郭文涛 王禹
酸轧联合机组普遍配置有卧式活套,活套依靠钢丝绳带动活套车在轨道上移动,从而改变活套内带钢的储存量,从而达到在生产线各段速度不匹配时,协调产线的连续运行,使板带保持稳定的酸洗速度和合理的轧制速度,保持产线的整体节奏不降低。其对提高产量和保证质量都有重要意义。在以往的运行过程中,卧式活套主要存在以下三个问题:(1)充套速度达到700m/min,对活套及产线入口的设备造成强烈的冲击,易造成设备的松动、疲劳或冲击性损坏;(2)钢丝绳作为驱动活套车的关键件,其最高承受约800kN的张紧力,并在反复弯曲作用下出现断绳等事故。(3)活套车导向轮在运行过程中易发生故障,造成活套车脱轨的恶性事故;针对以上三个关键问题,通过对产线设备的运行模式及性能的分析,进行了以下的创新改进与优化。
1、活套充套速度的最优化控制
由于入口活套冲套时速度快,对设备冲击力大,造成了多种设备隐患。在酸洗冷轧联合机组的生产过程中,每卷带钢上线进行开卷后,其带头要与前一卷带钢的带尾进行焊接,之后该卷带钢以一定的速度充入入口活套中,待充套完毕后,下一卷带钢再与该卷带钢的带尾焊接。目前酸洗冷轧联合机组入口活套的充套过程中,普遍采用的是以一个恒定的速度进行快速充套,待入口活套达到最大套量,带钢速度随之降至与酸洗工艺段速度一致,直至该卷带钢完全充入入口活套。这样的充套过程导致了活套车很高的运行速度,对入口活套机械设备造成严重的冲击,且在薄带钢快速充套时,易发生带钢跑偏挂断等严重事故。以某厂酸轧线入口活套充套速度为例,每次充套板带都按700m/min的速度进行充套。按此板带充套速度,入口活套小车的运行速度每次充套时都达到120m/min以上。在充套过程中,设备受到很大的冲击。如果降低入口活套充套速度,可以有效减少以上事故。因此在不影响生产节奏的前提下,让入口活套以最低的速度进行充套,使活套区域的设备受到的冲击降至最低,对于酸轧线稳定生产并节省备件费用意义重大。
(1)方案的制定
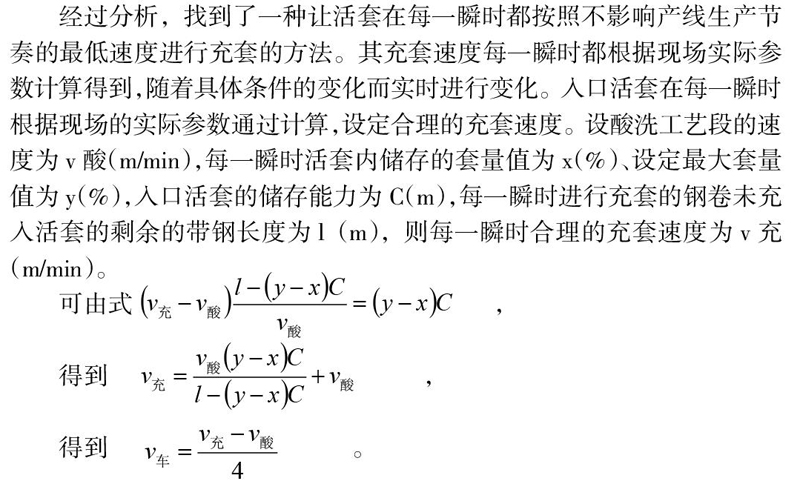
经过分析,找到了一种让活套在每一瞬时都按照不影响产线生产节奏的最低速度进行充套的方法。其充套速度每一瞬时都根据现场实际参数计算得到,随着具体条件的变化而实时进行变化。入口活套在每一瞬时根据现场的实际参数通过计算,设定合理的充套速度。设酸洗工艺段的速度为v酸(m/min),每一瞬时活套内储存的套量值为x(%)、设定最大套量值为y(%),入口活套的储存能力为C(m),每一瞬时进行充套的钢卷未充入活套的剩余的带钢长度为l(m),则每一瞬时合理的充套速度为v充(m/min)。
根据此式算得的v充即为该瞬时最优的充套速度,将该速度赋予系统,控制产线按该速度充套。
(2)???? 活套最优冲套速度控制法的实现
●??? 根据速度控制公式组建速度发生器
通过上述公式将所有相关的数据进行汇总,并针对其中数据进行必要的换算,按照公式进行运算,按照公式进行运算后将速度设定值发送到酸洗入口LCO(线协调)中并通过画面按钮进行使能,达到酸洗入口段的最优速度进行充套。
●??? 根据速度发生器的速度设定值控制生产线
通过MRG中传来的速度的设定值送至LCO生产线速度设定选择块进行选择,当生产线运行在ACC(加速)模式时采用充套最优速度进行充套。
●??? 画面接口
在酸洗入口的主画面上增加速度控制的按钮,操作工可以通过画面上新增按钮实时看到计算后的速度设定值,并根据生产的实际情况来选择使用或者不使用该功能,这样使此功能更加友好。
(3)应用效果
程序投用后,入口活套的充套速度在不影响生产线节奏的前提下,有了大幅度降低,原料厚度3.3以下和品种钢(约占总量一半)在充套时,活套车的运行速度降为原充套方式下降50%以下,厚度4.0以下可降为原速度的75%以下。对活套内设备的冲击情况大为降低。从根本上改善了活套内设备的工作环境。
2、延长活套钢丝绳使用寿命的优化创新
活套钢丝绳是活套区域关键备件之一,在主驱动的作用力下,通过钢丝绳带动活套车进行充套和放套运动。在正常工作情况下,活套钢丝绳始终处于35t至40t力的重载荷作用下。钢丝绳价格昂贵,是活套区域主要物料成本之一。如果能提高钢丝绳的使用寿命,即可节省客观的备件成本。
(1)???? 钢丝绳的选型对寿命的影响。通过参考专业介绍钢丝绳的资料,弄清楚钢丝截面形状与寿命的关系,以及钢丝捻向与寿命的关系。现场原采用钢丝绳采用的是交互捻形式,但根据资料介绍,在恒大张紧力张紧作用下的钢丝绳宜选用顺捻方式,因顺捻方式钢丝绳,在钢丝绳过绳轮弯曲的过程中,内外层钢丝变化方向一致,几乎不产生相对滑动,就减轻了钢丝之间摩擦作用导致的磨损,可大幅延长钢丝绳的使用寿命。另外,钢丝采用异性截面比圆截面使用寿命更长。现场使用钢丝绳开始既用过扁丝的也用过圆丝的,弄清此关系后,明确不再使用圆丝的钢丝绳,另外圆丝钢丝绳还有一项对于耐磨块寿命的危害。
(2)???? 钢丝绳是否工作在扭力状态对于钢丝绳寿命影响大。因工作在扭力状态的钢丝绳,钢丝在使用过程中会多承受一个附加扭转载荷,钢丝绳在弯扭复合载荷的作用下,寿命将大幅降低,容易过早的出现断丝情况,造成钢丝绳的报废。但活套钢丝绳直径44,长度达500多米,不能像安装起重机钢丝绳时,现将钢丝绳完全铺展开,进行释放扭力的工序,于是直接安装使用,扭力是不可避免的存在着,这严重影响了钢丝绳的使用寿命。为了能够释放活套钢丝绳的扭力,公关组从起重吊钩获得灵感,设计了一种活套钢丝绳末端扭力释放装置。
3、活套车脱轨问题的解决
(1)???? 為了提高活套轨道的稳定性,避免在过轨道接口时对导向轮产生冲击载荷,决定采用坩埚焊接工艺将活套轨道进行连接,将一段一段的轨道连接成一个整体,可根本上解决轨道稳定性的问题,而且消除了轨道与轨道之间的接缝,也消除了轨道与轨道之间对正不好的问题,导向轮在过轨道接缝时承受的冲击载荷也不复存在。坩埚焊接过程是将配置好的铝热焊剂放在特制的坩埚中,用高温火柴引燃焊机,变成一定高温的钢溶液,根据工艺要求将坩埚底的封口钉打开,让钢溶液注入预先安放在钢轨接头上的砂型中,将砂型中对接好的钢轨两端部熔化铸成一体,稍待冷却后即除去砂型,并趁红热时对焊头整形,焊接即告完成。这项工艺在高铁轨道方面有应用。在此用于连接活套车轨道起到了预想的效果,而且因活套是个相对封闭的环境,其冬夏温差可保证在20℃以内,因此连接起来后,并不会产生因热胀冷缩造成的破坏。
(2)根据现场情况,制定了由单侧2 套导向轮再增加2 套导向轮的方案,这样单侧安装4 套导向轮,就从根本上杜绝了因为导向轮脱落造成脱轨的可能性。根据现场情况,新增的两套导向轮中,需根据设备具体结构进行重新设计。
4、结语
经过以上措施的实施,活套的三个主要问题得到了根本的解决,最终达到了酸轧联合机组卧式活套的长周期稳定运行,为产线的稳定高质量的生产奠定了坚实的基础。
- 利用技巧优化高中数学解题方法探讨
- 浅谈高中数学学习中Excel软件的应用技巧
- 利用学习共同体 提升自主学习力
- 探究用向量方法解决部分几何问题
- 高中数学教学中数学史内容的融入
- 怎样学好高中数学
- 刍议微课在高中数学教学中的应用
- CAI在高中数学教学中的应用探讨
- 探究情境教学法在高中数学课堂中的使用策略
- 运用结构的齐次化,选换主元解题
- 微课在高中数学学习中使用价值及策略研究
- 浅析导数的两个应用
- 基于专业导向的高等数学教学改革研究
- 翻转课堂在《数学教学设计》教学中的应用研究
- 优化中职数学教学质量的可行路径
- 逻辑空间
- 再议学生主体性学习的有效性
- 书海·爱心
- 浅谈艺术院校辅导员的学生管理能力提升
- 探讨当前形势下高中教学管理的优化
- “评优课”与“常态课”:跨越“鸿沟”,融合共生
- 恢复中小学劳动课的理论和现实分析
- 论新形势下高校辅导员在学生管理工作中的新角色
- 心理健康教育在教育教学中的重要性
- 示范性高职院校建设档案的管理
- predelayed
- predelaying
- predelays
- predelegate
- predelegated
- predelegates
- predelegating
- predelegation
- predelegations
- predeliberate
- predeliberated
- predeliberately
- predeliberates
- predeliberating
- predeliberation
- predeliberations
- predelinquencies
- predelinquency
- predelinquent
- predelinquently
- predeliver
- predelivered
- predeliveries
- predelivering
- predelivers
- 庄雅
- 庄靖集
- 庄静
- 庄顺
- 庄饰
- 庆
- 庆丰收
- 庆九不庆十
- 庆云
- 庆仰
- 庆余
- 庆儿
- 庆元党禁
- 庆典
- 庆削
- 庆功
- 庆功宴
- 庆功祝捷
- 庆勉
- 庆历新政
- 庆叶弄璋
- 庆吊
- 庆吊不行
- 庆吊不通
- 庆命