余楚华


【摘?要】本文根据工地钢轨闪光焊施工接特点,以氧气-乙炔火焰正火为研究对象,结合以往的施工经验进行理论分析,通过不断的实践,总结出一套具体可控的正火措施。
【关键词】钢轨闪光焊;火焰正火;可控;措施
Importance of flame normalizing process control of rail flash welding head
Yu Chu-hua
(China Railway First Bureau Group New Transportation Engineering Co., Ltd?Xianyang?Shanxi?712000)
【Abstract】In this paper, according to the characteristics of rail flash welding in construction site, taking oxygen-acetylene flame normalizing as the research object, combining with previous construction experience, theoretical analysis is carried out, and through continuous practice, a set of concrete and controllable normalizing measures are summarized.
【Key words】Flash welding of rail;Flame normalizing;Controllable;Measures
1. 前言
随着铁路运输的高速发展,为了满足提速和重载的需要,无缝线路建设已经全面普及。无缝线路钢轨焊接主要以闪光焊为主体,其焊后的接头性能并不是很完美,容易形成粗晶和发展缺陷,接头的金属性能不稳定,组织结构不牢固,,对铁路预算和安全运行造成很大的影响。因此,需要对钢轨闪光焊接头进行热处理,通过正火工艺来改善和加强钢轨闪光焊接头的韧性和塑性,减少应力,增加抗脆裂性能,从而提高钢轨使用寿命。
2. 正火的目的与工艺原理
(1)钢轨焊接后正火热处理的目的是消除因焊接热循环而产生的热影响,改善焊接接头的综合机械性能,细化晶粒,提高韧性,改善焊接残余应力的分布。钢轨焊后正火热处理对接头的质量起着决定性作用。
(2)正火热处理方式大概分为中频感应正火和气体火焰正火两种,厂焊基本都采用的是中频电感应正火的方法,而施工现场因地制宜,仍使用火焰正火的热处理的方法。氧气-乙炔正火属于外热式传导加热,它是利用氧气-乙配比混合后通过加热器使热量通过钢轨外部向钢轨内部传导,属于热传导加热方式,这种方式热处理具有温度不容易控制,分布不均匀,速度慢,效率差等缺点,人为和环境因素影响较大,热处理效果不稳定,但是如果能严格控制正火工艺流程,也可以达到预期的效果(现场气体火焰正火见图1、厂焊中频感电应正火见图2)。
3. 正火过程中存在的问题
施工单位的正火人员中,有许多是聘用的劳务工或是分包给劳务队,他们没有经过系统的培训,不明白正火的原理,随性操作很容易导致焊接的接头没有达到预期的效果甚至报废焊头。
3.1?正火时的起始温度较高。夏季施工时,尤其是地铁隧道内焊头降温速度慢,由于着急抢工,在表面温度还没有降至500℃以下就开始正火作业,使接头内部金属组织还没有完全转变的情况下进行再次加热,很容易形成粗晶,导致接头的机械性能差,给探伤造成阻碍,最终结果就是返工,对接头进行二次正火。
3.2?正火时的终止温度过高或过低。焊后正火加热温度控制是否合适,是衡量焊后热处理效果的关键。当正火结束时温度大于 950 ℃时,奥氏体晶粒组织会迅速长大,冷却后,转变成的珠光体和铁素体晶粒组织也变得相对粗大,接头的韧性和塑性会很低。当正火结束时温度低于850℃时,会导致焊接的接头无法达到正火热处理的目的,由于正火加热不足,使焊接接头奥氏体化未能充分进行,从而形成粒状珠光体显微组织,使焊头硬度较低,接头内部存在金属组织不均衡,不牢固的现象,线路长期运营过程中容易出现低塌和严重的磨损,抗冲击和疲劳效果很差。
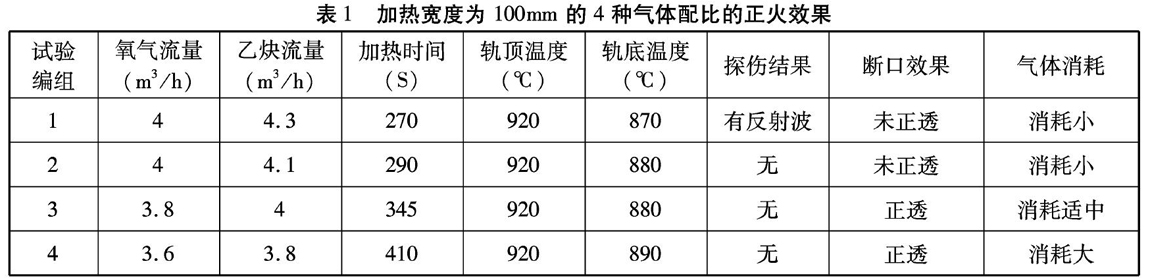
3.3?气体配比调试不合适导致加熱时间缩短或增加。氧气-乙炔正火属于热传导加热方式,这种方式热处理具有温度不容易控制,分布不均匀等特点。
(1)乙炔适当,氧气过大时,火焰相对较硬,正火时间缩短。首先,这种调节方法,容易爆管,中途正火时出现正火停顿,严重影响接头正火质量。其次,由于火焰很硬,容易造成表面温度达到,而内部导热温度没有达到要求,只是强化了钢轨表层,在空冷过程中金属组织高温应力过大,形成内部断层,在运营过程中形成裂纹源和掉块现像。
(2)乙炔适当,氧气过低时,火焰相对较软,正火时间长。这种加热模式接头塑性差,接头氧化损耗和正火气体损耗大,成本控制较难,不建议使用。
(3)氧气适当,乙炔过低或过高时,火焰状态不理想,乙炔低时火焰呈蓝色细短,火焰成分大部分是氧气,达不到加热效果。乙炔过高时,火焰呈白色粗长,氧气显得又不足,火焰喷射力度小,强度不够,同样达不到加热效果。只有根据气控箱的性能适当的调节氧气-乙炔配比,才能高效率的达到接头正火达到目的。
3.4?正火加热宽度和摆幅对接头的影响。接头正火对于加热的宽度和加热器的摆动速度也有很高的要求,加热范围过窄,接头焊缝和两端的钢轨母材金属组织不一致,更容易形成接头缺陷;加热范围过宽,范围越长越能接近表面温度要求,但太长势必会造成不必要的材料浪费和时间浪费。加热器来回摆动的频率具有较高的要求,摆动过慢时,在两端的边缘会形成温度差,容易造成钢轨从温差处断裂;摆动过快时,接头升温极快,形成较大的高温应力,不利于空冷结晶过程,对接头的综合性能影响较大。
- 基于核心素养的高中数学教学初探
- 信息技术在小学数学教学中的应用
- 小学数学课堂教学中小组合作学习的运用策略分析
- 小组合作学习在高中数学教学中的应用分析
- 小学语文小组合作学习中后进生的地位转化分析
- 初中语文课堂阅读有效性研究
- 新时期关于提高初中物理课堂教学效率的实践与探索
- 小学品德与社会课程教学有效性提升策略探究
- 探析案例教学法在高职建筑法规课程教学中的应用
- 浅析提高高职学生管理工作效率的途径
- 高职学院保险教学新模式探索
- 以就业为导向分析高职航空类院校旅游管理专业的优势
- 探讨学生创新能力的培养对中职计算机教学方法的改善
- 关于信息技术与课程整合在中职教学中的应用探讨
- 用爱成就职教学生的希望
- 新时代高职院校育人质量提升路径思考
- 高职思政课信息化教学现状与改革研究
- 微课在计算机应用基础课的应用分析
- 布艺教学初探
- 中餐烹饪与营养膳食专业校企合作办学影响因素的研究
- 探究乡镇成人教育向社区教育转型的思路分析
- 当下文言文新问题之解析
- 了解幼儿舞蹈教学与舞蹈创新
- 学前教育专业幼儿绘画教学指导策略探析
- 幼儿园音乐活动评价存在的问题及其改进
- whisper²
- whisper¹
- whistle
- whistle-blower
- whistleblower
- whistle blower
- whistle-blowers
- whistle-blowing
- whistle-blowings
- whistled
- whistles
- whistle-stop
- whistle stop
- whistle-stopped
- whistle-stopping
- whistle-stops
- whistle²
- whistle¹
- whistle-ˌblower
- whistle-ˌblowing
- whistling
- white
- whitebait
- whitebaits
- white-bearded
- 每饭不忘
- 毐
- 毑
- 毒
- 毒一处
- 毒上加毒
- 毒不破不出
- 毒乱
- 毒人
- 毒儿
- 毒光
- 毒兽
- 毒切
- 毒刑
- 毒刑拷打
- 毒利
- 毒到家了
- 毒剂
- 毒化
- 毒品
- 毒在里面
- 毒奶粉
- 毒威
- 毒孽
- 毒害