【摘 要】通过研究UG NX平台UG/post builder工具的应用,运用TCL设计语言程序定制适合的FANUC数控系统后处理文件,使数控程序自动生成的工艺信息包含刀具、加工余量、加工时间、文件容量大小、坐标值等信息,提高数控程序的适用性、可靠性、指导性以及检查验证其正确性。
【Abstract】Through the application of UG/post builder tools of UG NX platform, using the TCL program design language custom fit for post-processing file FANUC nc system, the NC programming process information automatically includes tools, machining allowance, processing time, file size, coordinates and other information, improves the NC program applicability, reliability, and guidance check and verify the correctness.
【关键词】UG /post builder; 后处理; TCL语言
【Keywords】UG /post builder;post-processing; TCL language
【中图分类号】TH122 【文献标志码】A 【文章编号】1673-1069(2017)03-0122-03
1 引言
随着科技迅猛发展,产品零件复杂程度越来越高,编程难度大,而生产周期短,且复杂型面采用手工编程不能满足产品质量和生产节奏要求,对零件加工自动编程的需求越来越迫切。
目前,计算机辅助编程后处理的数控程序中工艺信息较少,可操作性差、指导性不强。因此,开展了基于UG NX平台的后处理文件定制的工艺方法研究,对UG NX后处理文件进行二次开发。
2 CAM数控编程流程及后置处理用途
2.1 CAM数控编程流程
CAM数控编程流程含建模、编程、前置仿真、后处理、后置仿真、NC程序调用、NC加工;后置处理文件的好坏,直接影响最后生成的NC程序可靠性和加工质量,可见其重要性[1]。
2.2 CAM后置处理用途
后置处理过程是指通过后置处理器读取由CAM系统生成的刀具路径文件,从中提取相關的加工信息,并根据指定数控机床的特点及NC文件格式要求,最终生成数控机床所能直接识别的NC文件。
3 研究方法和解决关键工艺方法
通过对UG/Post Builder和TCL程序设计语言的研究,进行UG NX7.0软件二次开发,制定适合各类数控机床的后处理文件。
3.1研究方法
①采用UG/Post Builder的后处理开发工具对数控系统格式进行修改,再根据数控机床特点,制定出适合数控机床的后处理文件。
②采用TCL设计语言对特殊动作指令进行编程开发。TCL是一种解释执行的脚本语言,它提供了通用的编程方法,支持变量、过程和控制结构,在对字符的处理上很灵活。
3.2 对后置处理文件的定制
后处理后的NC程序中应有以下工艺信息:
①加工余量信息显示;
②加工刀具显示;
③加工时间显示;
④文件容量大小显示;
⑤坐标信息显示。
4 后处理文件研究过程
4.1 数控机床选择
选定FANUC-0i系统和机床KT1500V作为研究对象,根据机床KT1500V结构特点和数控系统NC程序的格式要求,在程序中增加工艺信息内容[2]。
4.2 后处理文件定制
进入UG/Post Builder通用后处理开发工具,在Program & Tool Path菜单下Program里新建一个新的后处理文件,在相应的序列内容中进行二次开发,定制适合数控机床的后处理文件。
4.2.1 NC程序头定制
修改程序头,取消刀具半径补偿、长度补偿、坐标旋转等,坐标平面选择,绝对坐标值定义等内容加入。
选择Program Start Sequence中 “G40G17G90G71”,将“G71”拖到回收站,再选择G-adjust-G4、G-motion-G80、G-MCS Fixture offset加入。单击“G49”,选择Force Output;单击“G80”,选择Force Output;单击“G69” ,选择Force Output;单击“G”,选择Optiona。
4.2.2 NC程序尾定制
修改程序结尾,将主轴Z方向刀具长度补偿取消,冷却液关闭,主轴停止,Z轴、Y轴返回第二参考点,M30结束语等内容加入。
选择Program End Sequence下End Of Program中修改程序结尾。将New block添加到End of Path节点中,自动弹出end_of_program_1,选择More-M_coolant-M09、G-adjust-G49、G-motion-G00、Z0加入。采用相同方法将M05G00G91G28Z0和M30加入。
4.2.3 所需工艺信息制定
在Operation Start Sequence中插入用户命令(custom_command),在空白处用TCL语言进行编程开发。
①加工余量信息的源程序如下:
MOM_output_literal"(Stock_part=[format"%4.2f"$mom_stock_part] Stock_floor=[format "%4.2f" $mom_stock_floor])"
②加工刀具信息的源程序如下:
MOM_set_seq_off
MOM_output_literal"(ToolName=$mom_tool_name
D=[format "%.2f"$mom_tool_diameter]
R=[format "%.2f" $mom_tool_corner1_radius]
F=[format "%.2f" $mom_tool_flute_length]
L=[format "%.2f" $mom_tool_length])"
MOM_set_seq_on
③加工时间信息的源程序如下:
MOM_output_literal"(Total machine time= [format "%.2f"
$mom_machine_time] min)"
④程序容量信息的源程序如下:
MOM_close_output_file $ptp_file_name
Set ptp_size [file size $ptp_file_name]
MOM_open_output_file $ptp_file_name
MOM_output_literal "( file size= [expr $ptp_size/1024] KB,if gt 256KB do DNC)"
⑤编程坐标信息的源程序如下:
MOM_output_literal ""
MOM_output_literal "MAX X AXIS = [format "%3.4f" $max_x] IN"
MOM_output_literal "MIN X AXIS = [format "%3.4f" $min_x] IN"
if {$mach != "LATHE" } {
MOM_output_literal "MAX Y AXIS =[format "%3.4f" $max_y] IN"
MOM_output_literal "MIN Y AXIS =[format "%3.4f" $min_y] IN" }
if {$mach != "WEDM" } {
MOM_output_literal "MAX Z AXIS =[format "%3.4f" $max_z] IN"
MOM_output_literal "MIN Z AXIS =[format "%3.4f" $min_z] IN"
MOM_output_literal ""}
5 定制的后處理文件运行结果与分析
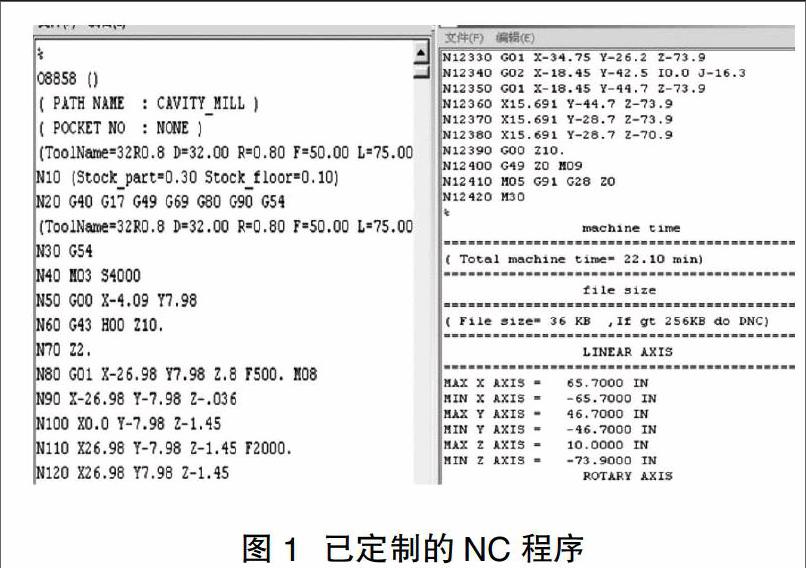
以盒体为典型零件进行编程后处理验证,采用UG NX软件自带后处理文件处理的NC程序,其格式与FANUC系统格式相差较大,且程序中无相关工艺信息。用定制的后处理文件进行处理,如图1所示,其格式与FANUC 0i数控系统格式相同,同时程序中出现相关的工艺信息有刀具、加工余量、加工时间、文件大小以及编程坐标的信息,便于加工人员进行相关信息的提取和校对,可操作性强,加工人员易于接受。
6 结论
基于UG NX平台进行后处理文件的二次开发,在数控程序中提供5个常用、重要的工艺信息,使程序指导性更强,也为UG NX编程软件的后置处理文件定制提供了研究方向。
【参考文献】
【1】UGS Corp. Ugnx/postbuilder Users manual 版本3.4.1.1 2005.8.
【2】蓝蚂蚁软件工作室 Script.Net verisonl.1 Hepl Tcl 教程 2004.10.
- 试论制造业内部控制制度中存在的问题及优化建议
- 航运企业财务管理工作提升措施研究
- 新常态下管理会计创新发展策略探讨
- 论高速公路建设项目财务管理优化策略
- 新政府会计准则下对固定资产管理的探讨
- 转型视角下医院人力资源管理的现状及对策
- 海尔发布全球首台5G物联中央空调
- 鲍国煜:心理因素是影响金融交易的重要环节
- 加强财务金融管理的对策研究
- 新金融工具准则对城市商业银行减值准备计提的影响研究
- 国库集中支付制度改革对学校财务管理的影响
- 金融科技变革商业银行小微金融服务模式的研究
- 新金融业态体系视角下金融信用隐私权的外延界定
- 职业院校金融服务专业财务课程的调整与教学策略的研究
- 浅谈事业单位财政资金绩效评价工作
- 基于银行视角下对民营企业融资问题的一些思考
- 试论火电企业如何推动“业财融合”适应电改新形势
- 财务视角下医院卫生材料的管理探索
- 公立中医医院内部控制评价指标设计与应用思考
- 医院财务内部控制与财务信息化关系研究
- 浅析政府会计制度下医院预计负债的会计核算
- 新时代国有企业集团财务集约化管理的探索
- 关于财务共享服务与铁路企业管理创新的若干思考
- 浅析中小企业会计管理的问题与对策
- 高校后勤内控体系构建策略研究
- clothespin
- clothes's
- clothing
- clothings
- clothlike
- cloths
- clots
- clotted
- clotted cream
- clotted creams
- clottiness
- clotting
- cloud
- cloudburst
- cloudbursts
- cloud/confuse the issue
- clouded
- clouder
- cloudest
- cloudier
- cloudiest
- cloudily
- cloudiness
- cloudinesses
- clouding
- 零配件
- 零里八敲
- 零金碎玉
- 零钱
- 零销
- 零陵香
- 零雨
- 零雨回风零云断雨
- 零雰
- 零零
- 零零乱乱
- 零零散散
- 零零星星
- 零零星星,不成整数
- 零零星星,数量不多
- 零零星星,稀稀拉拉
- 零零星星,错乱不齐
- 零零碎碎
- 零零落
- 零露
- 零风细雨零烟剩雨
- 零风险
- 零食
- 零首付
- 零香余粉