
摘 要:本文是基于TPX6111B普通卧式铣镗床主轴孔加工工艺方法,总结了此类铣镗床的两种工艺技巧,并结合介绍我厂多年的生产经验,简述了工艺特点。
关键词:铣镗床;主轴箱;加工工艺
TPX6111B普通卧式铣镗床是我厂多年来的经典产品。主轴箱的加工过程和工艺是镗床生产制造过程中较为重要的环节。在镗床的使用过程中,镗轴回转轴线和平旋盘回转轴线的同轴度,这项精度是平旋盘和镗轴的重要精度,其直接影响到镗床的加工精度。由于此类型镗床是配有固定平旋盘结构的镗床,并且还使用了三层主轴组结构,所以在主轴箱前部会有“低头”现象。再加之平旋盘主轴架在Ⅰ墙和Ⅱ墙上,而镗轴架在Ⅰ墙和Ⅳ墙上,进而加重了这种不平衡现象。
1 同轴度检验方法及要求
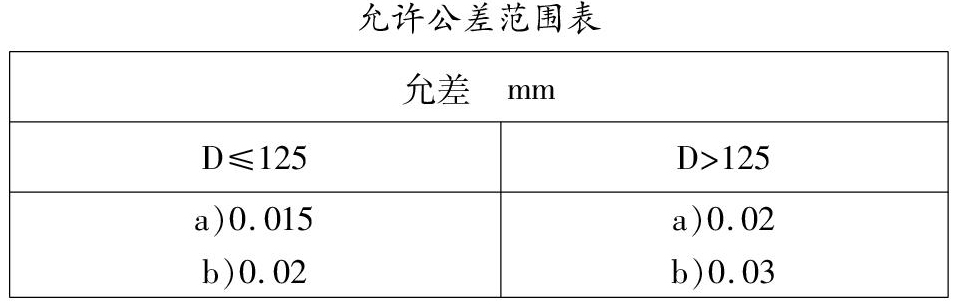
根据出厂要求,镗轴回转轴线和平旋盘回转轴线的同轴度检查两处,见图1,一处在靠近平旋盘端面处;另一处在距平旋盘端面300mm处。检验方法是指示器(即千分表)固定在平旋盘上,其测头分别触及靠近平旋盘端面和距平旋盘端面300mm处的镗轴上,旋转平旋盘进行检验。a处、b处误差分别计算,误差以指示器读数的最大差值之半计,允差见下表。
2 加工工艺方法
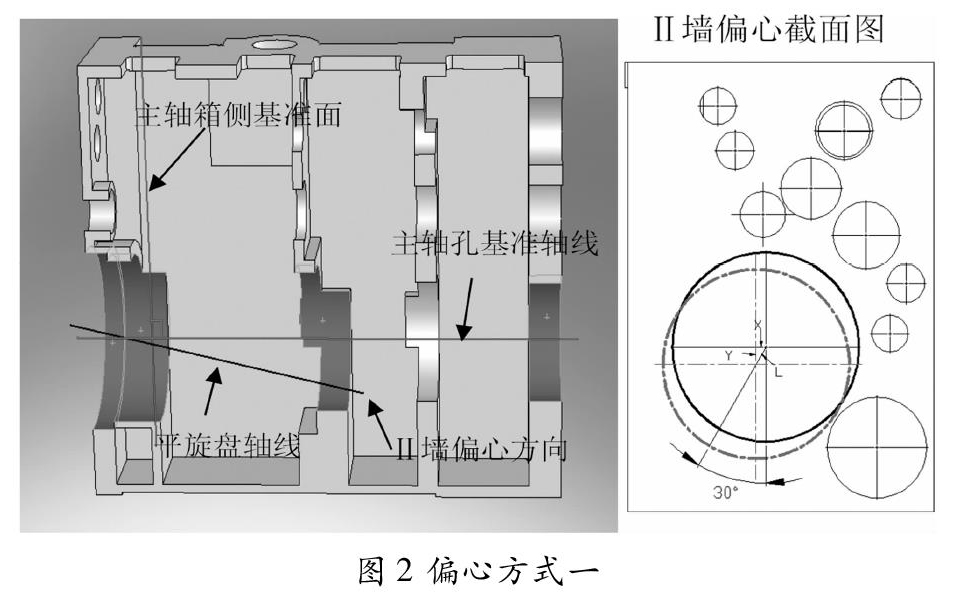
根据结构的原理在箱体加工过程中需要将主轴一个支撑点做偏心处理以保证主轴箱完成装配后主轴与平旋盘同轴度。以下为相同机型主轴孔加工时偏心处理过程,其偏心位置、偏心方向、偏心量、尤其是加工方法有很大的差别。
(1)偏心方式一,见图2,偏心量-0.01至-0.03。偏心方式一是将Ⅱ墙人为向内下方压,为得使平旋盘主轴向上微量翘起来抵消平旋盘重力。
(2)偏心方式二,见图3、偏心量-0.035至-0.045。此方法是将Ⅳ墙向外上方人为偏心,使镗轴适当倾斜来顺应平旋盘重力的影响,实现同轴。
3 结论
此两种方法都是较为成熟的补偿方式,是经过多年经验总结出来数据。以上为两种主轴孔加工方案,理论结果是一致的实现孔的偏心,只是位置不同而已。实际的加工过程是值得研究的。偏心方法一的核心思想是通过Ⅱ墙来压平旋盘主轴实现偏心;偏心方法二的核心思想是通过平旋盘主轴配作第三孔偏心。最后,希望本文能对读者在镗床主轴箱加工过程中有所启发。
参考文献:
[1]《机床设计手册》编写组.机床设计手册[M].北京:机械工业出版社,1986.
[2]王一楠.基于ANSYS的一款卧式铣镗床下滑座有限元分析与研究[A].中共沈阳市委、沈阳市人民政府.第十四届沈阳科学学术年会论文集(理工农医)[C].中共沈阳市委、沈阳市人民政府:沈阳市科学技术协會,2017:4.
作者简介:崔瑶(1987-),女,工程师,主要从事立式加工中心和卧式铣镗床的设计、工艺等方面工作。
- 类风湿性关节炎患者肌骨超声参数与DAS28评分的相关性分析
- 临床麻醉及疼痛治疗中应用不同浓度罗哌卡因的效果观察
- 老年内分泌失调性骨质疏松症内分泌综合治疗48例临床分析
- 白介素32检测联合血管内超声对易损斑块的诊断价值
- 五味消毒饮加减方治疗湿热型粉刺疗效观察
- 苗医敷脐疗法联合金双歧治疗肠易激综合征(腹泻型)临床研究
- 氦氖激光联合西药治疗外耳道真菌病的临床观察
- 对比静吸复合全麻联合硬膜外麻醉与全凭静脉全麻联合硬膜外麻醉对老年骨科手术患者认知功能的影响
- 传统中医推拿疗法结合体外冲击波治疗肩周炎的临床效果评价
- 腹腔镜下切除吻合术对结肠癌伴肠梗阻的临床疗效分析
- 中药保守治疗异位妊娠100例临床分析
- 普外科急性阑尾炎的临床诊治效果分析
- 非哺乳期乳腺炎的病因分析及临床进展
- 带锁髓内钉用于四肢创伤骨折后骨不连患者治疗的临床效果分析
- 埃索美拉唑与奥美拉唑治疗胃溃疡的效果比较分析
- 羟苯磺酸钙胶囊辅助治疗糖尿病视网膜病变患者的临床探析
- 酷似汗腺癌的滑膜肉瘤1例临床病理观察
- 俯卧位降低住院新生儿过度哭吵临床分析
- 中西医结合治疗创伤骨科疾病的临床疗效分析
- 哌拉西林钠舒巴坦钠用药不良反应研究
- 多西他赛联合顺铂治疗晚期非小细胞肺癌的临床疗效观察
- 百令胶囊联合辛伐他汀治疗2型糖尿病肾病的临床疗效
- 丙戊酸钠治疗早期疗效欠佳的首发精神分裂症患者的后期疗效分析
- 细节管理在手术室手术切口感染控制中的应用及效果观察
- 蜡疗联合循经按摩对膝关节炎的护理观察
- mistutoring
- mistutors
- misty
- mistyped
- mistypes
- mistyping
- mist²
- mist¹
- misunderstand
- misunderstandable
- misunderstander
- misunderstanders
- misunderstand(ing
- misunderstanding
- misunderstandingly
- mis-understandingly
- misunderstandings
- misunderstandings'
- misunderstands
- misunion
- misunions
- misuse
- misused
- misusers
- misuses
- 黄糖
- 黄素
- 黄素书
- 黄素诏
- 黄紫色
- 黄紬
- 黄纁
- 黄红而略黑的颜色
- 黄红色
- 黄纸
- 黄纸朱轴
- 黄绀绀
- 黄组卜辞
- 黄结
- 黄绢
- 黄绢句
- 黄绢字
- 黄绢幼妇
- 黄绢幼妇,外孙齑臼
- 黄绢词
- 黄绢语
- 黄绢辞
- 黄继光
- 黄绮
- 黄绵