赵育宏 贾小平
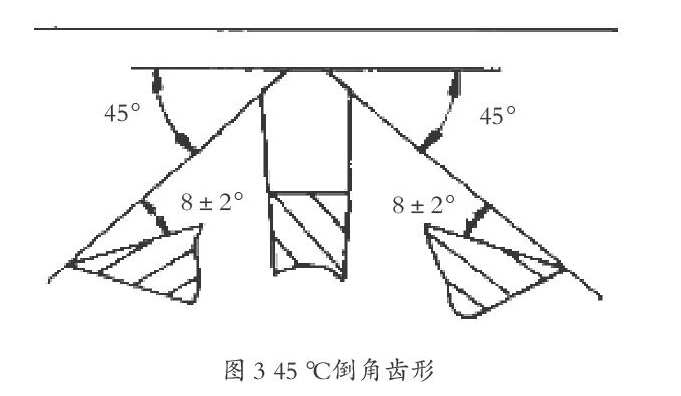

摘 要:镶齿锯片每隔一齿有倒45°角的齿。45°倒角要有一定的后角。为加工45°倒角,设计一台专机与卡具,磨头的砂轮轴线与水平锯片成45°角,锯片被安装在能自动分齿的卡具上。
关键词:镶齿锯片;45°倒角;加工工艺
中图分类号:TG506? ? ? 文献标志码:A
0 引言
挤压是基于铸造与锻造发展的一种无切削加工的新型金属加工工艺。它具有铸造工艺简单、生产成本低等优点,减少了铸造浇筑冲击与涡流的产生,使制件组织均匀细密。具有模锻制件晶粒细小、力学性能好等特点。能耗低于普通模锻。
1 结构
1.1 工作过程
间接挤压铸造具有浇道短、截面大、保压时间长等特点。该文模具采用一模两腔布置,分型面采用曲面分裂,搅油杆部分设置在其中线位置上。
方案一:浇头套设置在模具下,需要3个独立液压缸运行。定量合金液浇入18,横梁下降带动5向下合模,7通过6使液压缸定位,预留二次挤压高。液压缸工作,液压缸的17运动,合金液进入型腔,完成充型辅助液压缸带动大头凸模向下。二次挤压未凝固液态金属。制件凝固后上下工作台带动上模上升开模,辅助液压缸下降,大头模型与5相对运动,凸模推出液锻件,进行喷刷涂料循环操作。
方案二:模具运行需要2个独立液压缸完成。模具合模钱调整6与14高度,大头凸模预留2次加压高定位。将定量合金液浇入20与19的压室,横梁带动13向下。通过14变形将合模力传递到3,弹簧压板与9接触,合金液由19充满型腔,上工作台横梁继续下降,由13推动7向下,二次挤压未凝固金属液。制件凝固后上工作台横梁向上,由12带动上框模向上,凸模固定板上行。工作台横梁上升,10与11接触,横梁继续向上,7相对上模向下,顶出液锻件喷刷涂料,循环操作。图1为复合挤压模具结构。
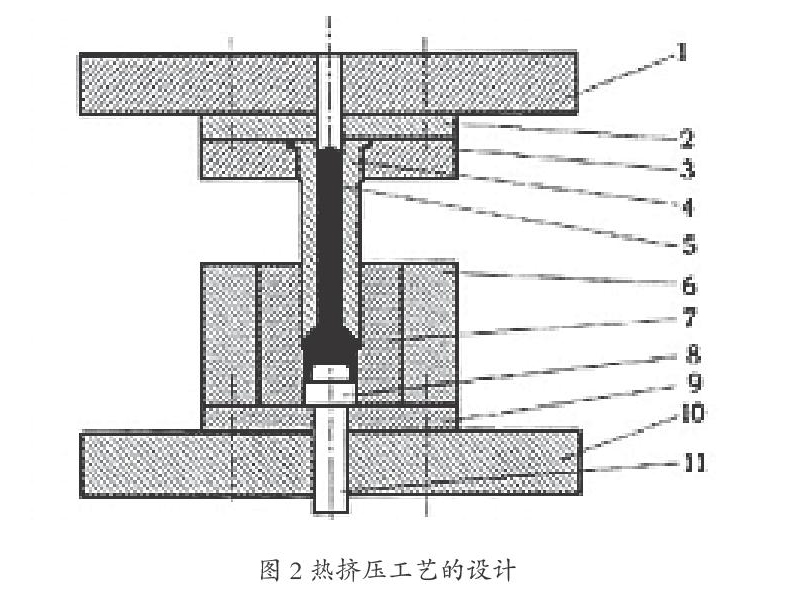
1.2 工艺的设计(图2)
热挤压工艺的设计直接影响着制件的质量、成本、效率等。采用2层组合凹模结构,凸模设计为空心状。
将坯料放入凹模型腔,随4下行,坯料,杆部挤成形。
随挤压变形力增大,金属流动到顶件器,头部成形。金属反向流动,直到反挤成形。挤压完成,上莫回程,工件在7中,压力机下岗动作,过11头部顶出7,完成脱模。要保证工件与预件器不抱死,11兼头部正挤压的凹模作用。
拉杆挤压最大外圆直径为φ90 mm,坯料用φ90 mm的棒料,高85 mm。
用断面收缩ε表示验证材料的许用变形程度。毛坯变形程度为ε=[(3.14×902/4)-(3.14×382/4)]/(3.14×902/4)=82.17 %.ε<ε许=97 %,满足要求。
在复合挤压中,凸模下行,挤压力克服金属变形阻力,金属入凹模腔。拉杆头先成形,金属杆部受挤。凸模下行,杆部结束成形,挤压力最大,复合压力P复=P反,反挤压力为P反=K×[8+1/(D/d-1)]2.δb(kN),其中P反为反挤压压力,K为校正系数,d为反挤压模凸模直径,D 为反挤压凹模直径,δb为挤压终温度时材料极限强。
2A50在490 ℃强度极限δb=335MPa,校正系数0.4,d=38mm。D =90mm,反挤压力P= 0.4×[8+1/(90/38-1)]×382×335=1790 kN。因此P反在液压机公称压力范围内。
2 模具结构分析
该工艺采用一次挤压成形,凹模设计为2层组合结构。该模型具结构简单,使用方便。可擠压不同头部形状与杆部直径的零件。
凸模为空心结构, 其单位挤压力高, 易变形, 采用3CrNiW8V 材料,凹模用单层预紧结构,材料选40Cr,热处理硬度42~46HRC。
设计合理的入模角度便于金属流动,从而降低挤压力。凹凸模与制件应由一定出模斜度,工作中润滑剂要喷洒均匀,避免挤压中拉杆头部偏移。反挤中保证坯料与模具的清洁度,减少成层气泡。
2.1 磨水平后角α0偏移量
锯片与磨头所处位置中,首先要确定磨头中心与锯片中心的偏移量,获得所要求的后角。首先看一般锯片水平后角α0的磨削法。
保证α0的数值要确定AB的大小,在直角三角形ABD中,
AB=OAsinθ=Rsinθ (1)
其中R为锯片半径。AC⊥OA,因OB⊥AB,将θ代入(1),得
AB=Rsiα0? ? ? ? ? ? (2)
为磨削水平后角α0偏移量计算公式
2.2 磨45°偏移量
磨头与锯片成45°角下,偏移量为多少保证α0角数值,要推导α0与αn的关系,α0过(2)计算偏移量。
取一块长方体,作ABOE平面与EDCO成45°角,∠OBC=90°-φ,将ABOE平面作φ倒角切削平面。过OB作与ABOE成αn角的平面BOFI,为φ倒角后刀面,αn为φ倒角后角,过OE垂直BOFI平面相交OG直线,因EO与GO垂直于BO,故GO与EO角EOG为ABOE与BOFI间的二面角,∠EOG=αn
过OE作⊥CDEO ,BOFI与OH相交,因EO与HO垂直于CO,因此EO与HO角HOE为BOFI与CDEO的夹角,BOFI相对于水平面后角α0。
直角△HGE中
∠EHG=90°-φ,GE=HEsin(90°-φ)=HEcosφ? ? (3)
直角△HEO中,HE=OEtgαn? ? ? ? ? (4)
直角△GEO中,GE=OEtgα0? ? ? ? ? ? (5)
(4)(5)代入(3)得
tgαn=cosΦtgα0 .α0=arctg(tgαn/cosφ) ? (6)
用式(2)计算片移构量
2.3 计算实例
锯片外径φ1320·αn=8°±2°,φ=45°。求偏移量e
解:α0=arctg(tgαn/cosφ)=arctg(tg8°/cos45°)=11.24°
e=Rsinα0=(1320/2)×sin11.24°=128.66 mm
用此式算α0,再算偏移量,达到45°倒角后角要求,此公式正确。
3 结语
利用挤压铸造工艺,其制件组织与性能接近模锻件,减少了铸件中的不足问题。双重挤压铸造有机结合直接间接挤压工艺,方案一运行稳定性较好。采用杆部反挤头部正挤复合工艺铝合金拉杆,最大限度地利用318t油压机设备能力,模具结构简单。挤压力小,产品导电率及强度达到需求标准,采用本工艺生产效率大大提高。
参考文献
[1]陈娟娟,唐全波,赵建华,等.铝合金连杆的双重挤压铸造模具设计[J].热加工工艺,2011,40(3):207-209.
[2]黄英杰.铝合金拉杆复合挤压工艺及模具设计[J].制造技术与机床,2009(7):18-19.
- 对阅读教学中拓展与延伸的误区剖析与策略研究
- 探讨拼音教学在小学语文教学中的意义和地位
- 初中语文课堂教学评价策略探讨
- 探析九年级作文有效性教学
- 小学语文看图写话的教学策略分析
- 创设情境,激趣促教
- 浅析文言文教学现状及对策
- 提高小学中年段学生口语交际能力的策略探讨
- 高中语文文言文教学思路探究
- 识字教学:抓牢小学语文的根
- 浅谈提高小学低年级写字能力的基本策略
- “比较赏析”在高中语文古典诗歌教学中的应用探讨
- 苏教版初中语文《背影》教学探析
- 识字教学有滋有味
- 依托职业性质 发挥教学特色
- 构建高中语文高效课堂的优化策略探析
- 如何指导小学高年级学生的语文预习
- 浅谈以人教版《苏州园林》为例谈说明文的教学
- 小学语文识字启蒙策略
- 品名思教
- 小学语文阅读教学策略探索
- 让插图“动”起来
- 试析对外汉语教学与中学语文教学的差异
- 初中语文“名著导读”教学现状及策略
- 浅谈小学语文教学中课堂气氛的营造方法
- corps
- corpse
- corpses
- corpsy
- corpus
- corpuscle
- corpuscles
- corpuscularities
- corpuscularity
- corpuscules
- corpuses
- corral
- corraled
- corraling
- corralled
- corralling
- corrals
- correct
- correctabilities
- correctability
- correctable, correctible
- corrected
- correcter
- correctest
- correctibilities
- r2022090410005370
- r2022090410005371
- r2022090410005373
- r2022090410005374
- r2022090410005375
- r2022090410005377
- r2022090410005378
- r2022090410005379
- r2022090410005380
- r2022090410005382
- r2022090410005383
- r2022090410005384
- r2022090410005386
- r2022090410005387
- r2022090410005388
- r2022090410005389
- r2022090410005391
- r2022090410005392
- r2022090410005393
- r2022090410005394
- r2022090410005396
- r2022090410005397
- r2022090410005399
- r2022090410005400
- r2022090410005402