

摘要:
以纳米CaSiO3粉末和316L不锈钢粉末为原料,利用高能球磨和选择性激光熔化(SLM)技术成功制备出316L/nCaSiO3医用复合材料,并对其进行微观组织观察及力学性能测试。结果显示,复合材料中CaSiO3含量是决定产品最终结构缺陷与稳定性的一个重要因素。在SLM过程中,扫描速度和激光功率决定了熔融是否充分完全,熔融不充分会使样品中产生大量缺陷,熔融过度会使样品性能不稳定。另外,增加激光功率,减小扫描速度,可以有效地提高样品的致密度。综合考虑,选用316L不锈钢/5CaSiO3(CaSiO3的质量分数为5%)复合材料,在160 W,400 mm/s条件下制备的样品性能稳定。
关键词:
316L不锈钢; 金属陶瓷复合材料; 选择性激光熔化; 微观组织
中图分类号: TM 911.4 文献标志码: A
Preparation and Creation of the Composite of 316L Stainless
Steel and CaSiO3 for Bone Repairing Implantation
MA Zhengjie REN Can YAN Biao WANG Lianfeng CHENG Lingyu2
(1.School of Materials Science and Engineering, Tongji University, Shanghai 200092, China;
2.Shanghai Spaceflight Manufacture Co., Ltd., Shanghai 200245, China)
Abstract:
Using nano CaSiO3 powders and 316L stainless steel powders successfully composed the biocomposite 316L/nCaSiO3 by means of high-energy ball-milling and selective laser melting(SLM) technology.Samples of 316L/nCaSiO3 were then subjected to microstructure observations and mechanical property inspection.The results indicate that the CaSiO3 content in composites is a significant factor to determine the structural defects and stability of final products.During SLM,scanning speed and laser power determine the completeness of melting.Insufficient melting results in a large number of defects in the sample.Excessive melting leads to unstable properties of the sample.Increasing of laser power and decreasing of scanning speed can effectively improve the sample density.According to the present results,composite containing 5% CaSiO3,under laser power of 160 W and scanning speed of 400 mm/s have the highest density and least defect.
Keywords:
316L stainless steel; composite powder material; selective laser melting; microstructure
金属生物陶瓷生物医用复合材料同时具有金属优异的综合力学性能和陶瓷的生物特性,为制备人体植入体材料开辟了一条新途径。316L不锈钢具有良好的综合力学性能、易加工、价格低廉的特点[1],是国内外较早成为人体硬组织修复和植入的材料,多应用于人工植入骨骼、心血管支架、矯形支架以及种植牙等方面[2]。但316L不锈钢在临床应用中仍存在以下几个问题:(1) 生物相容性差;(2) 耐腐蚀性有待提高;(3) 存在应力遮蔽[3]。目前生物陶瓷在临床上主要应用于修复和重建病变或损坏的骨骼系统,其具有优良的耐腐蚀性、生物相容性和骨诱导性[4]。但生物陶瓷的综合力学性能较差,单一生物陶瓷材料制备出的骨骼在承重等方面有明显的缺陷[5];另外,陶瓷制备成型工艺复杂,可加工性差,限制了其作为骨修复材料的应用[6]。因此,选用316L不锈钢/生物陶瓷制备成的复合材料,一方面具有金属材料优良的力学性能;另一方面由于加入了生物陶瓷,弥补了金属材料生物相容性和耐腐蚀性差的缺点[7]。本文研究对象为用于人体骨骼内植物的316L不锈钢/生物陶瓷复合材料。利用高能球磨和选择性激光熔化(SLM,selective laser melting)技术制备出复合块体材料,并通过对不同含量、不同成形条件的粉体和块体材料进行表面形貌观察以及分析,进行复合材料的优化设计,力图得到一种组织致密、性能适配的316L不锈钢/CaSiO3复合医用生物材料成分设计与制备工艺参数。
1 316L不锈钢/nCaSiO3的制备
试验采用机械球磨的方法制备316L不锈钢/nCaSiO3复合粉体材料,并通过SLM设备将粉体制备成复合块体材料。SLM设备型号为HRPMⅡ,选取具体参数为:铺粉层厚0.02 mm,扫描间距0.07 mm,扫描速度350,400,450和500 mm/s,激光功率120,140,160和180 W,采用逐行交叉扫描方式。
1.1 复合粉体材料的制备
第一步球磨时将316L不锈钢粉末与CaSiO3粉末按质量95∶5,90∶10,85∶15进行配比(316L不锈钢/nCaSiO3中n分别为5,10,15即CaSiO3占复合材料总质量的5%,,10%,15%),不锈钢粉末质量为500 g。将称量好的复合粉末置入行星式球磨机中搅拌球磨,球料比(质量比)为10∶1,转速为200 r/min,球磨时间为8 h。将球磨完全后的粉末用250目的振动筛进行球料分离,并将分离后的复合粉末放入真空干燥箱中干燥12 h。对干燥后的各成分复合粉末进行粒径分布分析,结果如图1所示。从图1中可以发现,与纯316L不锈钢粉末相比,复合粉末平均粒径明显增大,粒径分布更加分散,且随着CaSiO3含量的增加,越为明显。
图1 复合粉末粒径分布
Fig.1 Particle size distribution of composite powders
1.2 块体材料制备工艺
SLM技术的基本加工原理是通过切片软件得到三维零件切片信息,并将信息传递给振镜来控制激光束的运动轨迹,之后将被激光熔化的单层金属粉末层堆积成最终的零件[8-9]。SLM技术成形的零件晶粒细小,综合性能突出,相比其他快速成型技术,其在成型高精度、精密结构零件方面有很大的优势[10]。本试验中,利用SLM技术分层制造的特点,从激光功率和扫描速度两个方面重点研究单道熔覆线条的质量,为实体制造提供一定参考。单道熔覆线条质量判断准则主要有以下四点:(1) 单道熔池必须光滑、连续,不能有孔洞或其他缺陷;(2) 单道熔池必须穿透基板表层;(3) 单道熔池必须有一定高度;(4) 单道熔池与基板接触角应接近90°[11]。
试验中使用的纯316L不锈钢粉末平均粒径为35 μm,热扩散系数为3.6×10-6 m2/s,试验设备为HRPMⅡ型SLM快速成形系统。单道熔覆线条试验中粉末层厚为0.02 mm。通过对激光功率(80,100,120,140,160,180,200和220 W)和扫描速度(250,300,350,400,450,500,550和600 mm/s)两个变量的正交试验和熔覆线条表面形貌的金相观察,得出两变量对单道熔覆质量的影响,确定最优工艺参数。
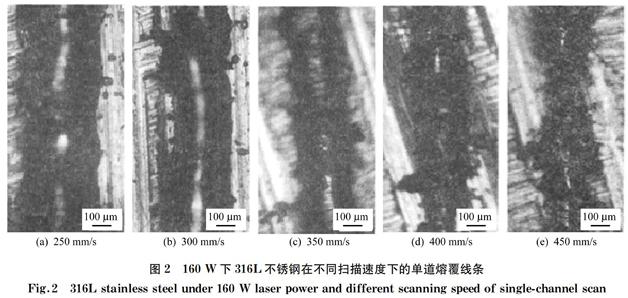
通过对160 W功率下不同扫描速度熔覆线条表面形貌(图2)进行观察发现,在相同激光功率下,随着扫描速度的增大,熔覆线条宽度减小。当扫描速度为550 mm/s时,出现了熔覆线条不连续和球化现象。当扫描速度为350和400 mm/s时,熔覆线条连续匀称,表面呈鱼鳞状,且没有明显缺陷,基本符合后续块体成形的需要。当扫描速度为250 mm/s时,熔覆线条过宽,且熔池有明显溢出现象。另外,在相同扫描速度下进行对比发现,较小激光功率的变化对单道扫描的熔覆线条宽度影响不明显。综合上述观察结果,并结合对其他功率下单道熔覆线条的观察分析,选出4组较为理想的工艺参数,激光功率和扫描速度分别为:120 W,400 mm/s;140 W,400 m/s;160 W,400 mm/s和180 W,400 mm/s。
图2 160 W下316L不锈钢在不同扫描速度下的单道熔覆线条
Fig.2 316L stainless steel under 160 W laser power and different scanning speed of single-channel scan
块体材料成形过程中,铺粉层厚为0.03 mm,扫描间距为0.08 mm,采用上述选出的四组较为理想的工艺参数。控制系统的制造模式为连续制造模式,在制造前对仪器基板进行预热。将加工完成后的试样用线切割从基板上分离,之后在超声波清洗仪中分别用丙酮、酒精清洗20 min,吹干后保存以备后续试验。
2 材料表面形貌与微观组织
为了进一步研究制备的粉体材料和块体材料的性能,确定工艺参数和CaSiO3含量对材料表面形貌与微观组织的影响,利用扫描电子显微镜(SEM)、能谱仪(EDS)对材料的微观组织和成分进行观察和分析。
2.1 粉体材料的表面微观形貌分析
将球磨后且经过真空干燥的复合粉末在SEM
下觀察,得到的表面微观组织形貌的照片如图3所示。从图3中可以看出,经过机械球磨后,复合粉末颗粒保持良好的球形度,但316L不锈钢粉末的表面变得粗糙。CaSiO3粉末大多包覆在316L不锈钢颗粒表面,少部分散落在316L不锈钢颗粒之间或与316L不锈钢颗粒团聚成不规则的形状。对比图3(a),(b)和(c)发现,随着CaSiO3粉末含量的增加,团聚现象更为明显,颗粒球形度下降。对316L不锈钢/5CaSiO3复合粉体表面进行EDS分析以进一步研究CaSiO3粉末在不锈钢颗粒表面的结合情况,得到点EDS分析结果如图4所示。其中图4(b)为图4(a)中方框区域高倍放大照片,图4(c),(d),(e)分别为Ca,Si,Fe元素面EDS分析结果。从图4中可以看出,Ca,Si在Fe表面分布均匀,粗糙度较低,没有明显球化现象。
对316L不锈钢/15CaSiO3复合粉末中的小颗粒进行点EDS分析,结果如图5所示。通过EDS分析结果可以看出,316L不锈钢/15CaSiO3粉末中的小颗粒主要构成元素为O,Si,Ca以及少量的Fe和Cr,说明小颗粒主要为未包覆在316L不锈钢颗粒表面的CaSiO3粉末团聚形成的不规则形状物。
图3 316L不锈钢/nCaSiO3复合粉末表面形貌的SEM照片
Fig.3 SEM images of surface appearance of 316L stainless steel/nCaSiO3 composite powders
图4 316L不锈钢/5CaSiO3复合粉末表面形貌和面EDS分析
Fig.4 Morphology and EDS spectra analysis surface of 316L stainless steel/5CaSiO3 composite powders
图5 316L不锈钢/15CaSiO3复合粉末表面形貌和点EDS分析
Fig.5 Morphology and EDS point analysis of 316L stainless steel/15CaSiO3 composite powders
2.2 塊体材料表面形貌与组织分析
2.2.1 块体材料表面形貌分析
用SEM观察不同激光功率下纯316L不锈钢块体试样表面形貌缺陷,如图6所示。在低激光功率成形条件下,试样表面粗糙多孔。激光功率为120 W时,由于
激光功率较低,能量不足,熔池温度较低,粉末熔化
不完全且铺展性差,熔池中存在大量未熔粉末,无法
与激光熔覆层紧密贴合,缺陷相连,形成图6(a)中的大孔洞缺陷。激光功率为140 W时,孔洞明显减小,且几乎不存在未熔粉末,但仍有明显缺陷,如图6(b)所示。当激光功率为160 W时,试样表面只有少数小孔缺陷存在,且整体样貌平整,相邻熔覆线条间无熔池堆积或溢出现象,如图6(c)所示。当激光功率为180 W时,由于能量过高,粉末熔化时部分粉末被吸附到熔覆线条表面,从而熔覆线条间隔处出现熔池堆积现象,如图6(d)所示,此时得到的成形件性能不稳定。因此,激光功率过低会出现大量缺陷,降低样品强度;激光功率过高,会使样品性能不稳定。本试验中理想的激光功率为160 W。
图6 不同激光功率下316L不锈钢块体样品表面形貌
Fig.6 Block sample surface appearance of 316L stainless steel under different laser powers
在SLM技术制备块体材料过程中,球化效应的
存在会影响试样的性能和最终成形。球化效应是在
样品制备过程中,熔融金属表面张力或湿润性差等原因导致的在样品表面形成金属小球的现象[12]。球化效应会使得样品表面粗糙,并且对样品的影响不断累加,最终可能导致成形失败。球化效应导致成形失败的过程示意图如图7所示[13]。产生球化的主要原因是熔融层表面存在氧化膜阻碍了层间的
黏结,可以通过降低原材料中氧含量、增加激光功率、降低激光扫描速度、激光重复扫描等方式减少球化现象[14]。
图7 球化效应导致成形失败的过程示意图[13]
Fig.7 Diagram of forming failure process due to balling effect[13]
2.2.2 块体试样致密度分析
SLM技术中判断成形件质量的一个重要参考指标就是成形件的致密度,影响SLM成形件致密度的工艺参数有很多,例如激光功率、扫描速度、扫描间距、铺粉层厚等,本文主要研究激光功率对样品致密度的影响。用密度仪对316L样品进行测量,结果如图8所示。从图8中可以看出,样品致密度随着激光功率的提高而增大,在180 W条件下,样品致密度达到99%,接近全致密。这是因为随着激光功率的提高,熔池中吸收的能量提高,粉末熔化更充分,熔道深度加深、宽度增大且表面氧化层在高能量下被除去,减小了样品的球化效应[15],从而使样品表面更光洁完整。另外,多余的激光能量可以促使粉末中气体排出,减少气孔缺陷。因此,提高激光功率可以有效地提高样品的致密度,另外,降低扫描速度也同样可以达到增大样品致密度的目的。
选用160 W激光功率成形不同CaSiO3含量的样品,用密度仪检测其致密度的结果如图9所示。从图9中可以看出,316L不锈钢/nCaSiO3块体的致密度随着CaSiO3含量的增加而急剧减小。当CaSiO3的质量分数达到10%时,样品的致密度为88.2%,已低于90%,此时得到的样品性能不稳定性较高。综合考虑CaSiO3对粉体材料组织的影响,当CaSiO3的质量分数达到10%以上时,材料中缺陷明显增多,并出现大尺寸孔洞,不能保证成形件的稳定性,因此,选用的工艺参数中,CaSiO3的质量分数应在10%以下。
图8 不同激光功率下316L不锈钢块体样品致密度
Fig.8 Block sample density of 316L stainless steel under different laser powers
图9 160 W激光功率下316L不锈钢/nCaSiO3块体样品的致密度
Fig.9 Block sample density of 316L stainless steel/nCaSiO3 under 160 W laser power
3 结 论
(1) 利用高能球磨工艺成功制备了316L不锈钢/nCaSiO3复合粉体材料,成功实现了使纳米CaSiO3粉末在316L不锈钢基体粉末中均匀弥散分布的目标。利用SLM技术,能成功制备出性能稳定的316L不锈钢/nCaSiO3块体材料。
(2) 通过研究粉体材料的表面形貌和粒径分布,确定了CaSiO3粉末在316L不锈钢基体粉末中的分散方式。
(3) 综合考虑材料的致密度、表面形貌缺陷等因素,得到的较理想的工艺参数为n为5、激光功率为160 W、扫描速度为400 mm/s,此时得到的316L不锈钢/5CaSiO3块体材料致密度较高,缺陷较少,且无大尺寸孔洞,内部可形成大量等轴晶。
参考文献:
[1] 孙建华,刘金龙,王庆良,等.医用316L不锈钢表面改性的研究进展[J].材料导报,2011,25(5):95-98.
[2] CARDENAS L,MACLEOD J,LIPTON-DUFFIN J,et al.Reduced graphene oxide growth on 316L stainless steel for medical applications[J].Nanoscale,2014,6(15):8664-8670.
[3] HAO L,DADBAKHSH S,SEAMAN O,et al.Selective laser melting of a stainless steel and hydroxyapatite composite for load-bearing implant development[J].Journal of Materials Processing Technology,2009,209(17):5793-5801.
[4] 陈德敏.生物陶瓷材料[J].口腔材料器械杂志,2005,14(3):157-158.
[5] CHEN H F,CLARKSON B H,SUN K,et al.Self-assembly of synthetic hydroxyapatite nanorods into an enamel prism-like structure[J].Journal of Colloid and Interface Science,2005,288(1):97-103.
[6] 于佳,俞建长,黄清明,等.一维纳米羟基磷灰石的制备与表征[J].中国陶瓷,2009,45(10):34-36.
[7] DONG L X,WANG H M.Microstructure and corrosion properties of laser-melted deposited Ti2Ni3Si/NiTi intermetallic alloy[J].Journal of Alloys and Compounds,2008,465(1/2):83-89.
[8] LI RUIDI,SHI YUSHENG,WANG ZHIGANG,et al.Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting[J].Applied Surface Science,2010,256(13):4350-4356.
[9] 闫占功,林峰,齐海波,等.直接金属快速成形制造技术综述[J].机械工程学报,2005,41(11):1-7.
[10] 王黎.选择性激光熔化成形金属零件性能研究[D].武汉:华中科技大学,2012.
[11] KEMPEN K,THIJS L,VAN HUMBEECK J,et al.Processing AlSi10Mg by selective laser melting:parameter optimisation and material characterisation[J].Materials Science and Technology,2015,31(8):917-923.
[12] DAS S.Physical Aspects of Process Control in Selective Laser Sintering of Metals[J].Advanced Engineering Materials,2003,5(10):701-711.
[13] YAP C Y,CHUA C K,DONG Z L,et al.Review of selective laser melting:Materials and applications[J].Applied Physics Reviews,2015,2(4):041101.
[14] LI R D,LIU J H,SHI Y S,et al.Balling behavior of stainless steel and nickel powder during selective laser melting process[J].The International Journal of Advanced Manufacturing Technology,2011,59(9/10/11/12):1025-1035.
[15] 魏青松,王黎,張升,等.粉末特性对选择性激光熔化成形不锈钢零件性能的影响研究[J].电加工与模具,2011(4):52-56,69.
- 浅淡如何培养学生数学学习的兴趣
- 试论音乐鉴赏中的美育教育
- 税务会计教学改革探讨
- 浅析目前我国保险公司内部控制存在的问题
- 浅谈目前医院应收医疗款问题及管理措施
- 加强新时期和谐矿区建设的研究与实践
- 当前消防监督工作 存在的主要问题及对策分析
- 浅析我国公共租赁住房政策
- 适应社会需求 提升大学生就业竞争力
- 新时期加强和改进 高校反腐倡廉教育及工作机制的研究
- 春到中平
- 问计于民大走访 上门纳谏求实效
- 创先争优激活力 砥砺征程尽从容
- 雄关漫道真如铁 而今迈步从头越
- 岳恒杰:一个农村娃的创业传奇
- 鸾凤鸣山川 伏牛舞彩练
- 顽固的“买路钱”:国人无法承受之“贵”
- 平安时代的日本园林文化
- 树育人先锋 显普高魅力
- 开拓创新谋发展 特色鲜明誉中原
- 特色办学 精细管理 跨越发展
- 大手笔 大变革 大发展 大跨越
- 扬创新之帆 辟育人蹊径
- 不懈奋斗八十载 创新发展构和谐
- 传播比干妈祖文化 构建和谐文明新乡等
- unprecedentednesses
- unprecious
- unpreciously
- unpreciousness
- unpreciousnesses
- unprecipiced
- unprecipitate
- unprecipitated
- unprecipitately
- unprecipitateness
- unprecipitatenesses
- unprecipitative
- unprecipitatively
- unprecipitous
- unprecipitously
- unprecipitousness
- unprecipitousnesses
- unprecisely
- unpreciseness
- unprecisenesses
- unprecludable
- unprecluded
- unpreclusive
- unpreclusively
- unprecocious
- 貂蝉满座
- 貂蝉盈座
- 貂蝉续狗尾
- 貂蝉长
- 貂蟟
- 貂裘
- 貂裘换酒
- 貂裘敝
- 貂颏
- 貂鼠
- 貅
- 貆
- 貆猪
- 貆豪
- 貉
- 貉一丘
- 貉子
- 貉睡
- 貉绒
- 貊
- 貊兽
- 貌
- 貌不亏人
- 貌不惊人
- 貌不惊人,言不压众