,系统自动剔除问题包装盒,问题包装盒自动存放在收集箱里,当收集箱快要满时系统报警,通知操作人员及时取出,避免阻塞剔除通道。由此能显著降低操作人员的工作强度,提高有效作业率,使得机器长时间稳定运行,不仅提高的生产效率,还提高了产品质量。
4 包装盒分离设计
在检测时,由于需要对每个包装盒进行检测,因此在实验中需设置包装盒分离机制,将测试台上的每个包装盒进行分离,以便视觉机器可以检测到每个包装盒的包装特性。
通过控制电机转速带动帆布材质皮带转动使分条器皮带转速略小于轨道输送皮带速度即可实现分条。
5 视觉检测设计
5.1 光源设计
光源设计是包装盒检测中非常重要的一环。在日常生活中,包装盒的种类丰富多样,有时仅仅是同一个工厂,包装盒的种类也有七八种之多,外包装则更加丰富,有些包装盒的金拉线是金色,有些是白色,同时在包装过程中由于操作条件限制,包装盒外包装质量参差不齐,缺陷多种多样,从而增加了检测的难度。
有的包裝盒外包装为透明纸,而蓝色光源照射透明纸时虽然无法直接穿透透明纸,但是由于其可以得到极好的反射效果,所以更加适合检测包装盒的表面物质,在使用光源进行检测时,如果光源使用圆形或者方形光源,容易造成照射边缘过亮等现象,为了保证光线照射均匀,在检测时需选用条形形状的光源,在本设置中考虑到光照角度等问题。
相机设置可以增加到7个方位,对包装盒外包装进行全方位检测,装置中选用的LED灯可以根据外包装的反光程度及室内光线等自动调整照射明度及方位,从而确保检测数据的有效性,在设计中,将条形光源的角度调低,可以更加容易获取包装盒的表面形状以及除去色差。
5.2 光路设计
在检测中,光线的光路设计也极为重要,一般来说,光线进入相机的路线有两种,一种是直接式,即当光源的光线照射到包装盒表面时,透明纸反射到相机的光线的一种形式,直接式的线路最大特点在于光线损失较少;另一种线路方式时间接式,间接式的光线主要是指当从光从光源处照射到包装盒包装时,光线反射到镜面,再通过镜面反射到相机,由于光线在反射的过程中增加了镜面这一环节。
5.3 曝光方式
LED的曝光方式主要有三种,第一种是单侧曝光,方式简单,但是很容易在被测物上造成阴影;第二种是对侧曝光,该方式可以解决阴影产生的问题,但是如果出现外包装纹理与光线平行的情况,图像的清晰度会降低;第三种是四面曝光,也就是本次设计所采用的方式,它可以完美避免上述问题的出现。
6 结语
机器视觉技术是一种新型的检测技术,本实验中通过三组对照实验,即分别用彩色摄像机+白色光源、黑白相机+蓝色光源、工业红外摄像机+红外光源三种方式对包装盒进行了检测分析,实验结果证明,如果需要检测包装盒的透明纸折痕,则通过工业红外摄像机+红外光源方式可以得到更清晰的数据,如果实验条件也有限,也可以通过黑白相机+蓝色光源进行检测,但是其数据清晰度会有所降低,同时在进行机器视觉技术检测时,需要特别注意光源的干扰情况,可以尽量选择面积较大的实验室进行实验以避免光源影响,同时确保数据信息的准确性。
参考文献:
[1]邹鹏飞.机器视觉技术以及其在机械制造自动化中的有效运用分析[J].科学技术创新,2020(17):50-51.
[2]张慧敏,薛琛,郭兴召,黄程.基于机器视觉的线束末端包覆质量检测系统研究[J].包装工程,2020,41(13):237-242.
[3]李敏,周先飞,夏跃武,甘露.基于机器视觉的汽车仪表检测教学系统设计[J].重庆科技学院学报(自然科学版),2020,22(02):80-82+117.
[4]金怀国,夏荒生,曾雄伟.基于机器视觉技术的雪茄烟质量检测装置设计[J].安徽电子信息职业技术学院学报,2020,19(04):7-11.
