何川 姚本航 张奎 陈玉强

【摘? 要】为避免在发动机电子控制系统实践教学中因故障设置给教学设备带来的硬伤,论文基于PLC技术开发了发动机电控实训故障设置装置。论文主要从该装置的主要特点、研制工作思路、故障设置策略、PLC程序设计、验证调试等方面对研制开发工作思路、控制策略、设计原理等进行论述。
【Abstract】In order to avoid the hard injury to teaching equipment caused by fault setting in the practical teaching of engine electronic control system, this paper develops the fault setting device of engine electronic control practical training based on PLC technology. This paper mainly discusses the working idea, control strategy and design principle of the research and development from the aspects of main characteristics of the device, development work ideas, fault setting strategies, PLC programming, verification and debugging.
【关键词】发动机电子控制系统;故障设置;PLC控制
【Keywords】engine electronic control system; fault setting; PLC control
【中图分类号】U464? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文献标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章编号】1673-1069(2020)08-0183-02
1 引言
当前,发动机电子控制系统已广泛应用于传统燃油汽车领域,在大中专院校汽车类专业的实践教学中,对发动机电子控制系统的学习成为一个必不可少的重要内容。有关发动机电子控制系统的学习和实训内容一般包括系统各组件识别、各组件的检测、系统常见故障检测与诊断等项目。而这些实训项目的开展所必需的设备就是发动机电控实训台架或整车。为取得良好的培训效果,在实践教学中,指导教师经常会通过在发动机控制系统中设置一些常见故障(如断路、短路等),而常用的故障设置方法有插接器松脱、剪断线路等,类似的故障设置方法简单、粗暴,容易给实训台架带来“硬伤”,造成设备容易损壞、实践教学耗材成本提高、教师课后故障修复工作量大、后遗故障隐患多等诸多弊端。为克服以上弊端,我们基于PLC技术开发了发动机电控实训故障设置装置。
2 项目所研制的发动机电控实训故障设置装置的主要特点
①具有相应的快速接驳接口,可以根据发动机电子控制系统的具体控制线路进行灵活调整,具有较广的适配性。②触屏式故障设置操作面板,简洁明了,操作简单。③通过设置线路检测点,方便使用万用表、示波器等检测工具进行发动机电子控制系统传感器、执行器信号的采集及检测。④通过变换的接线及接线端,方便开展控制系统原理及控制线路的学习。⑤一键故障清除和设备复位功能。设置故障一键清除功能,教师可以视学员学习情况,一键清除所有故障,也可以逐个清除故障。
3 研制工作路线
为了顺利完成该装置的研制工作,项目组制定了如图1所示的研制工作路线。
4 发动机选型
本次开发主要以上汽通用五菱宝骏630(2016款)为参照车型,该车型的发动机(发动机型号:L2B,Delphi电控系统)广泛装配于宝骏1.5L系列车型上。宝骏汽车近几年产销量全国领先,市场保有量大,因此,以该发动机作为参照原型具有典型的代表性。
5 故障设置策略
5.1 基本策略
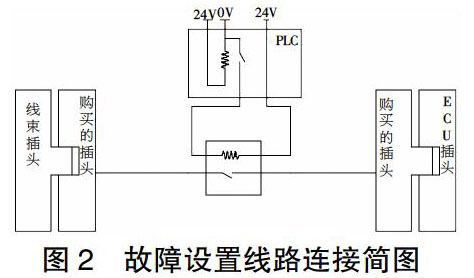
本项目所设计的故障设置装置主要组件有PLC主机、继电器、供电电源、连接导线、对接插头等,线路连接图如图2所示。实训时基本操作流程包括:①将该故障设置装置通过对接插头接入发动机实训台架或整车控制线路,完成硬件的连接;②在PLC触屏点击相应按键即完成故障设置,PLC根据设计的控制程序控制继电器线圈通电,从而使继电器开关断开和闭合,从而实现发动机ECU相关线路状态的改变,引发故障;③学员根据发动机所表现出来的故障现象,并通过装置所设计的线路检测端口借助万用表、故障诊断仪、示波器等检测设备进行相关参数的测试和数据分析,实现对故障的诊断,确定故障部件;④当学员准确确定故障原因与部位,需要进行故障排除时,指导教师可通过触屏按键操作,通过PLC指令,使线路恢复正常,从而实现故障的快速清除。
5.2 所设置的故障类型及故障设置机理
该装置所用设置的故障类型主要为线路的断路、短路、接触不良等故障。
通过在发动机控制系统线路中串联受PLC控制的继电器,由继电器控制线路的通断、接地、虚接等方式来实现故障的设置。
6 PLC主机及程序设计
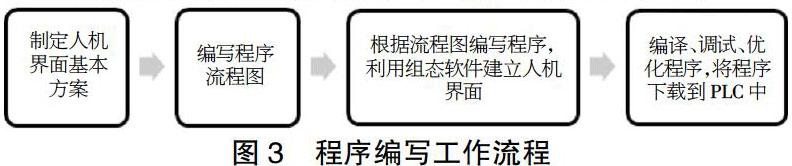
根据装置功能要求选用中控优达PLC一体机作为控制主机,采用GX Developer软件进行编程,人机界面采用YKHMI组态软件进行编程,其工作流程如图3所示。
程序控制流程图如图4所示。
6.1 控制程序的设计
如图5所示,M0是一个常开继电器,每一个M0代表一个故障,M12是个常闭继电器。当在屏幕上选择故障时,即M0闭合,输出端Y2得电。与Y2相连的外部电路接通,实现对外部电路中继电器的控制。与另一路当Y2得电时,M0得电,即M0永久得电,Y2也永久得电,完成自锁。
6.2 计时器程序设计
计时器程序如图6所示,实现以1s为单位的计时功能和归零。①计时功能的实现:M8013、M20、M21都是常开继电器,但M8013是以1s的频率周期震荡的特殊继电器。当闭合M20时,M8013每秒闭合1次,将数据存储在D5,屏幕通过监控位置D5就可以实现计时功能,该种方式所计时间是以秒为单位的。命令MOV是将KO中的数值传递给D5,因为没有用到K0,所以K0中的数值为0。②计时归零功能的实现:当闭合M21时,将0传递给D5,屏幕程序监视到D5为0时,即显示为0,完成对计时器的清零,实现归零。
6.3 人机界面显示设计
所设计装置的人机界面,设计了故障设置、计时器、故障详情三个触屏按键,其具体功能为:①“故障设置”按键:故障点设置界面,从“故障一”到“故障十二”,总共设有12个二级触屏按键,分别对应各个继电器和各故障,从中选择某一按键点击,即可完成相应故障的设置。②“计时器”按键:用于计时,在考核时作为辅助用具。教师在选择完故障之后,点击计时器,即可自动计时,作为衡量成绩的一个参考。③“故障详情”按键:用于教师查询故障设置的具体内容。
7 验证调试
为了确保产品是否可以正常使用,使用期间是否可靠,项目组对产品进行了调试。
首先对PLC的程序进行调试,然后测试不设置故障时发动机能否正常工作,是否影响发动机性能;其次,操作界面进行故障设置,观察发动机是否出现相应故障,并记录实验现象,实验数据。①PLC程序调试:将PLC程序与人机界面程序下载到一体机,当在屏幕上选择故障时听到“嗒”的一声即说明程序正常启动。②故障设置调试:首先进行原机测试,确保发动机自身无故障;将各部分连接好,接入发动机,逐个测试,观察发动机所表现的故障症状,同时通过发动机故障诊断仪对故障码和数据流进行监测,各项验证结果应符合设计要求。
验证调试表明,该故障设置装置实现了设定的功能,工作稳定可靠。
【参考文献】
【1】李春明,刘艳莉,张军.汽车故障诊断方法与维修技术:第3版[M].北京:北京理工大學出版社,2013.
【2】付百学.汽车电子控制技术(上册)[M].北京:机械工业出版社,2010.
【3】张应龙.PLC编程入门及工程实例[M].北京:化学工业出版社,2016.
- 膝周痛点射频热凝对膝骨性关节炎疼痛的临床疗效分析
- 基于血行气汤联合曲美他嗪与美托洛尔对冠心病心绞痛疗效及血小板功能指标分析
- 前列地尔注射液联合注射用胰激肽原酶治疗糖尿病足的临床观察
- 抗感颗粒治疗小儿流行性感冒的疗效及安全性
- AST与ALT比值检测对病毒性肝炎患者的临床意义
- 食管炎采用埃索美拉唑联合莫沙必利治疗的效果分析
- B超对于乳腺癌腋窝淋巴结转移状态的临床诊断分析
- 应用苯磺酸氨氯地平联合阿托伐他汀钙治疗老年高血压伴血脂异常的有效性分析
- 中西医结合治疗急诊昏迷临床疗效观察
- 平板倾注法与3M纸片法对水质检验的结果分析
- B超评价慢性乙型肝炎肝硬化患者胆囊改变应用价值
- 膝关节半月板损伤采用MRI检查和常规CT检查诊断的价值探究
- 锤凿劈冠法与高速涡轮钻法拔除下颌阻生第三磨牙临床效果比较研究
- 肾上腺皮质激素在呼吸内科的临床应用效果分析
- 乳腺癌术后上肢淋巴水肿患者综合消肿治疗方式及依从性现状分析
- 个体化护理宣教方案对老年中重度哮喘患者临床护理价值
- 甘露聚糖肽辅助治疗小儿反复呼吸道感染效果观察
- 失效模式与效应分析在高级卒中中心建设中的应用
- 人文关怀在冠心病合并糖尿病护理中的应用效果分析
- 二维超声与彩色多普勒在甲状腺良恶性结节临床鉴别诊断中的应用价值体会
- 对小儿高热惊厥病症患儿应用综合护理干预模式开展护理工作的护理效果
- 血NGAL在急性肾损伤中的临床意义
- 探讨中西医结合治疗与护理小儿肺炎的效果
- 中西医结合治疗肛肠病术后疼痛的临床观察
- 宫颈癌患者治疗中心理护理的应用与施行体会分析
- half-deaf
- half-deafened
- half-deafening
- half-decade
- halfdecade
- half-decades
- half-defiant
- half-defiantly
- half-demented
- half-democratic
- half-demolished
- half-deservedly
- half-destroyed
- half-developed
- half-digested
- half-discriminated
- half-discriminating
- half-discriminatingly
- half-disposed
- half-divine
- half-divinely
- half-done
- half-doors
- half-dozen
- halfdozen
- 内中大有文章
- 内中心结构
- 内中有宝
- 内中有弯
- 内中有机关
- 内中有鬼
- 内中的情况
- 内丹
- 内主
- 内举
- 内乱
- 内争
- 内事
- 内交
- 内亲
- 内亲外戚
- 内人
- 内仁外义
- 内仓
- 内仗
- 内企
- 内伙子
- 内传
- 内伤
- 内伤难医