王岩 查梦江
摘 要 本文针对某精轧机防护罩的焊接过程的变形量进行研究分析,为了保证产品外观质量及尺寸要求,对防护罩的焊接工艺进行了改进。对此类零件加工及生产具有一定的参考价值。
关键词 精轧机 焊接 变形量 工艺改进
中图分类号:TG335.5 文献标识码:A
1该精轧机防护罩的结构及特点
精轧机防护罩是某机匣外壳中的一个部件,其设计结构为薄壁件焊接结构,主体材料为Q235-A,厚度6mm的钢板,长7.1米,宽1.1米。按照工艺规程要求,防护罩主体部分采用5块长7.1米的钢板,先由火焰切割下料,按照图纸要求角度尺寸焊接而成,然后将方管、角钢等零件在相应位置处组焊成型,所有零部件焊接完毕后整体校型。
由于防护罩本身的结构特点:部件长、板料薄、焊缝数量多,采用现有工艺流程进行加工容易导致产品焊接变形量大、焊后热处理及校型都较困难,难以保证产品外观质量及图纸要求,焊缝修磨及整体校型既费时又费力,制造周期较长。
2焊接变形量大的原因
该防护罩主体部分及4条拼接焊缝长度就有28.4米,角钢和方管及其他零部件与防护罩主体的焊缝加起来也有30多米,焊接量较大。焊缝在焊接过程中由于焊接加热产生不均匀温度场,加热过程中,焊接区受热膨胀,热膨胀受到周围较冷区域的约束,使焊接区形成了塑性的热压缩;冷却过程中焊接区的冷却收缩受到周圍区域的约束,最终焊接区呈现拉伸残余应力,相邻区域则呈现压缩残余应力。在这两种残余应力的相互影响下,则使得钢板纵向、横向收缩不均匀从而产生焊接变形。对于厚度只有6mm的钢板来说,焊接量越大,焊接残余应力越大,焊接变形量也就越大。
3控制焊接变形量的方法
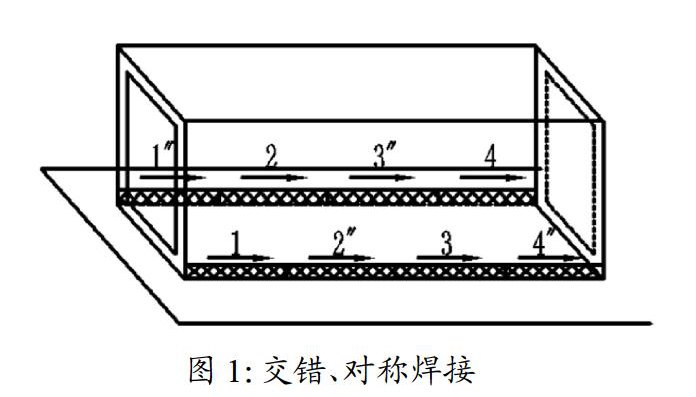
3.1在焊接顺序上选用交错、对称焊接
先按顺序焊接1、2、3、4焊缝,待焊接区域完全冷却后再依次焊接1”、2”、3”、4”焊缝(见图1),利用先、后焊缝热变形方向恰好相反,使得焊接残余应力在一定程度上能够互相抵消,控制焊接应力变形。
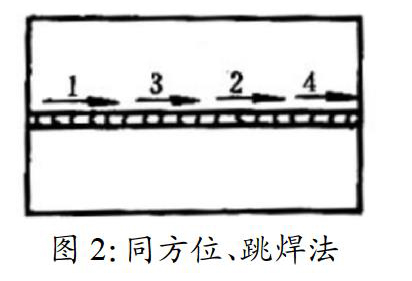
3.2在焊接方向上采用同方向、跳焊法焊接
如图2所示,采用同方向、跳焊法焊接,避免焊缝连续焊接造成的焊接区受热膨胀,断续焊可以使罩体上的焊接热量分布趋于均匀,减少焊接应力变形。
3.3焊前选用刚性固定
在平台上将5段防护罩及方管、角铁等按图纸尺寸要求组对、点焊。在防护罩两侧底部的角铁上分别焊接6-8处拉筋(在长度方向上均匀分布),在防护罩内部打3-5处支撑筋,利用拉筋与支撑筋的这种外加刚性约束,强制焊件在焊接时不能自由变形。刚性固定法简单易行,但不足之处是焊后当外加刚性约束卸掉后,焊件上仍会残留一些变形,并不能完全消除,不过要比没有约束时所产生的焊接变形要小得多。
3.4针对波浪类变形,采用手工捶击的方法进行矫正
锤击突起部分四周的金属,使之产生塑性伸长,并沿半径方向由里向外锤击或者沿着突起部分四周逐渐向里锤击。
3.5对于其他部位变形采用火焰加热法
利用火焰对焊件进行局部加热时产生的塑性变形,使较长的金属在冷却后收缩,以达到矫正变形的目的。加热部位是在焊件变形的突出处,而不是凹处,否则变形将越来越大,为了提高矫正效果,可以在火焰加热的同时用水急冷,这种方法可以在矫正薄板结构的变形时使用,对于厚度较大而又比较重要的构件或者淬硬倾向较大的钢材,则不宜使用。
4总结
通过以上方法的改进,最终使精轧机防护罩不仅满足了设计及使用要求,产品的外观质量也有了较高的提升,焊接量及焊后矫型量的减少,缩短了产品的生产制造周期,达到了工艺改进的目的。
参考文献
[1] 宋天民.焊接残余应力的产生与消除[M].中国石化出版社,2009.
[2] 李平瑾.锅炉压力容器焊接技术及焊工问答[M].机械工业出版社,2002.
- 马克思人的全面发展思想对高校思想政治教育的启示
- 基于学生时间成本的学生工作评价体系研究
- 试论高校大学生就业指导前置的必要性及关键点
- 新时代艺术化思政工作模式的构建与思考
- 互联网环境下高校“微思政”教育模式探索
- 新思政观引领下的高校“一体化”心理育人体系构建研究
- 转型高校地、企、校合作秘书人才培养模式研究
- 创客教育融入知识产权人才培养路径的改革研究
- 应用型本科高校人才培养模式的改革与创新
- 基于能力建设下的信管专业人才培养方案的设计与分析
- 地方应用型大学创新创业教育的研究探索
- “放管服”视域下高校二级学院管理体系研究
- 高校产学研协同创新模式探索
- 委托代理方式对高校后勤财务管理的影响分析
- 论互联网时代下的艺术教育
- 民办高校新手教师成长的路径分析
- 浅析香港双语教育对高校双语教学的启示
- 实验教学示范中心运行与可持续发展研究
- 基于混合式教学模式下的高校学生党员教育
- 基于互联网平台的职业院校020教学模式研究
- 慕课时代下的大学英语“翻转课堂”教学实证研究
- 线上线下融合式的大学英语教学实践
- 教师多模态课堂话语与外语学习动机相关性的行动研究
- 慕课背景下军事理论在线课程质量提升路径研究
- 基于慕课的高校艺术类通识课程探究
- rosiest
- rosin
- rosined
- rosiner
- rosinesses
- rosing
- rosining
- rosins
- roster
- rostered
- rostered day off
- rostereddayoff
- rostered days off
- rostering
- rosters
- rostra
- rostrum
- rostrums
- rosy
- rosys
- rosé
- rosés
- rot
- rota
- rotaries
- 凭借,借助
- 凭准
- 凭凌
- 凭几
- 凭几、拍几表示感叹
- 凭几之诏
- 凭几假寐
- 凭几据杖
- 凭凭
- 凭切
- 凭势力夺取财产、权益等
- 凭勇力争胜
- 凭匿
- 凭单
- 凭口才进行游说
- 凭吊
- 凭吊古迹,追忆往事,对现状有所感触而悲伤
- 凭吊古迹,追忆往事,引起对现实事物的感慨
- 凭吊往古之事
- 凭君传报
- 凭嘴劲
- 凭噫
- 凭城
- 凭城借一
- 凭外部现象推测内部底细