基于照相测量与三维激光扫描组合测量系统精度探究
赵青华 孙建辉 薛安勃 赵朝雄
摘?要:本文通过对照相测量、三维激光扫描技术进行阐述,构建基于照相测量与激光扫描组合测量系统,对大尺寸工装进行高密度点云测量,并与三坐标测量机进行对比,探究工程应用中的测量精度,以期为国内飞机制造企业和技术人员提供借鉴和参考。
关键词:照相测量;三维激光扫描;组合测量系统;测量机
现代飞机数字化设计、制造技术不断发展,飞机零部件尺寸逐年增大,对飞机外形精度要求及被测点云密度不断提高,传统的飞机气动外形依靠装配型架、模线样板、光学仪器保证,无法精准测量,同时飞机蒙皮、复材壁板等与飞机外形有关的零件轮廓依靠模具保证,随着模具尺寸、重量的不断增大及结构日益复杂,传统的三坐标测量机因尺寸、重量限制、测头的可达性以及激光跟踪仪的光线可达性导致难以测量或无法测量的矛盾越发凸显,同时一些特殊的被测物不能采用接触式测量,因此必须改变传统的测量方法,向现场数字化高精度测量方向发展是当前的趋势。与其他数字化测量技术手段如激光跟踪仪等相比,照相测量技术具有非接触的特点[1],测量精度高、范围大、效率高、操作便捷等优点,三维激光扫描具有局部扫描精度高、点云密度大的特点。
本文主要基于国内外广泛应用的两类照相测量、三维激光扫描设备,开展高密度点云测量实验,并与测量机测量数据进行趋势对比分析,验证照相测量与激光扫描组合测量大尺寸被测物的高密度点云测量精度,以期为国内飞机制造企业和技术人员提供借鉴和参考。
1 照相测量与三维激光扫描技术原理
1.1 照相测量原理
三维数字照相测量技术是建立在数字成像图像处理和精密测量技术基础上的一种新型精密测量技术,照相测量系统利用结构感光技术、测量技术和计算机视觉分析技术对目标进行多次多角度照相,以获得数字图像信息,从而依据三角测量原理解算出点云空间坐标[2]。照相测量分为单像机测量、双像机的联机测量系统[3]。本文所选的进口照相测量设备标称精度5μm+5μm/米,以及郑州辰维的CIM3相机,标称精度3μm+3μm/米,西格玛值均为1。
1.2 三维激光扫描原理
线激光手持三维扫描仪同样基于三角测量原理,自带校准功能,工作时使用反光标志点粘贴于被测物并将激光线照射,两个相机捕捉瞬间的三维扫描数据,光线照射在被测物上发生反射和折射,通过软件重建为3D点云,可通过照相测量提取标志点坐标值并代入三维激光扫描,可显著提高扫描精度,本文选用的扫描设备标称精度为:0.02mm+0.1mm/m。
2 组合测量实验的实施过程
为更好的验证照相与扫描的测量精度及尺寸对精度的影响,选取了某大型模具进行测量实验,该模具长8米、宽13米,并设计有型面、刻线、法向孔及垂直孔等具有代表性的被测要素。选用10米测量机,标称精度4.5μm+6.5μm/米,对工装外形进行测量,将实测值假设为该模具的真值,为更好的进行趋势对比,每50mm设定1个测量点,共实测型面1946个测量点。
2.1 测量准备
在照相测量前,需要通过反光标志将被测要素目标化,照相测量系统只能识别反光标志或激光投点器投射的点,无法直接对被测部件测量点进行测量,通过布设人工标志,推荐的标志直径如,同时三维激光扫描需粘贴标志点,因设备识别的反光点不同及反光点厚度精度不同,照相测量的反光标志三维激光扫描仪不能识别,但三维激光扫描所用的标志点可以被照相测量识别。
2.1.1 布设编码点与测量点
单相机无法在一张照片中表达被测物是一个三维形体,需要采用编码标志点对照片进行拼接,要求每张照片要有至少6个编码标志点,每两张照片的重叠编码点不少于四个,本次测量每0.5米布设1个编码标志点,编码点呈“田”字布局,并包容被测要素。
为了保证测量的准确性,反光标志与被物的大小比例需要保证在一定的范围内,反光标志在每张照片中的大小不应小于3*3像素,反光标志应该至少应该保证拍摄目标区域1/1000的大小(推荐在1/500以上),本次标志点及编码点均选取6mm直径,被测的反光标志点按测量机测量点位布设。
2.1.2 建立基准尺
照相测量获得的点云模型只是一个等比例缩放体,因此需要加入一个基准尺度去还原点云的真实尺寸,方可计算完整点云模型的尺寸信息,在完整的测量过程中应使用2个以上的基准尺,软件对基准长度进行平差运算,多个基准长度可以有效地识别并避免基准尺本身的偏差。基准尺应尽可能的与被测物最大尺寸相当,大尺寸测量时采用激光跟踪仪建立虚拟基准尺,本次采用模具基准点在测量机下的实测值建立3根虚拟基准尺并通过10mmTOS靶标进行转换。
2.2 照片拍摄
用照相测量对模具上的靶标点和编码点进行多个位置的拍摄,解算出模具上标志点坐标,更换扫描标志后再次测量,以作为手持激光扫描仪的定位点坐标。
2.3 三维激光扫描
将照相测量系统所建立的扫描测量控制网的点坐标导入扫描仪软件中,设置扫描点距,即可从模具的任意一个位置开始点云扫描测量。采用软件对数据进行数据网格化处理、去除噪声、修补网格、删除多余数据、简化数据等操作。禁止对扫描数据进行过分光滑、大尺度去噪。
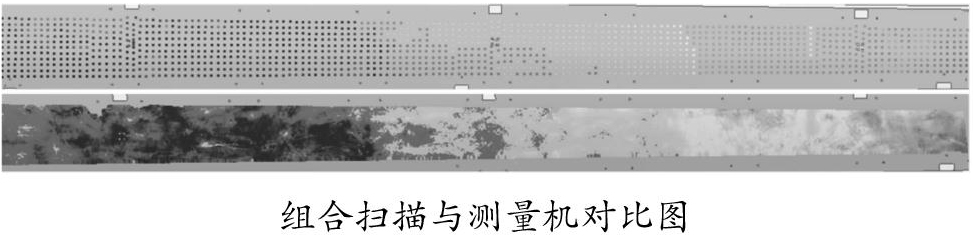
2.4 数据分析
分别从相机的精度验证、多组相机拍摄的数据自身的重复性、与模型转换坐标系的偏差统计、与理论模型直接对比的结果、与理论模型最佳拟合的结果等方面进行综合的分析,以三坐标的测量值为参考来验证照相测量、激光扫描测量的精度如下图。为避免最佳拟合算法对多组数值的拟合偏差,本次对比选用工装基准孔坐标对齐方法进行数据分析。
3 试验结论
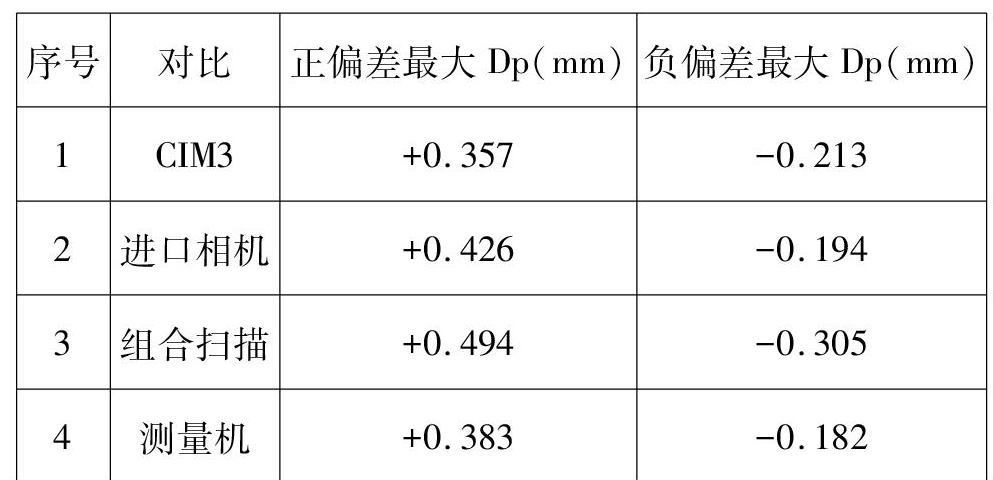
照相测量对空间长度测量较为准确,使用CIM3相机与测长机在414.542mm~2101.533mm等5个长度上做了比较,偏差最大0.019;4组与数模对比数据的最大偏差值详见下表。
进口相机三维测量偏差在8米范围内与测量机测量结果对比正差最大0.043mm、负差最大0.012mm,相机的测量精度符合设备标称的指标,同时在软件中,对点云数据平差5次后,其RMS无明显的降低。采用照相测量与三维激光扫描组合测量,三维测量偏差在7.5米范围内与测量机测量结果对比正偏差最大0.111mm、负偏差最大0.123,显著提升了扫描精度。
4 结语
照相测量精度高、速度快、便携性好,结合三维激光扫描,能够以间距0.2mm的点云密度对大部件外形进行测量,同时可快速地对飞机疑似尺寸故障处进行诊断,为打通从设计、制造到装配、测量的全数字流程起到了积极的作用,是接触式测量的强力补充。
参考文献:
[1]黄桂平,钦桂勤,卢成静.数字近景摄影大尺寸三坐标测量系统V—STARS的测试与应用[J].宇航计测技术,2009,29(2):5-9.
[2]陈彦,李晓宁,等.照相测量技术在飞机大部件检测中的研究与应用[J].新技術新工艺,2016(10).
[3]黄桂平.数字近景工业照相测量关键技术研究与应用[D].天津:天津大学,2005.
