
摘 要:标准刀具在圆柱或圆锥轮廓上车削螺纹,用以满足通常情况下的市场需求。但随着市场产品的更新换代对零件加工要求越来越高,使得在特殊曲线轮廓上加工螺纹变得尤为重要,目前,成型刀在特殊曲线上车削螺纹在制造业中是一项重要的技术难题。所以,基于FANUC 0i数控系统利用宏程序在特殊曲线上加工螺纹的研究具备一定意义。
关键词:数控车床;成型刀;特殊曲线;螺纹
成型刀在特殊曲线上车削螺纹编程及应用研究,其中涉及的技术层面主要包括:螺纹刀具设计与制作的多样性、特殊曲线及在特殊曲线上切削螺纹的编程等技术问题。解决以上两点问题,对解决特殊曲线轮廓上加工螺纹起到关键性的作用。首先要具备切削螺纹的刀具,其次才能根据刀具的几何参数编制数控程序。最后主要针对某些轴类零件上出现的特殊曲线轮廓上需要加工多样性质的螺纹特征问题进行分析,以得出问题的解决方案。
1 成型刀具的制造过程探讨
成型刀有标准和非标准的形式之分,线切割机床是制作非标成型刀的主要设备之一,需根据加工产品材质选择适当的刀具材料,加工铜、铝合金等材质硬度偏低的材料通常选用高速钢作为成型刀坯体,加工45钢、不锈钢等材质偏硬的材料则选用硬质合金的刀具坯体。
然而线切割机床分为:慢走丝、中走丝和快走丝三种。考虑到产品的加工效率和质量,可先选使用快走丝将非标刀具坯体的大部分余量去除,再选用慢走丝加工保证刀具几何形状的尺寸精度。将切割好的非标成型刀在金刚石砂轮上磨削开刃,完成刀具制作。根据螺纹形状要求制作仿形刀具,可以充分摆脱螺纹牙形的限制。
2 特殊曲线的类型与编程分析
宏程序是特殊曲线编程的工具,在所编辑的程序体中设定自变量和因变量,通过算术、逻辑运算和条件转移等语句,来实现特殊曲线的编程。应用在轴类零件上常见的特殊曲线有:椭圆、抛物线、双曲线等等。将其对应的标准公式化简转换成编程公式,用宏程序赋值设定变量放置到程序体中即可完成特殊曲线的编程。
2.1 以抛物线为例解析特殊曲线编程
已知图1抛物线X轴尺寸为:5mm,Z轴尺寸为:-15mm,抛物线公式为:X2=-2PZ。
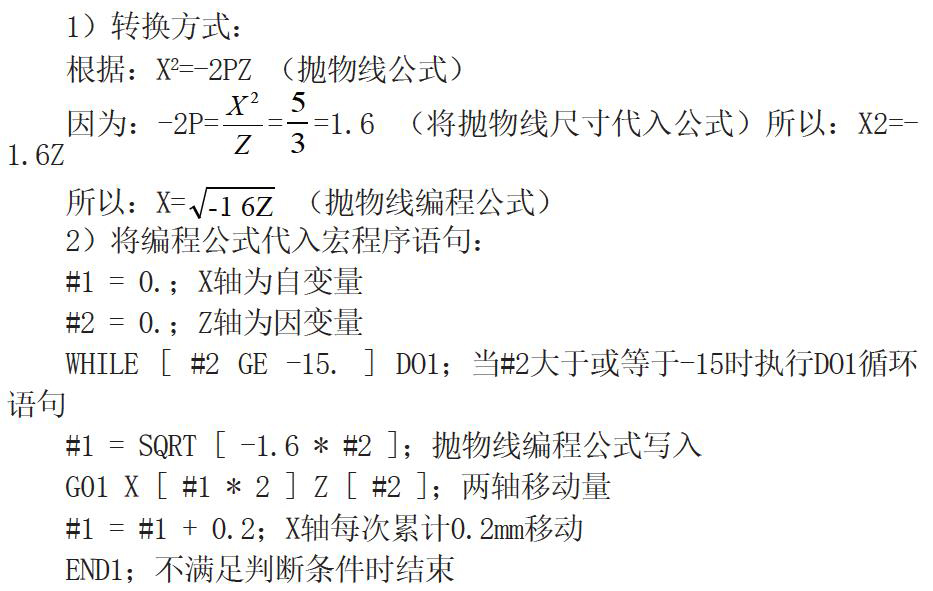
1)转换方式:
根据:X2=-2PZ (抛物线公式)
因为:-2P===1.6 (将抛物线尺寸代入公式)所以:X2=-1.6Z
所以:X= (抛物线编程公式)
2)将编程公式代入宏程序语句:
#1 = 0.;X轴为自变量
#2 = 0.;Z轴为因变量
WHILE [ #2 GE -15. ] DO1;当#2大于或等于-15时执行DO1循环语句
#1 = SQRT [ -1.6 * #2 ];抛物线编程公式写入
G01 X [ #1 * 2 ] Z [ #2 ];两轴移动量
#1 = #1 + 0.2;X轴每次累计0.2mm移动
END1;不满足判断条件时结束
3 以椭圆轮廓为例车削非标三角螺纹综合应用
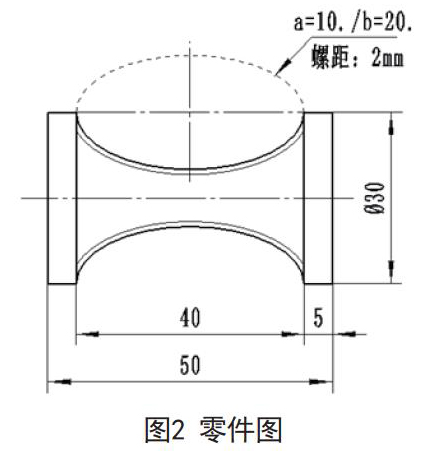
在长半轴为20mm,短半轴为10mm的椭圆上加工螺距P=2mm的螺纹编程,如图3-1
毛坯材质:6061铝;毛坯尺寸:Φ32*80 mm;刀具:非标三角螺纹刀;车削转速:800r/min;背吃刀量:0.5mm,精光余量:0.2mm。
将毛坯夹持在三爪卡盘上,伸出长度:55mm,利用G73仿形车削循环指令先粗车Φ30外圆和椭圆,长度50mm,通过G70复合循环精加工指令精车Φ30外圆和椭圆长度50mm。然后通过G32螺纹单步加工指令配合宏程序在已加工好的椭圆轨迹上车削螺纹。
O0001;程序名称
N1 G00 G40 G97 G99;粗加工螺纹轨迹轮廓
N2 M03 S800 T0101 F0.2;切削参数
N3 X34.Z-25.;循环点
N4 G73 U4. R4.;仿形循环加工指令
N5 G73 P6 Q17 U0.3 W0.;
N6 G00 Z0.;
N7 G01 X30.;
N8 W-5.;
N9 #1 = 0.;因变量赋值
N10 #2 = 20.;自变量赋值
N11 WHILE [ #2 GE -20. ] DO1;当#2大于或等于-20执行循环体1执行
N12 #1 = -10 * SQRT [ 20 * 20 - #2 * #2 ] / 20.;椭圆编程公式写入
N13 G01 X [ #1 * 2. ] Z [ #2-25. ];X轴与Z轴的变化量
N14 #2 = #2 - 0.2;
N15 END1;循环体1结束
N16 G01 W-5.;
N17 G00 X34. Z-25.;
N18 X100. Z100.;
N19 G00 G40 G97 G99;精加工螺纹轨迹轮廓
N20 M03 S800 T0101 F0.1;
N21 X34. Z-25.;
N22 G70 P6 Q17; 精加工指令
N23 G00 X100. Z100.;
N24 M05;主轴停止
N25 M00;程序停止
N26 G00 G40 G97 G99;切削椭圆轨迹螺纹
N27 M03 S800 T0101 F0.2
N28 X32.Z-5.;
N29 #1 = 0.;
N30 WHILE [ #2 GE -2.6 ] DO2;当满足中括号条件则执行END2内程序段
N31 #2003 = #1;刀补宏代码设定
N32 T0101 执行1号刀位
N33 #2 = 0
N34 #3 = 20
N35 WHILE [ #3GE -20. ] DO3;终点判断语句
N36 #2 = -10 * SQRT [ 20 * 20 - #3 * #3 ] / 20.;
N37 G32 X [ #1 * 2 ] Z [ #2 - 25 ] F2. 螺纹切削指令
N38 #3 = #3 - 0.2 ;
N39 END3 循环体3结束
N40 G00 X32. Z-5.;
N41 #1 = #1 - 0.5;
N42 IF [ #1 LE -2.5 ] THEN #1= #1 - 0.2;当切削深度小于2.5mm精光0.2mm
N43 END2 循环体2结束
N44 G00 X100. Z100.
N45 M30 程序结束
4 结论
1)成型刀不同于标准刀,需要在車削螺纹前根据所车削螺纹的特点及要求加工出适用的成型刀。
2)成型刀在特殊曲线上车削螺纹与标准刀在圆柱或圆锥轮廓上车削螺纹相比,成型刀加工更加困难,但成型刀能够加工标准刀不能加工或加工不到位的地方,是针对标准刀的一种强有力的补充。
3)本文旨在分析成型刀在特殊曲线上车削螺纹的编程及应用,用以应对市场特殊需求。
参考文献
[1]罗永新.数控线切割机床操作与加工技能实训.化学工业出版社,2008.
[2]杜军.数控宏程序编程手册.化学工业出版社,2014.
[3]杨乐.数控车工编程与加工技术.重庆大学出版社,2014.
作者简介
韦世勇,天津职业技术师范大学毕业,主要从事机械制造、数控技术等方面研究。
- “方法”不同,搭配有别
- 善用这三点,巧选过渡句
- 把握篇章结构,重视词语复现
- 高考英语对篇章思维能力的考查
- 如何利用优质语篇提升高中生词汇学习的量与质
- 2019年高考英语完形填空中的熟词生义
- 高考真题中熟悉而又陌生的“词块”
- 2019年高考英语全国Ⅰ卷的用词对词汇复习的启示
- 优化高考数学运算的策略
- 提升直观想象能力,培育数学核心素养
- 透视高考中“函数零点”问题
- 一类数列通项的解法探究
- 用朴素思想巧解压轴小题
- 2019年高考全国Ⅱ卷作文试题分析
- 析高考真题,探备考方向
- 针对现实,有的放矢
- 语言文字运用分析及复习策略
- 锤炼利刃巧断句
- 重视教材,强化基础,提升能力
- 基于项目研修共同体的教师专业发展模式实践研究
- 修心成海,春暖花开
- 英语书面表达的提分策略
- 以“本”为本夯基础,以“法”为辅巧做题
- 2019年高考理综生物试题分析及2020年备考建议
- 高考化学实验题的评析及复习备考建议
- crowbars
- crowd
- crowd around
- crowded
- crowdedly
- crowdedmarket
- crowded market
- crowdedness
- crowder
- crowders
- crowders'
- crowd in
- crowding
- crowd into sth; crowd in
- crowd-pulling
- crowds
- crowd sb/sth into sth; crowd sb/sth in
- crowd sb/sth ↔ out
- crowd sth out; crowd sb out (of sth)
- crowd-surf
- crowd-surfer
- crowd²
- crowd¹
- crowed
- crower
- 人上有人,天外有天
- 人下人
- 人不下鞍,马不停蹄
- 人不中敬
- 人不为名,树不为影
- 人不为己,天诛地灭
- 人不为己,顶天立地
- 人不为私神鬼怕
- 人不亲土亲
- 人不亲土亲,河不亲水亲
- 人不亲土亲,河不清水清
- 人不亲艺亲,艺不亲刀把子亲
- 人不亲行亲
- 人不亲行亲,和尚不亲帽儿亲
- 人不亲行亲,和尚不亲帽子亲
- 人不人,鬼不鬼
- 人不伤心不掉泪
- 人不伤心不落泪
- 人不保心,木不保寸
- 人不做贼心不惊,狗不吃鱼口不腥
- 人不像人
- 人不像人,货不像货
- 人不像人,鬼不像鬼
- 人不凭嘴,狗不凭尾
- 人不出名身不贵,火不烧山地不肥