李维玲
摘 要:介绍了一种双轮铣槽机的液压系统原理,着重对其中的进给、铣削、软管处理和回转子系统进行了特性分析,以期为液压系统改进和电控系统设计提供指导。
关键词:双轮铣槽机;液压系统;进给;铣削;软管处理;回转
中图分类号:TB ? ? 文献标识码:A ? ? ?doi:10.19311/j.cnki.1672-3198.2019.22.091
双轮铣槽机是目前针对地下连续墙工法的一种高端施工装备,特别适用于坚硬地层和岩石深部地下连续墙的建设,其主要的动作都采用液压传動。
1 液压系统总体介绍
双轮铣槽机液压系统主要包括履带行走、控制铣刀架提升和下放的进给系统、上部平台回转、吊臂卷扬变幅、吊臂防倾覆液压缓冲装置、底盘顶升、履带装卸、配重举升、导向架调距等辅助系统、电缆卷筒系统、泥浆和液压软管处理系统、铣削、压力补偿、纠偏系统以及用于驱动泥浆泵的动力包系统。
现着重对其中的进给、铣削、软管处理和回转子系统进行特性分析。
2 进给系统
进给系统采用双卷扬,控制整个刀架工作前后的快速提升和下放,以及在刀架工作状态下为铣轮提供稳定持续的进给,完成铣轮切削状态下的进给力控制。通过控制器的设定,分为快速提升、下放第一操作模式和慢速铣削进给第二操作模式,原理图见图1。
前后卷扬均由带制动器的液压比例远程控制变量马达经减速机后驱动,两变量马达共用一比例调速阀块实现低速铣削进给控制。马达排量与外接先导比例溢流阀的压力成正比,且配备了两级压力远程溢流阀块,当马达进出口压力超过远程溢流压力时,排量自动调整至最大,马达端口压力下降实现自保护。马达原理图如图2所示。
第一操作模式下快速下放时,控制两位四通电磁换向阀将远程溢流压力切换至低档(低压状态下,马达变排量自保护),操作操纵杆控制先导比例溢流阀的压力,改变马达排量,进而控制下放速度。下放时,带背压的主油箱自循环冷却油路为马达进油口提供补油,马达回油经平衡阀,建立背压以防马达失速,使下放过程更加平稳并能在铣刀架悬停时实现系统保压。
第二操作模式下,为实现马达极低速控制,经3、4、7、8口(见图2)进入马达的油路被切断,此时前后卷扬马达A、B口(见图2)经单向阀与比例调速阀并联形成自循环回路,马达被铣刀架拖动转换为泵工况,两马达高压口(B口)皆设置压力传感器,另引入补油路补偿自循环回路的内泄,原理简图如图3所示。
控制总体目标:比例调速阀一定开口输入对应铣刀架压紧力与铣刀架重力的百分比(该百分比在一定偏差范围内即可满足要求)。
具体思路:操作手根据岩层状况预判铣削进给速度并设定档位控制比例调速阀开口,开口对应一期望的铣刀架压紧力百分比,由该百分比反算出钢丝绳拉力大小,根据该拉力与系统实时检测的马达B口压力反算出马达排量大小,以此作为马达排量调节的输入信号。由于压紧力百分比只要在一定偏差范围内即可满足要求,即马达排量控制在某点附近即可,不需要实时调节,这样降低了对马达排量调节响应稳定性和快速性的要求,工程上更加实用。
3 铣削系统
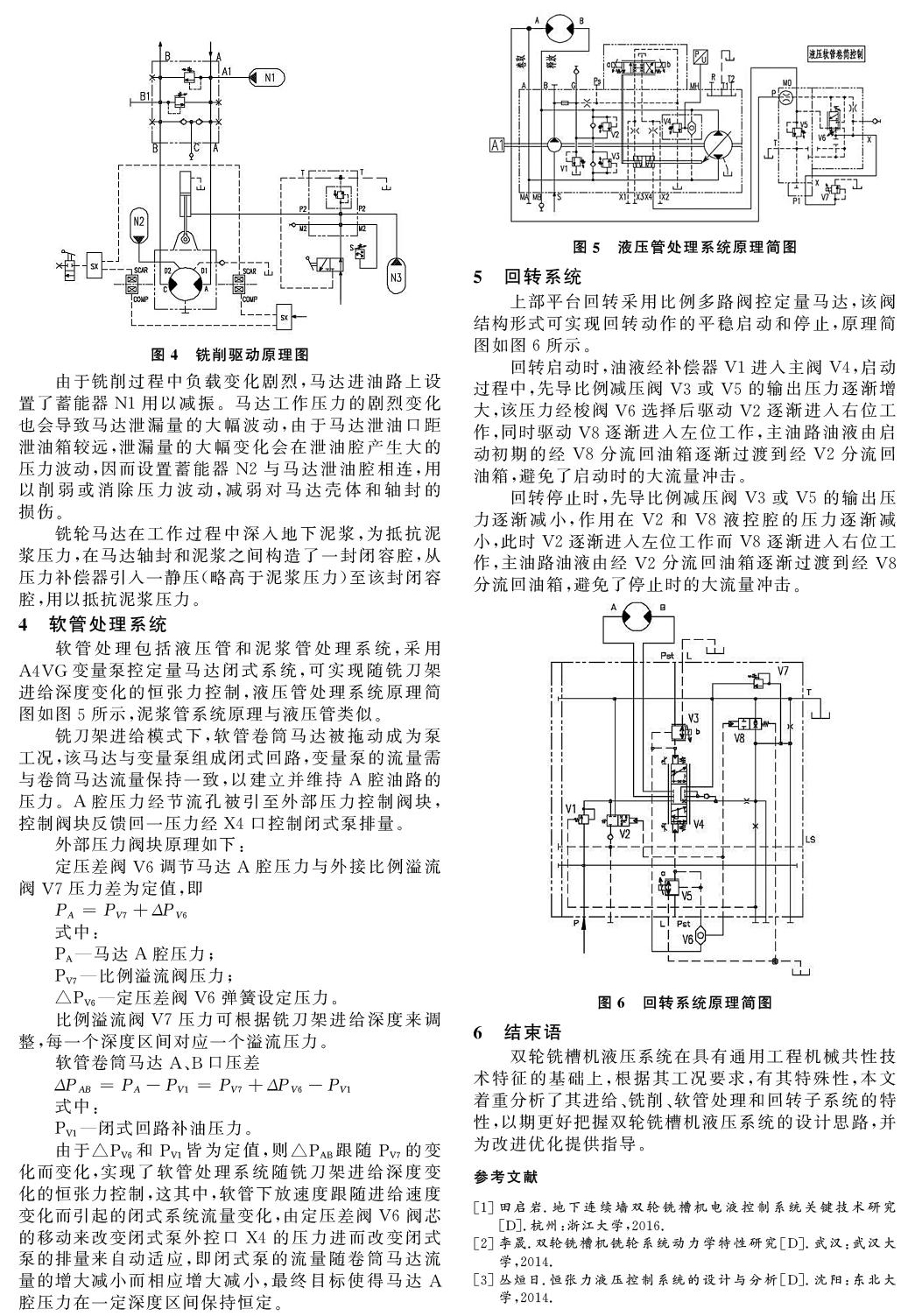
铣削动作主要由左右两台低速大扭矩马达经链传动减速后驱动铣轮实现,铣削驱动原理图如图4所示。
压力油经安全阀块后进入马达高压腔,驱动马达壳体进而带动链条和铣轮旋转,悬挂油缸有杆腔始终通高压油,油缸活塞杆与马达轴相连,进而链条组件经马达被油缸拉紧。悬挂油缸有杆腔油路上设置压力继电器,压力低报警提示链条未张紧,此时需停机进行排查,悬挂缸有杆腔油路上设置蓄能器N3,用以削弱链条张紧力变化所带来的压力波动。
由于铣削过程中负载变化剧烈,马达进油路上设置了蓄能器N1用以减振。马达工作压力的剧烈变化也会导致马达泄漏量的大幅波动,由于马达泄油口距泄油箱较远,泄漏量的大幅变化会在泄油腔产生大的压力波动,因而设置蓄能器N2与马达泄油腔相连,用以削弱或消除压力波动,减弱对马达壳体和轴封的损伤。
铣轮马达在工作过程中深入地下泥浆,为抵抗泥浆压力,在马达轴封和泥浆之间构造了一封闭容腔,从压力补偿器引入一静压(略高于泥浆压力)至该封闭容腔,用以抵抗泥浆压力。
4 软管处理系统
软管处理包括液压管和泥浆管处理系统,采用A4VG变量泵控定量马达闭式系统,可实现随铣刀架进给深度变化的恒张力控制,液压管处理系统原理简图如图5所示,泥浆管系统原理与液压管类似。
铣刀架进给模式下,软管卷筒马达被拖动成为泵工况,该马达与变量泵组成闭式回路,变量泵的流量需与卷筒马达流量保持一致,以建立并维持A腔油路的压力。A腔压力经节流孔被引至外部压力控制阀块,控制阀块反馈回一压力经X4口控制闭式泵排量。
5 回转系统
上部平台回转采用比例多路阀控定量马达,该阀结构形式可实现回转动作的平稳启动和停止,原理简图如图6所示。
回转启动时,油液经补偿器V1进入主阀V4,启动过程中,先导比例减压阀V3或V5的输出压力逐渐增大,该压力经梭阀V6选择后驱动V2逐渐进入右位工作,同时驱动V8逐渐进入左位工作,主油路油液由启动初期的经V8分流回油箱逐渐过渡到经V2分流回油箱,避免了启动时的大流量冲击。
回转停止时,先导比例减压阀V3或V5的输出压力逐渐减小,作用在V2和V8液控腔的压力逐渐减小,此时V2逐渐进入左位工作而V8逐渐进入右位工作,主油路油液由经V2分流回油箱逐渐过渡到经V8分流回油箱,避免了停止时的大流量冲击。
6 结束语
双轮铣槽机液压系统在具有通用工程机械共性技术特征的基础上,根据其工况要求,有其特殊性,本文着重分析了其进给、铣削、软管处理和回转子系统的特性,以期更好把握双轮铣槽机液压系统的设计思路,并为改进优化提供指导。
参考文献
[1]田启岩.地下连续墙双轮铣槽机电液控制系统关键技术研究[D].杭州:浙江大学,2016.
[2]李晟.双轮铣槽机铣轮系统动力学特性研究[D].武汉:武汉大学,2014.
[3]丛烜日.恒张力液压控制系统的设计与分析[D].沈阳:东北大学,2014.
- 浅论如何做好电厂电气运行的安全管理工作
- 浅谈成人教育的可持续发展
- 国企基层党建与经营承揽深度融合的途径
- 精准备课之“平易近人”
- 初中信息技术课堂积分制评价模式的研究与实践
- 情感教学在初中音乐教学中的实施探析
- 谨防碎片 构建整体
- 快乐:有效课堂的活性因子
- 探究高中语文教学中的中国传统文化教学
- 高中社团课程体系建设的思考与实践
- 公共政策视角下信息化技术对于农村教育公平性问题初探
- 浅谈结构助词的读音?意义?搭配?功能和应用
- 探究初中英语课堂多媒体课件与手写板书的联结运用
- 将活动融入生物课堂的尝试与思考
- 刍议项目学习在初中英语写作教学中的应用
- 重视数学核心素养 培养逻辑推理能力
- 都是“发展”惹的“惑”
- 以“项目学习”引领农村初中物理课堂教学案例分析
- 探索新疆喀什地区中小学美术教师继续教育模式的思考
- 基于“需求、体验、行动”的校长启航培训
- 小学班主任德育教育中有效激励策略探析
- 做好小学班主任工作的几点思考
- 节日文化传承下儿童情感教育的初探
- 追寻生活化的主题教育研究
- 浅谈影响小班幼儿入园适应困难的因素
- methodist
- methodistically
- methodists
- methodless
- methodological
- methodologically
- methodologies
- method-ologies
- methodologist's
- methodology
- method's
- methods
- methylated spirits
- meticulosities
- meticulosity
- meticulous
- meticulously
- meticulousness
- meticulousnesses
- meting
- metonymies
- metonymy
- metoo
- me-too
- metre
- 甘蔗
- 甘蔗不能两头甜
- 甘蔗从顶往下越吃越甜
- 甘蔗制的糖
- 甘蔗命——吃一节算一节
- 甘蔗地里栽葱
- 甘蔗地里种香瓜
- 甘蔗地里长草
- 甘蔗地里长草——荒糖
- 甘蔗地里长草——荒糖(唐)
- 甘蔗当火筒——一节也不通
- 甘蔗当火筒——出不了这口气
- 甘蔗拔节
- 甘蔗插进了蜂蜜罐——甜上加甜
- 甘蔗朝下吃——越吃越甜
- 甘蔗没有两头甜
- 甘蔗的茎
- 甘蔗皮编席子
- 甘蔗皮编席子——甜密
- 甘蔗老头甜
- 甘蔗老来甜,辣椒老来红
- 甘蕉
- 甘蕉花苞中的甜味汁液
- 甘薯
- 甘螺儿