无菌灌装软冰淇淋浆料加工技术
于金换++孙茂忠++陈英乡++遇艳萍

近几年随着人们生活水平的提高,休闲消费冰淇淋成为时尚趋势,消费冰淇淋的作用不再是防暑降温,而是高雅享受,软冰淇淋作为普通冰淇淋的一个品种其市场占有率也越来越大,同时消费者对软冰淇淋的品质要求也越来越高。
目前国内外软冰淇淋的加工方法主要有两种:1.低温冷藏软冰淇淋浆料2.软冰淇淋粉。由于低温冷藏软冰淇淋浆料需要冷链运输、贮存,保质期短;软冰淇淋粉制作的软冰淇淋成品细腻度差、膨化率低、抗融性差,鉴于此我们需要改变加工工艺以提高产品的整体品质及稳定性。而通过各种物料溶解、加热混合、均质、超高温灭菌、无菌灌装加工工艺生产的软冰淇淋浆料,可以解决低温冷藏的弊端实现常温储存同时由于物料经过加热使物料充分溶解,物料与物料之间相互融合,形成了稳定的网状结构,特别是乳化稳定剂彻底溶解,并发挥其最大效能,经过高压均质可使物料口感细腻滑爽 ,超高温灭菌工艺使物料在高温瞬间灭菌,最大程度地保留了产品的色、香、味,并能够形成一个均匀稳定的溶液体系,这样制作出来的软冰淇淋就能在各方面保证其产品品质。
材料与设备
麦芽糖浆,精炼植物油,鲜牛奶,全脂奶粉,白砂糖,分子蒸馏单甘脂,蔗糖酯,斯潘60,瓜尔豆胶,黄原胶
天平JYT-1,250ml玻璃杯,150ml烧杯,NDJ-1型旋转式粘度计,配料罐,高压均质机,UHT超高温瞬时灭菌机,全自动无菌包装机,软冰淇淋机
实验方法
工艺流程。
操作要点。油脂经60~65℃乳化后与其他物料混合杀菌后进行预杀菌,预杀菌的温度为70~72℃,保持15-20min,将预杀菌后的物料进行均质,均质温度为60-70℃,均质压力为15-20MPa;均质后将料液进行超高温灭菌,灭菌温度为136-138℃,时间为4s,冷却灌装。
检测方法。
(1)料液乳化稳定性的测定
将溶解后的软冰淇淋浆料放在恒温箱内(60℃),保温20h,测量分层后清液的高度(d1)及软冰淇淋浆料的总高度(d2),然后进行比较。分层率F= d1/d2。
(2)冰淇淋膨化率的测定
用内表面光滑的大口硬质容器或250ml玻璃烧杯在凝冻机出口接取足够量的软冰淇淋,用刮刀令其充满容器(不得留有间隙),并与容器口齐平,用天平称出总质量减去容器的重量为软冰淇淋质量(m2);用软冰淇淋混合料液充满同一容器,用天平称得总质量减去容器的质量为混合料液的质量(m1)。
计算公式 x=( m1- m2)/ m1×100%
式中x——软冰淇淋膨化率,%;
m1——混合料液的质量,g
m2——软冰淇淋产品的质量,g
(3)冰淇淋抗融性的测定
取同样硬化温度的冰淇淋成品称重后置于20℃的培养箱中的金属网格上,金属网格下放一培养皿,在75min时间内,每隔5min测融化的质量占总质量的百分比,抗融性以融化率表示,熔化率越低抗融性越好。
感官品評。在研究过程中,采取感官品评的方法对冰淇淋的风味、口感及状态进行评定。将中试的冰淇淋浆料放入软冰淇淋机中制作软冰淇淋,所得的软冰淇淋进行感官品评,作对照试验。
感官评分小组由12位对滋气味敏感的人员组成,评定小组成员的职业、性别、年龄、数量组成如表1:
结果与分析
乳化工艺参数的研究。
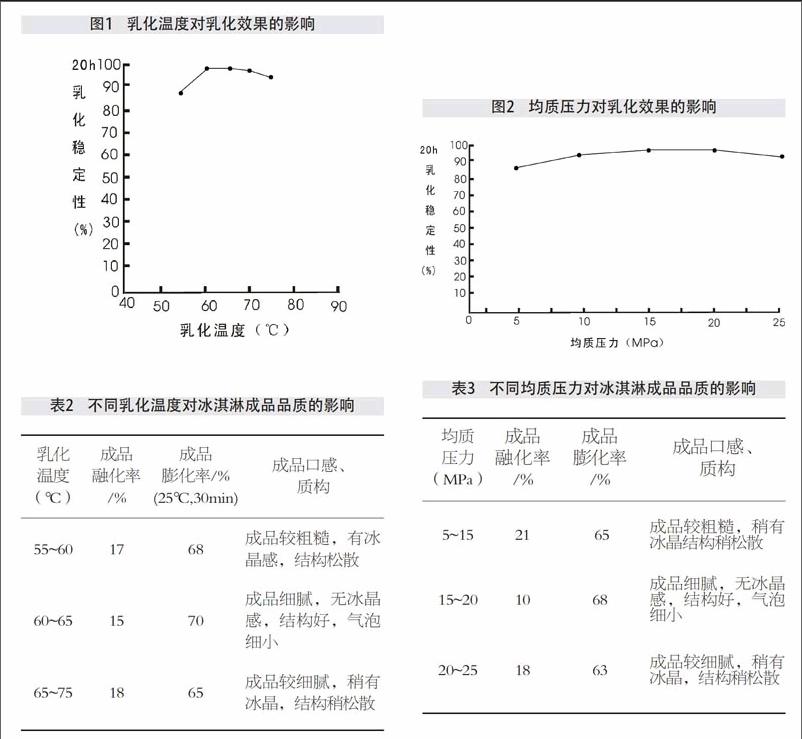
(1)不同乳化温度对乳化效果及冰淇淋成品品质的影响
从图1可以看出,不同乳化温度乳化液的稳定性顺序为:60℃=65℃>70℃>75℃>55℃,60℃~70℃乳化效果都较好。
由表2可以看出乳化温度在60~65℃之间,成品融化率较低,膨化率较高,成品口感及质构较好。综合图1和表2可以看出配料乳化温度的参数在60~65℃较为适宜,所以选择乳化温度为60℃~65℃较适宜。
均质工艺参数的研究。不同均质压力对乳化效果及冰淇淋成品品质的影响:
从图2可以看出,不同均质压力对乳化液的稳定性顺序为:15MPa=20MPa>10 MPa >25 MPa >5 MPa。15MPa~20MPa之间乳化效果都较好,均质压力越低,脂肪球粒度偏大,乳化效果稍差;若高于25MPa,冰淇淋的细腻度也很细腻,但是压力过高,脂肪球破碎后数目增加太多,导致蛋白质包埋数量不足影响乳化效果,所以选择均质压力为15MPa~20MPa较好。
从表3可以看出,均质压力在5MPa~15MPa之间制作出来的冰淇淋较粗糙;若高于20MPa成品的融化率偏高,膨化率偏低,产品口感和质构稍差,15MPa~20MPa之间成品融化率较低,膨化率较高,成品口感、质构也很好,所以选择均质压力为15MPa~20MPa较好。综合图2和表3可以看出均质压力为15MPa~20MPa较适宜。
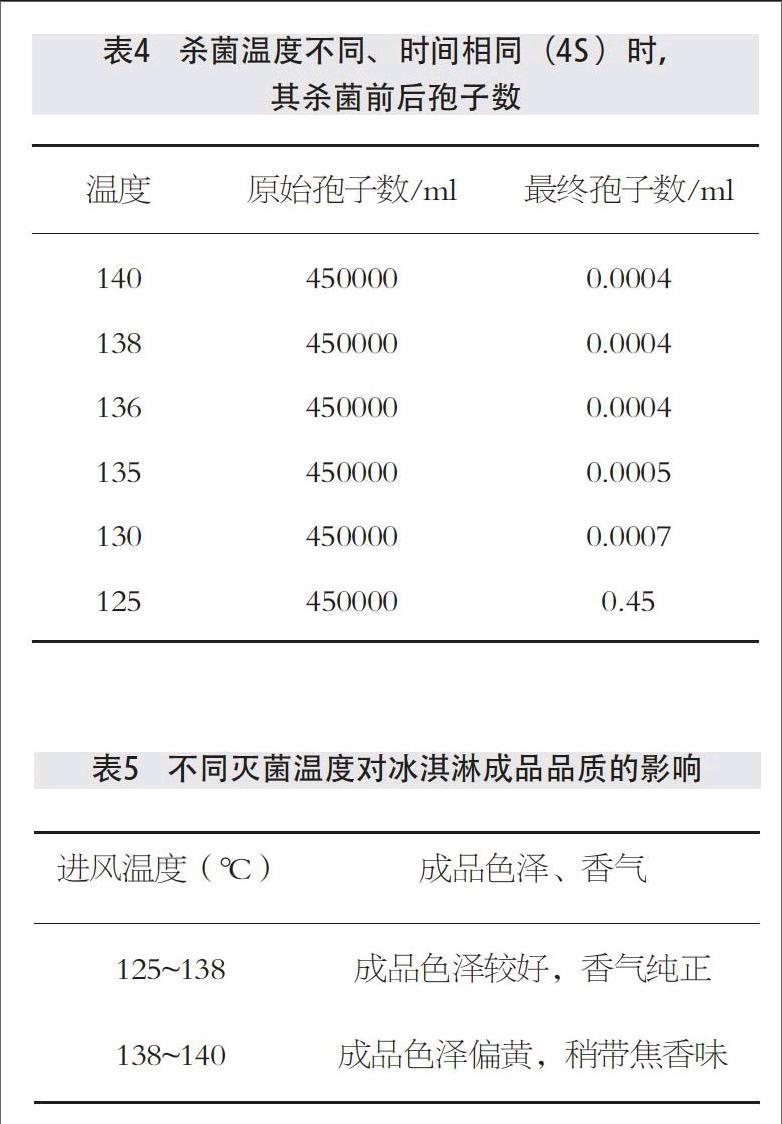
超高温灭菌参数的研究。超高温灭菌温度对杀菌效果及冰淇淋成品品质的影响:
为测量超高温的灭菌效果,现把已知数量的枯草杆菌的孢子移植到原乳中,然后进行超高温灭菌处理,实验结果见表4:
由表4可以看出杀菌温度在136℃以上都能达到商业无菌的标准(商业无菌标准为:不得超过1/1000孢子数)。由表5可以看出灭菌温度在125~138℃成品的色泽、香气都很好,温度在138~140℃成品的色泽偏黄、香气略带焦味。综合表4和表5可以看出灭菌温度在136~138℃较适宜。
本文主要研究了无菌灌装软冰淇淋浆料的生产工艺,通过实验得出如下结论:
(1)通过单因素试验配料工艺中工艺参数为:乳化温度为60~65℃。
(2)通过单因素试验确定均质工艺中工艺参数为:均质压力为15MPa~20MPa。
(3)通过单因素试验确定超高温灭菌工艺中工艺参数为:灭菌温度136℃ ~138℃。
实验结果表明:采用无菌灌装工艺生产的软冰淇淋浆料制作的软冰淇淋在细腻度、膨化率、抗融性、保型性等各方面均较好。
作者简介:
于金换,女,河北农业大学,获硕士学位,现就职于烟台职业学院食品与生化工程系食品研究所负责人。
近几年随着人们生活水平的提高,休闲消费冰淇淋成为时尚趋势,消费冰淇淋的作用不再是防暑降温,而是高雅享受,软冰淇淋作为普通冰淇淋的一个品种其市场占有率也越来越大,同时消费者对软冰淇淋的品质要求也越来越高。
目前国内外软冰淇淋的加工方法主要有两种:1.低温冷藏软冰淇淋浆料2.软冰淇淋粉。由于低温冷藏软冰淇淋浆料需要冷链运输、贮存,保质期短;软冰淇淋粉制作的软冰淇淋成品细腻度差、膨化率低、抗融性差,鉴于此我们需要改变加工工艺以提高产品的整体品质及稳定性。而通过各种物料溶解、加热混合、均质、超高温灭菌、无菌灌装加工工艺生产的软冰淇淋浆料,可以解决低温冷藏的弊端实现常温储存同时由于物料经过加热使物料充分溶解,物料与物料之间相互融合,形成了稳定的网状结构,特别是乳化稳定剂彻底溶解,并发挥其最大效能,经过高压均质可使物料口感细腻滑爽 ,超高温灭菌工艺使物料在高温瞬间灭菌,最大程度地保留了产品的色、香、味,并能够形成一个均匀稳定的溶液体系,这样制作出来的软冰淇淋就能在各方面保证其产品品质。
材料与设备
麦芽糖浆,精炼植物油,鲜牛奶,全脂奶粉,白砂糖,分子蒸馏单甘脂,蔗糖酯,斯潘60,瓜尔豆胶,黄原胶
天平JYT-1,250ml玻璃杯,150ml烧杯,NDJ-1型旋转式粘度计,配料罐,高压均质机,UHT超高温瞬时灭菌机,全自动无菌包装机,软冰淇淋机
实验方法
工艺流程。
操作要点。油脂经60~65℃乳化后与其他物料混合杀菌后进行预杀菌,预杀菌的温度为70~72℃,保持15-20min,将预杀菌后的物料进行均质,均质温度为60-70℃,均质压力为15-20MPa;均质后将料液进行超高温灭菌,灭菌温度为136-138℃,时间为4s,冷却灌装。
检测方法。
(1)料液乳化稳定性的测定
将溶解后的软冰淇淋浆料放在恒温箱内(60℃),保温20h,测量分层后清液的高度(d1)及软冰淇淋浆料的总高度(d2),然后进行比较。分层率F= d1/d2。
(2)冰淇淋膨化率的测定
用内表面光滑的大口硬质容器或250ml玻璃烧杯在凝冻机出口接取足够量的软冰淇淋,用刮刀令其充满容器(不得留有间隙),并与容器口齐平,用天平称出总质量减去容器的重量为软冰淇淋质量(m2);用软冰淇淋混合料液充满同一容器,用天平称得总质量减去容器的质量为混合料液的质量(m1)。
计算公式 x=( m1- m2)/ m1×100%
式中x——软冰淇淋膨化率,%;
m1——混合料液的质量,g
m2——软冰淇淋产品的质量,g
(3)冰淇淋抗融性的测定
取同样硬化温度的冰淇淋成品称重后置于20℃的培养箱中的金属网格上,金属网格下放一培养皿,在75min时间内,每隔5min测融化的质量占总质量的百分比,抗融性以融化率表示,熔化率越低抗融性越好。
感官品評。在研究过程中,采取感官品评的方法对冰淇淋的风味、口感及状态进行评定。将中试的冰淇淋浆料放入软冰淇淋机中制作软冰淇淋,所得的软冰淇淋进行感官品评,作对照试验。
感官评分小组由12位对滋气味敏感的人员组成,评定小组成员的职业、性别、年龄、数量组成如表1:
结果与分析
乳化工艺参数的研究。
(1)不同乳化温度对乳化效果及冰淇淋成品品质的影响
从图1可以看出,不同乳化温度乳化液的稳定性顺序为:60℃=65℃>70℃>75℃>55℃,60℃~70℃乳化效果都较好。
由表2可以看出乳化温度在60~65℃之间,成品融化率较低,膨化率较高,成品口感及质构较好。综合图1和表2可以看出配料乳化温度的参数在60~65℃较为适宜,所以选择乳化温度为60℃~65℃较适宜。
均质工艺参数的研究。不同均质压力对乳化效果及冰淇淋成品品质的影响:
从图2可以看出,不同均质压力对乳化液的稳定性顺序为:15MPa=20MPa>10 MPa >25 MPa >5 MPa。15MPa~20MPa之间乳化效果都较好,均质压力越低,脂肪球粒度偏大,乳化效果稍差;若高于25MPa,冰淇淋的细腻度也很细腻,但是压力过高,脂肪球破碎后数目增加太多,导致蛋白质包埋数量不足影响乳化效果,所以选择均质压力为15MPa~20MPa较好。
从表3可以看出,均质压力在5MPa~15MPa之间制作出来的冰淇淋较粗糙;若高于20MPa成品的融化率偏高,膨化率偏低,产品口感和质构稍差,15MPa~20MPa之间成品融化率较低,膨化率较高,成品口感、质构也很好,所以选择均质压力为15MPa~20MPa较好。综合图2和表3可以看出均质压力为15MPa~20MPa较适宜。
超高温灭菌参数的研究。超高温灭菌温度对杀菌效果及冰淇淋成品品质的影响:
为测量超高温的灭菌效果,现把已知数量的枯草杆菌的孢子移植到原乳中,然后进行超高温灭菌处理,实验结果见表4:
由表4可以看出杀菌温度在136℃以上都能达到商业无菌的标准(商业无菌标准为:不得超过1/1000孢子数)。由表5可以看出灭菌温度在125~138℃成品的色泽、香气都很好,温度在138~140℃成品的色泽偏黄、香气略带焦味。综合表4和表5可以看出灭菌温度在136~138℃较适宜。
本文主要研究了无菌灌装软冰淇淋浆料的生产工艺,通过实验得出如下结论:
(1)通过单因素试验配料工艺中工艺参数为:乳化温度为60~65℃。
(2)通过单因素试验确定均质工艺中工艺参数为:均质压力为15MPa~20MPa。
(3)通过单因素试验确定超高温灭菌工艺中工艺参数为:灭菌温度136℃ ~138℃。
实验结果表明:采用无菌灌装工艺生产的软冰淇淋浆料制作的软冰淇淋在细腻度、膨化率、抗融性、保型性等各方面均较好。
作者简介:
于金换,女,河北农业大学,获硕士学位,现就职于烟台职业学院食品与生化工程系食品研究所负责人。
