解志强


摘要:介绍灯泡贯流式机组轴瓦的刮研方法和技术要求。
Abstract: This paper introduces the scraping method and technical requirements of the bearing of the bulb tubular unit.
关键词:灯泡贯流式机组;刮研工具;径向轴承;推力瓦;刮研方法
Key words: bulb tubular tubine generator unit;scraping tools;radial bearing;thrust tile;scraping method
中图分类号:[TV734.1]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文献标识码:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章编号:1006-4311(2020)11-0202-02
0? 引言
2017年我单位承建的黎河八级水电站,机组进入正式安装阶段,电站采用灯泡贯流式机组,装机容量1*4000kW,设计水头7.7m,机组引用流量62.59m3/s,多年平均发电量1164.53万kW·h,年利用小时2911h。灯泡贯流式机组结构紧凑,性能稳定,效率较高,广泛用于大流量低水头。在电站机组安装期间,机组轴瓦刮研的质量和间隙的测定对机组能否安全运行至关重要,并且直接影响着机组的使用寿命,水轮机轴承选用的大多是剖分式向心滑动轴承,其材料主要是巴氏合金,其优点是工作平稳可靠,无噪音结构简单,承载力大,可用于重载场合,轴承刮削的质量和间隙的调整不当,很容易造成机组试运行时,温度短时间内升高,超过报警温度,容易造成烧瓦,严重时出现抱轴现象。所以在刮研时,一定要熟悉图纸和技术规范并由经验丰富的技术工人来操作。下面将详细介绍灯泡贯流式机组径向轴承和推力瓦的刮研方法和技术要求。
1? 刮研的作用
刮研是以轴为基准,使轴瓦与轴颈或推力瓦与镜板进行对研,然后进行刮削。通过刮削可以降低轴瓦表面粗糙度值,提高其表面接触度,使工作面紧密贴合,有利于油膜的形成,增加润滑,降低瓦温,提高轴瓦耐磨性,延长工作时间。
2? 刮研工具
工作台:用于放置轴瓦,刮削时使用,高度根据刮削人身高确定,但必须牢固稳定。
三角刮刀和平面刮刀:一般三角刮刀长度选用200-300mm为宜,刮削曲面时使用。平面刮刀长度一般选用300-400mm为宜,刮削平面时使用。也可以根据个人的使用习惯选用,每种至少配备两把。
显示剂:研磨后便于观察接触点。常用红丹粉加透平油调制成糊状,不要调的太稀。显示剂使用时必须保持干净不能有其他脏物,保证瓦面研磨出的接触点的真实性。
行灯:光线暗时或者夜间刮削时使用。
保险丝:用于瓦间隙测量,宜选用直径0.5-1mm的锡基保险丝。
其他:天然双面油石、汽油、白棉布、毛刷、酒精、百分尺等工具。
3? 轴瓦刮研前的准备
3.1 轴瓦的清理
对主轴及轴瓦进行分解并清洗去除表面油渍、毛刺、飞边,认真检查轴颈瓦面是否有损伤、刮碰或缺陷,做好进一步清理和处理。
3.2 轴瓦刮削量的确定
将主轴放在支架上进行固定一定要稳定牢靠,把轴瓦表面与轴颈用酒精清洗干净,然后进行轴与轴瓦的装配,拧紧固定螺栓结合面用塞尺进行检测是否贴实,通过装配来确定轴瓦的間隙和刮削量。如果组装后轴瓦无法转动表明轴瓦与轴的加工间隙过小,为了减小刮削量和检修时瓦间隙调整方便,可通过在结合面处加装铜垫来进行调整,轴瓦能转动即可。
4? 轴瓦的刮削
刮削顺序:轴瓦的粗刮和细刮→轴瓦的精刮→侧间隙刮削。
4.1 上下轴瓦的粗刮和细刮
轴承上下瓦面均匀的涂上一层薄薄的红丹油不可过多,以免影响接触点的真实性。进行组装研磨,转动轴承4-5圈,以能清晰看到接触点为好。研磨后的瓦面又黑又亮的是最高处,黑而不亮的是较高处。刮前几遍时一般轴瓦接触面积较小,下刀适当重些,刀的运动幅度可大些,把接触点全部刮掉,没接触点的地方不允许刮削,刮削方向不可一致,两次刮削交叉45-60°,且刀花排列有序,每遍刮削完成后,用毛刷或压缩空气对瓦面进行清理,保持瓦面洁净无脏物。然后涂上红丹油进行反复研磨刮削,当下瓦面60°范围内布满接触点时,轴瓦的粗、细刮削完成。
4.2 轴瓦的精刮削
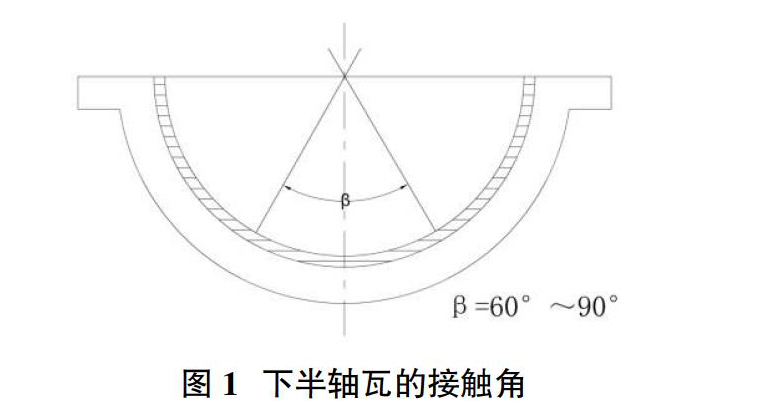
精刮是将接触面积和接触点刮研达到图纸要求,在对较大接触点进行破大点,使大点变成多个小点,保留亮而实的接触点。接触点周围要适当刮低,形成凹坑。这种实而浅的凹坑有利于形成油膜,最后要求是在下瓦60-90°范围内布满接触点,每平方厘米2-3点的要求,如图1所示。
4.3 轴瓦的侧间隙刮削
精刮完成后按照图纸要求将润滑油楔侧间隙刮削出来,可将轴瓦下部分用样板纸或硬纸板做出样板,把接触区位置在轴瓦表面用记号笔画出来。对轴颈两侧润滑油楔进行刮削,要求是从瓦口处由深渐浅圆滑过渡不要有错台,无明现界限。刮削量用塞尺进行检测,两端要保留一部分,防止润滑油从轴两侧流出。
5? 轴瓦间隙的测定
径向轴瓦间隙分为顶部间隙和侧间隙,侧间隙一般是顶间隙的1/2。如图2所示。
5.1 顶部间隙的测定
顶部间隙是在刮瓦完成后在軸瓦结合面加铜垫片,来达到图纸要求或技术规范,通常采用压铅法来测量顶部间隙,一般用6段长度20-30mm直径为0.5-1mm的锡基保险丝,抹少量黄油分别固定在轴颈和瓦的结合面上。如图3所示。
装上轴瓦打入定位销,拧紧固定螺栓将保险丝压扁,然后拆开轴瓦取出保险丝,用0-25mm百分尺进行厚度测量,并按位置做好记录。
计算如下:
a1=c1-(b1+b3)/2
a2=c2-(b2+b4)/2
a1—左侧顶部间隙值
a2—右侧顶部间隙值
c1、c2—轴颈上各段保险丝厚度值。
b1、b2、b3、b4—轴瓦结合面上各段保险丝厚度值。
根据a1、a2值在轴瓦结合面配上适当的铜垫,来确定顶部间隙,铜垫层数不宜超过两层,瓦间隙误差值不超过设计值的±10%。
5.2 两侧间隙的测量
轴颈两侧与瓦的间隙,通常用塞尺来测量,两侧间隙应均匀,侧间隙值是顶部间隙值的1/2。
6? 推力瓦的刮研
6.1 刮研前的准备
刮研前对推力瓦和镜板的表面用汽油进行清理,去除表面油渍毛刺。检查瓦面与镜板表面是否有损伤缺陷,并做好处理,镜板水平放置,底面毛毡和白棉布做好防护。高度可根据研瓦人员身高来确定。
推力瓦的刮研,先根据图纸要求刮出进油边,一般要求是宽10-15mm深0.5-1mm的圆滑斜面,所有非进油边刮成圆弧倒角。如图4所示。
刮进油边可用三角刮刀或平面刮刀来进行。基本成型后用细锉刀进行修整,使表面平整光滑,进油边刮好后开始对推力瓦进行粗刮,清洗瓦面和镜板,涂上红丹油研磨推力瓦,瓦面应与镜板表面要紧密贴合,按工作时的位置进行研磨,双手均匀用力压住推力瓦与镜板做往复弧形运动,幅度应适当。研好后根据接触面积情况进行刮削,每次刮削时方向不可一致。两次刮削交叉45-60°,去除接触点中的大点和亮点,接触面积小时,可以连片刮削,使接触面积逐步扩大。通过反复研磨和刮削,使每块瓦的接触面积不小于95%,通过细刮和精刮使瓦面接触点均匀分布,达到每平方厘米2-3点。
6.2 排花与刮心
最后对推力瓦进行排花,整齐有序的刀花不仅美观,更有利于油膜的形成。刮心是使瓦面中心刮低,推力瓦运行时,抗重螺栓支撑部位的温度较高,容易使推力瓦受热变形。为了减小热变形和机械变形,对瓦面中部1/3-1/2范围内刮低0.01-0.02mm。推力瓦刮削完成后用钢字头打上标记,便于安装和检修。
7? 轴承的组装
在全部径向瓦、推力瓦刮削完成后开始进入轴承组装。组装前将主轴固定牢靠,对轴承各部件进行认真清洗。然后按图纸要求进行组装,组装时各瓦面和轴颈上应涂一层干净的透平油防止水汽生锈,便于润滑。调整好轴瓦和推力瓦间隙各部件组装完毕后,对进油孔、观察孔、测温电阻出线孔进行封堵,以免落入铁屑和灰尘。条件具备后就可以吊装就位了。
参考文献:
[1]林亚一.水轮发电机组的安装与检修[M].北京中国水利水电出版社,2000,8.
[2]徐招才,陈建农.水轮发电机组运行与维护[M].北京中国计划出版社,1999.
[3]张国政.灯泡贯流式水轮机座环支腿焊条电弧焊工艺优化[J].价值工程,2011,30(20):23-24.
- 落实易地扶贫搬迁 打造美丽幸福家园
- 平顺:打破地域桎梏走出易地扶贫搬迁新路
- 创新“六个坚持”“五个体系”“五步工作法”机制推动188万搬迁群众搬得出稳得住能致富
- “五个坚持 、五个强化” 全力推动易地扶贫搬迁
- 新时期易地扶贫搬迁取得巨大成就创新易地搬迁新措施探索走出河南新路子
- 坚守初心 使命担当
- 保供稳价 德兴市价格认定监测管理局在行动
- 坚守岗位 鲜红的党旗在价格监测防疫阻击战一线飘扬
- 陕鄂人民心连心 善行义举显真情
- 威海高新区抓好疫情防控努力保持经济持续健康发展
- 发改系统全力战“疫” 保供应促复产
- 职业院校混合所有制产业学院建设研究综述
- 浅论经济地理学方法在邮政史研究中的应用
- 论大数据时代医院人力资源仪表盘的构建
- 行政过程论视角下公安行政执法信息公开
- 大数据背景下边检机关出入境信息核查工作研究
- 新时代边检警察形象塑造研究
- 自媒体时代边境地区群众工作面临的机遇和挑战
- “双高”建设中安徽省高职图书馆服务能力
- 校企合作背景下高职人力资源管理专业实践
- 现代学徒制从试点到全面推行的实施路径分析
- 游客满意度视角下特色小镇旅游发展策略研究
- 智慧航空城建设的几个关键问题
- 管理层权力、内部控制与高管腐败关系的实证研究
- 经济下行背景下基本公共服务均等的化风险与对策
- apprenticing
- approach
- approachabilities
- approachable
- approachableness
- approachablenesses
- approached
- approacher
- approachers
- approaches
- approaching
- approaching/nearing
- approachless
- approachless.
- approachment
- approach²
- approach¹
- approbation
- approbations
- appropriate
- appropriated
- appropriately
- appropriateness
- appropriatenesses
- appropriates
- 善说隐语的人
- 善谈
- 善谈不倦
- 善谉
- 善谋
- 善谏
- 善财童子
- 善财难舍
- 善败
- 善贾
- 善贾而沽
- 善赏
- 善走
- 善走的猎犬
- 善辩
- 善辩之士
- 善辩之才
- 善辩或诡辩
- 善辩的高手发言持重,不乱发议论
- 善述
- 善通
- 善道
- 善邻
- 善鄙
- 善钱难舍