基于CAXA数控车的斜椭圆零件自动编程加工
陈小芳


摘 要:? 含有非圆曲线的轴类零件的数控编程是一个难点,用宏程序手工编程结构复杂,计算量大。以一个含有斜椭圆的零件为例,用CAXA数控车软件详细介绍了自动编程的全过程,即零件轮廓及笔坯建模、加工轨迹创建、刀具加工轨迹仿真及程序代码生成,阐述了CAXA数控车自动编程的优点,降低了编程的难度,缩减了编程的时间,提高了工作效率。
关键词:? CAXA ;数控车;自动编程;斜椭圆
中图分类号:? TG519.1??????? ??文献标识码:? A
doi:10.14031/j.cnki.njwx.2018.12.011
数控车主要用于轴类零件的加工。对于由直线和圆弧构成的简单轴类零件加工很多人会选择手工编程,手工编出来的加工程序高效简洁。对于含有椭圆、抛物线、双曲线等非圆曲线的轴类零件大部分人会选择自动编程,只有少数对宏程序编程掌握比较好的人会选择用宏程序手工编程。如果将上述非圆曲线旋转一个角度,那么含有这类曲线的工件用宏程序手工编程将变得很复杂,而这种情况选择自动编程将会简单很多。本文以一个含有斜椭圆曲线的工件为例介绍用CAXA数控车自动编程与加工。
CAXA数控车是我国自主研发的一款CAD/CAM软件,具有二维建模、刀路轨迹生成、模拟切削加工和后置处理模块等功能,生成的G代码适用于国内各种数控加工系统[1]。
1 零件工艺分析
1.1 零件图分析
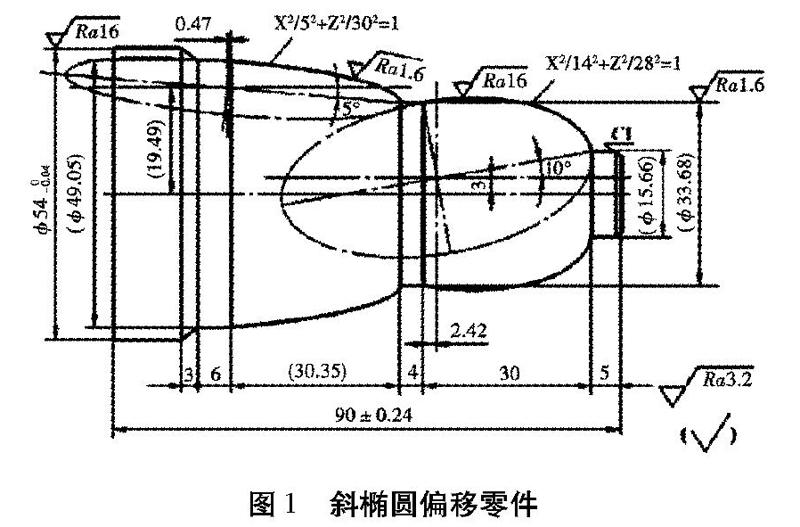
如图1所示,零件轮廓由两条斜椭圆弧曲线和直线段构成,若采用宏程序手工编程不但编程复杂而且节点的计算较为困难,因此本例用CAXA数控车自动编程。
1.2 确定毛坯和装夹方式
根据图1所标注的尺寸,选择毛坯料为? ? 60 mm×110 mm的棒料,材料为45#钢。使用三爪卡盘夹紧工件并保证伸出长度略大于90 mm。零件为单件加工,设定工件右端面中心为工件坐标系的原点。
1.3 刀具选择及切削用量
零件輪廓的加工根据先粗车后精车的原则,选择加工刀具及切削用量如下表所示,粗车、精车刀片圆角半径为0.4 mm。
2 基于CAXA数控车的自动编程
2.1 零件轮廓及毛坯建模
零件轮廓绘制难点在于两段斜椭圆弧曲线,两段椭圆的标准方程分别为 x2/52+z2/302=1, x2/142+z2/282=1,将其转化为参数方程为x(t)=30cos(t);y(t)=5sin(t)和x(t)=28cos(t);y(t)=14sin(t)。将这两组参数方程输入到公式曲线中去,单位选择角度,起始值0,终止值360,点击确定后就可得到两个椭圆,然后通过旋转、平移添加到零件图中去,最后通过裁剪多余的线段得到零件轮廓。零件轮廓除了可以在CAXA数控车软件中直接绘制还可在其他CAD软件绘制,用其他软件绘好图后保存为dwg、dxf、igs格式文件,再用CAXA数控车软件导入即可。不管是直接绘制还是用其他软件绘制均不用绘出完整的零件图,只需绘零件轮廓和毛坯轮廓。本例中零件轮廓及毛坯建模后如图2所示。
2.2 加工轨迹创建
2.2.1 轮廓粗加工
点击工具栏上的【轮廓粗车】图标,根据实际加工要求填写各项加工参数、进退刀方式、切削用量、刀具参数等。特别是加工方式选择行切方式,编程时考虑半径补偿,刀尖圆角半径R为0.4 mm。各项参数设置完之后根据系统提示分别选择被加工轮廓和毛坯轮廓,选择拾取方式有链拾取、单个拾取、限制链拾取,最后选择合适的进退刀点,系统则会自动生成轮廓粗车的刀具轨迹,如图3所示。
2.2.2 轮廓精加工
将轮廓粗加工轨迹、毛坯轮廓删除,点击工具栏上的【轮廓精车】图标,按照粗加工类似的方式设置参数,拾取被加工轮廓,生成轮廓精加工轨迹,如图4所示,特别要注意精加工时轴向、径向余量都为0,精加工时只需选择被加工轮廓,而不用选毛坯轮廓。
2.3 刀具加工轨迹仿真及程序代码生成
在“数控车”子菜单中选取“轨迹仿真”, 按鼠标左键拾取要仿真的粗加工或者精加工轨迹,按鼠标右键结束拾取,系统弹出仿真控制条,按开始键开始仿真。仿真可选择静态仿真、动态仿真或二维仿真[2]。
在生成程序代码前需要根据实际所用的数控机床和数控系统进行后置设置和机床设置。设置好这些参数后在“数控车”子菜单中选取“生成代码”,则弹出生成后置代码对话框,用户按要求填写确定后拾取加工轨迹,则系统自动生成加工程序。
3 结语
斜椭圆零件用宏程序编程结构复杂,计算量大,用CAXA数控车软件自动编程很好地解决了斜椭圆零件手工编程困难的问题,大大降低了编程的难度,缩减了编程的时间,提高了工作效率。在数控车中所有的非圆曲线都可用类似的方法编程,用公式曲线、旋转、平移等方式得到非圆曲线,其他过程跟本例类似。如图5所示是根据以上方法加工出来的实物,加工零件表面质量、光洁度较好。
参考文献:
[1] ??顾丽敏,黄时炜.基于CAXA数控车的特殊弧形零件的自动编程[J].机床与液压,2011(6).
[2] ??陈银,黄俞淇.基于CAXA数控车双曲线轴类零件的自动编程加工[J].海峡科技与产业,2016(11).
摘 要:? 含有非圆曲线的轴类零件的数控编程是一个难点,用宏程序手工编程结构复杂,计算量大。以一个含有斜椭圆的零件为例,用CAXA数控车软件详细介绍了自动编程的全过程,即零件轮廓及笔坯建模、加工轨迹创建、刀具加工轨迹仿真及程序代码生成,阐述了CAXA数控车自动编程的优点,降低了编程的难度,缩减了编程的时间,提高了工作效率。
关键词:? CAXA ;数控车;自动编程;斜椭圆
中图分类号:? TG519.1??????? ??文献标识码:? A
doi:10.14031/j.cnki.njwx.2018.12.011
数控车主要用于轴类零件的加工。对于由直线和圆弧构成的简单轴类零件加工很多人会选择手工编程,手工编出来的加工程序高效简洁。对于含有椭圆、抛物线、双曲线等非圆曲线的轴类零件大部分人会选择自动编程,只有少数对宏程序编程掌握比较好的人会选择用宏程序手工编程。如果将上述非圆曲线旋转一个角度,那么含有这类曲线的工件用宏程序手工编程将变得很复杂,而这种情况选择自动编程将会简单很多。本文以一个含有斜椭圆曲线的工件为例介绍用CAXA数控车自动编程与加工。
CAXA数控车是我国自主研发的一款CAD/CAM软件,具有二维建模、刀路轨迹生成、模拟切削加工和后置处理模块等功能,生成的G代码适用于国内各种数控加工系统[1]。
1 零件工艺分析
1.1 零件图分析
如图1所示,零件轮廓由两条斜椭圆弧曲线和直线段构成,若采用宏程序手工编程不但编程复杂而且节点的计算较为困难,因此本例用CAXA数控车自动编程。
1.2 确定毛坯和装夹方式
根据图1所标注的尺寸,选择毛坯料为? ? 60 mm×110 mm的棒料,材料为45#钢。使用三爪卡盘夹紧工件并保证伸出长度略大于90 mm。零件为单件加工,设定工件右端面中心为工件坐标系的原点。
1.3 刀具选择及切削用量
零件輪廓的加工根据先粗车后精车的原则,选择加工刀具及切削用量如下表所示,粗车、精车刀片圆角半径为0.4 mm。
2 基于CAXA数控车的自动编程
2.1 零件轮廓及毛坯建模
零件轮廓绘制难点在于两段斜椭圆弧曲线,两段椭圆的标准方程分别为 x2/52+z2/302=1, x2/142+z2/282=1,将其转化为参数方程为x(t)=30cos(t);y(t)=5sin(t)和x(t)=28cos(t);y(t)=14sin(t)。将这两组参数方程输入到公式曲线中去,单位选择角度,起始值0,终止值360,点击确定后就可得到两个椭圆,然后通过旋转、平移添加到零件图中去,最后通过裁剪多余的线段得到零件轮廓。零件轮廓除了可以在CAXA数控车软件中直接绘制还可在其他CAD软件绘制,用其他软件绘好图后保存为dwg、dxf、igs格式文件,再用CAXA数控车软件导入即可。不管是直接绘制还是用其他软件绘制均不用绘出完整的零件图,只需绘零件轮廓和毛坯轮廓。本例中零件轮廓及毛坯建模后如图2所示。
2.2 加工轨迹创建
2.2.1 轮廓粗加工
点击工具栏上的【轮廓粗车】图标,根据实际加工要求填写各项加工参数、进退刀方式、切削用量、刀具参数等。特别是加工方式选择行切方式,编程时考虑半径补偿,刀尖圆角半径R为0.4 mm。各项参数设置完之后根据系统提示分别选择被加工轮廓和毛坯轮廓,选择拾取方式有链拾取、单个拾取、限制链拾取,最后选择合适的进退刀点,系统则会自动生成轮廓粗车的刀具轨迹,如图3所示。
2.2.2 轮廓精加工
将轮廓粗加工轨迹、毛坯轮廓删除,点击工具栏上的【轮廓精车】图标,按照粗加工类似的方式设置参数,拾取被加工轮廓,生成轮廓精加工轨迹,如图4所示,特别要注意精加工时轴向、径向余量都为0,精加工时只需选择被加工轮廓,而不用选毛坯轮廓。
2.3 刀具加工轨迹仿真及程序代码生成
在“数控车”子菜单中选取“轨迹仿真”, 按鼠标左键拾取要仿真的粗加工或者精加工轨迹,按鼠标右键结束拾取,系统弹出仿真控制条,按开始键开始仿真。仿真可选择静态仿真、动态仿真或二维仿真[2]。
在生成程序代码前需要根据实际所用的数控机床和数控系统进行后置设置和机床设置。设置好这些参数后在“数控车”子菜单中选取“生成代码”,则弹出生成后置代码对话框,用户按要求填写确定后拾取加工轨迹,则系统自动生成加工程序。
3 结语
斜椭圆零件用宏程序编程结构复杂,计算量大,用CAXA数控车软件自动编程很好地解决了斜椭圆零件手工编程困难的问题,大大降低了编程的难度,缩减了编程的时间,提高了工作效率。在数控车中所有的非圆曲线都可用类似的方法编程,用公式曲线、旋转、平移等方式得到非圆曲线,其他过程跟本例类似。如图5所示是根据以上方法加工出来的实物,加工零件表面质量、光洁度较好。
参考文献:
[1] ??顾丽敏,黄时炜.基于CAXA数控车的特殊弧形零件的自动编程[J].机床与液压,2011(6).
[2] ??陈银,黄俞淇.基于CAXA数控车双曲线轴类零件的自动编程加工[J].海峡科技与产业,2016(11).
