无心磨削成圆理论分析及常见缺陷排故分析
戴永镇
【摘 要】无心磨削又称为无心外圆磨削,是一种用来磨削工件外圆的磨削方法,适用于大批量生产。从磨削原理上来讲,无心磨削是无法得到真圆的,因为工件磨削的过程并不充分。论文就无心磨削成圆理论及常见缺陷排故做了相关阐述、分析。
【Abstract】Centerless grinding is also called centerless external grinding, it is a grinding method used for grinding outer circle of the workpiece, and it is suitable for mass production. In terms of grinding principle, centerless grinding is impossible to obtain true circle because the grinding process of workpiece is not sufficient. In this paper, the theory of centerless grinding into a circle and the troubleshooting of its common defects are expounded and analyzed.
【关键词】无心磨削;常见缺陷;排故分析
【Keywords】 centerless grinding; common defects; troubleshooting analysis
【中图分类号】TG580.63? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文献标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2019)01-0145-02
1 引言
无心磨削是一种高效率的磨削加工方法,通常在无心磨床上进行操作,其作用是磨削工件的外圆,无心磨属于周磨法。无心磨床主要由砂轮、導轮和托板组成,按照结构可以分为卧式无心磨床、倾斜式无心磨床以及立式无心磨床。其中倾斜式无心磨床通常应用于薄壁轻型零件和重型零件的磨削加工过程中,立式无心磨床通常应用于低于中心的情况。在进行无心磨削的过程中,工件要被放置在砂轮与导轮之间,不用顶尖定心和支承,由托板进行支撑,由导轮带动旋转。
2 无心磨削技术概述
无心磨削技术诞生于1917年,随着无心磨削技术的诞生,不但大幅度提升了零件的尺寸精度和圆度,还大幅提升了零件的生产质量和生产效率。无心磨削技术为大批量生产提供了良好的条件,实现了可互换零件的生产制造。目前,无心磨削技术在汽车生产领域的应用最为广泛,满足了汽车制造业对零件的产量和精密度的需求。无心磨削技术需要在无心磨床上进行相关操作,无心磨床的诞生促进了无心磨削技术的迅猛发展。无心磨床的结构省去了对工件装夹和驱动的需求,不但大幅提升了装夹工件和拆卸工件的速度,还提升了磨削的精度和生产力。无心磨床主要由砂轮、导轮和托板组成,按照结构可以分为卧式无心磨床、倾斜式无心磨床以及立式无心磨床。无心磨削技术主要分为三种类型,包括横向进给方式、贯穿进给方式以及切向进给方式[1]。其中,横向进给方式主要应用在多直径工件的磨削过程中;贯穿进给方式主要应用在细长圆柱形工件、无中心孔的短轴和套类工件的磨削过程中;切向进给方式主要应用于带轴肩或凸台的工件,以及圆锥体、球体或其他回转体工件的磨削过程中。目前,随着无心磨削技术的不断发展,无心磨床也在不断优化升级,开发出了很多实用性极强的辅助功能。
3 无心磨削技术的原理
3.1 无心磨削技术的特点
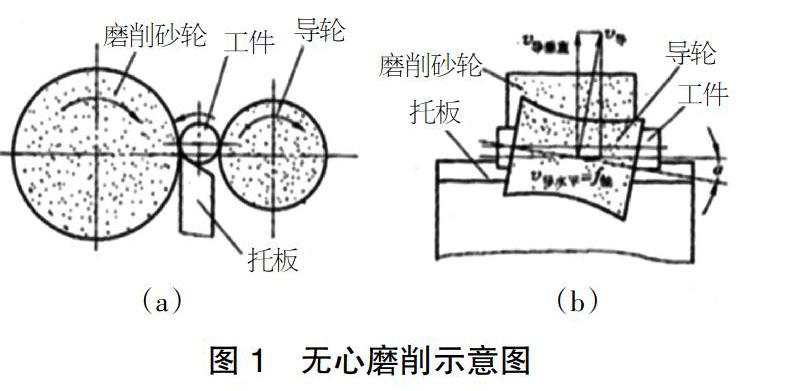
第一,在应用无心磨削技术的过程中,不用在工件的两端打中心孔,也不需要使用顶针来对工件进行支撑,工件由托板进行支撑。在此过程中,工件的位置变化、大小和工件的原始误差、磨削用量以及磨削工艺参数等因素有关。在磨削带孔工件的过程中,不能够纠正孔与轴的轴心线位置,工件的同轴度精度较低。第二,在应用无心磨削技术的过程中,无心磨床的传动链不是决定工件运动稳定性与均匀性的唯一因素,还与工件的质量和形状、导轮的制作材料、导轮的表面状态,磨削用量以及相关的工艺参数有关。第三,通过无心磨削技术的应用,可以有效实现机动时间与上、下料时间的重合,推动磨削过程的自动化发展,进而提升生产的效率[2]。另外,无心磨削技术比较适用于大批量的生产,对于小批量的生产而言,没有明显的经济性优势,因为在调整机床的过程中,比较消耗时间。第四,通过无心磨削技术的应用,可以有效实现强力磨削、高速磨削、宽砂轮及多砂轮磨削。另外,在应用无心磨削技术的过程中,工件由全部磨削面承受磨削力,有效提升了支撑的刚性。在相同的条件下,比应用普通外圆磨削技术的磨削余量要小,如图1所示。
3.2 无心磨削的过程
首先,在应用无心磨削技术的过程中,导轮的直径尺寸和转速比磨削轮的直径尺寸和转速要小。此时,工件与导轮之间的摩擦力是比较大的,因此,工件被导轮带动并与导轮成相反方向旋转,同时为了满足贯穿法磨削的要求,导轮轴心线在垂直面内倾斜一个α角。其次,在应用无心磨削技术的过程中,工件被放置在导轮与托板之间,借助于横向进给运动使工件与磨削轮接触进行磨削加工。另外,磨削砂轮是专用于无心磨床的一种砂轮,磨削砂轮与导轮和托板要进行相互作用,以此来完成工件的磨削过程。砂轮有刚玉砂轮、金刚石砂轮等,不同的目数可以磨削出不同表面粗糙度的工件表面,砂轮目数越高,磨削出的工件表面粗糙度值越低。磨削过程中,一般有粗磨和精磨,粗磨的磨削量较精磨大。
3.3 无心磨削的成圆分析
对于工件的无心磨削而言,工件的加工面就是定位基面,工件在进行磨削之前的原始圆度误差与进行磨削之后的表面圆度误差都会反映为定位误差,进而对工件的外圆精度产生影响。
4 无心磨削常见的缺陷以及排故措施
4.1 工件产生的圆度误差
工件中心高是使工件产生圆度误差的主要几何因素,工件的圆度误差主要包括棱圆度误差和椭圆度误差,在实际的生产过程中,工件会存在一个最佳的中心高,最佳中心高会随着工件的不同而产生变化。首先,工件的圆度误差会受到其原始形状的影响,工件原始形状的误差越大,工件成圆时的圆度误差也就越大。其次,在无心磨床磨削的过程中,托板的顶端为斜面,工件的中心高于磨削轮与导轮中心的连线[3]。如果工件的中心高度不够,就会使工件逐渐压向托板,此时就会增加导轮的分力,从而增大工件与托板之间的摩擦力,进而影响工件磨削的过程,形成棱圆度误差;如果工件的中心高过大,就会使工件受力不稳,进而使工件在磨削过程中产生振动,形成椭圆度误差。另外,如果工件振动严重的话,还会导致磨削无法运行。在实际的生产过程中,工件的椭圆度误差比工件的棱圆度误差容易改善。如果是在粗磨的过程中,应该使用较高的中心高,以此来对工件的棱圆度误差进行有效改善;如果是在精磨的过程中,就可以将工件的中心高降低一些,以此来对工件的椭圆度误差进行有效改善,同时也可以进一步对工件的棱圆度误差进行改善;当工件精度要求较高的时候,通常会在工件的中心高为0或者负值的情况下进行磨削。另外,除了工件的中心高之外,导轮未经过修圆处理或者工作时间过长也会使工件产生圆度误差,针对这一问题,就要及时对导轮进行修圆处理。
4.2 工件存在锥度
第一,当前导板向导轮的方向发生倾斜的时候,就会缩小工件的前部直径;当后导板向导轮方向发生倾斜的时候,就会缩小工件的后部直径。针对这一问题,要及时对前后导板进行相应调整,使前后导板与导论的母线保持平行状态。第二,当磨削区域的形状不正确的时候,如磨削轮和导轮的表面出现严重磨损的时候,此时,就要及时对磨削轮和导轮进行修正或更换。第三,当托板出现局部磨损的时候,就会导致工件的轴线发生倾斜,进而产生锥度,此时就要及时更换托板。
4.3 工件的表面存在缺陷
第一,工件的表面存在振纹。磨削量过大或磨削的區域过短是导致工件出现振纹的主要原因。针对这一问题,就要科学合理地调整导轮的修整角和金刚石的位移量[4]。第二,工件的表面存在擦伤。在实际的生产过程中,只有在强光的条件下才能够有效观察到工件的表面擦伤,另外,工件的表面擦伤通常出现在磨削区域的后部。针对这一问题,一方面,要在修整砂轮与导轮之后,加强托板表面的清洗工作,仔细修磨托板的工作面,同时对托板的工作面实施消磁的处理;另一方面,要结合实际的生产需求来选择磨削用量,在进行精磨的过程中,磨削用量不宜过小。另外,在生产的过程中,尽量使用清洁的冷却液。
5 结语
综上所述,无心磨削是一种高效率的磨削加工方法,需要较高的机床调整技术来加以支持,因此,要将相关的理论和实践进行有效结合,以此来促进无心磨削加工技术的发展。
【参考文献】
【1】王玉昆.无心外圆磨削原理[M].北京:机械工业出版社,2009.
【2】李国发,王龙山,张卫波.磨削过程优化及其计算机仿真[J]. 中国机械工程,2002(06):501-505.
【3】邓朝晖,廖钢,韩立发. 磨削基本参数的评述及其进展情况[J].磨床与磨削,1997(01):22-24.
【4】叶文华,张幼桢.磨削过程的计算机模拟研究的概况[J]. 磨床与磨削,1991(02):14-16.
【摘 要】无心磨削又称为无心外圆磨削,是一种用来磨削工件外圆的磨削方法,适用于大批量生产。从磨削原理上来讲,无心磨削是无法得到真圆的,因为工件磨削的过程并不充分。论文就无心磨削成圆理论及常见缺陷排故做了相关阐述、分析。
【Abstract】Centerless grinding is also called centerless external grinding, it is a grinding method used for grinding outer circle of the workpiece, and it is suitable for mass production. In terms of grinding principle, centerless grinding is impossible to obtain true circle because the grinding process of workpiece is not sufficient. In this paper, the theory of centerless grinding into a circle and the troubleshooting of its common defects are expounded and analyzed.
【关键词】无心磨削;常见缺陷;排故分析
【Keywords】 centerless grinding; common defects; troubleshooting analysis
【中图分类号】TG580.63? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文献标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2019)01-0145-02
1 引言
无心磨削是一种高效率的磨削加工方法,通常在无心磨床上进行操作,其作用是磨削工件的外圆,无心磨属于周磨法。无心磨床主要由砂轮、導轮和托板组成,按照结构可以分为卧式无心磨床、倾斜式无心磨床以及立式无心磨床。其中倾斜式无心磨床通常应用于薄壁轻型零件和重型零件的磨削加工过程中,立式无心磨床通常应用于低于中心的情况。在进行无心磨削的过程中,工件要被放置在砂轮与导轮之间,不用顶尖定心和支承,由托板进行支撑,由导轮带动旋转。
2 无心磨削技术概述
无心磨削技术诞生于1917年,随着无心磨削技术的诞生,不但大幅度提升了零件的尺寸精度和圆度,还大幅提升了零件的生产质量和生产效率。无心磨削技术为大批量生产提供了良好的条件,实现了可互换零件的生产制造。目前,无心磨削技术在汽车生产领域的应用最为广泛,满足了汽车制造业对零件的产量和精密度的需求。无心磨削技术需要在无心磨床上进行相关操作,无心磨床的诞生促进了无心磨削技术的迅猛发展。无心磨床的结构省去了对工件装夹和驱动的需求,不但大幅提升了装夹工件和拆卸工件的速度,还提升了磨削的精度和生产力。无心磨床主要由砂轮、导轮和托板组成,按照结构可以分为卧式无心磨床、倾斜式无心磨床以及立式无心磨床。无心磨削技术主要分为三种类型,包括横向进给方式、贯穿进给方式以及切向进给方式[1]。其中,横向进给方式主要应用在多直径工件的磨削过程中;贯穿进给方式主要应用在细长圆柱形工件、无中心孔的短轴和套类工件的磨削过程中;切向进给方式主要应用于带轴肩或凸台的工件,以及圆锥体、球体或其他回转体工件的磨削过程中。目前,随着无心磨削技术的不断发展,无心磨床也在不断优化升级,开发出了很多实用性极强的辅助功能。
3 无心磨削技术的原理
3.1 无心磨削技术的特点
第一,在应用无心磨削技术的过程中,不用在工件的两端打中心孔,也不需要使用顶针来对工件进行支撑,工件由托板进行支撑。在此过程中,工件的位置变化、大小和工件的原始误差、磨削用量以及磨削工艺参数等因素有关。在磨削带孔工件的过程中,不能够纠正孔与轴的轴心线位置,工件的同轴度精度较低。第二,在应用无心磨削技术的过程中,无心磨床的传动链不是决定工件运动稳定性与均匀性的唯一因素,还与工件的质量和形状、导轮的制作材料、导轮的表面状态,磨削用量以及相关的工艺参数有关。第三,通过无心磨削技术的应用,可以有效实现机动时间与上、下料时间的重合,推动磨削过程的自动化发展,进而提升生产的效率[2]。另外,无心磨削技术比较适用于大批量的生产,对于小批量的生产而言,没有明显的经济性优势,因为在调整机床的过程中,比较消耗时间。第四,通过无心磨削技术的应用,可以有效实现强力磨削、高速磨削、宽砂轮及多砂轮磨削。另外,在应用无心磨削技术的过程中,工件由全部磨削面承受磨削力,有效提升了支撑的刚性。在相同的条件下,比应用普通外圆磨削技术的磨削余量要小,如图1所示。
3.2 无心磨削的过程
首先,在应用无心磨削技术的过程中,导轮的直径尺寸和转速比磨削轮的直径尺寸和转速要小。此时,工件与导轮之间的摩擦力是比较大的,因此,工件被导轮带动并与导轮成相反方向旋转,同时为了满足贯穿法磨削的要求,导轮轴心线在垂直面内倾斜一个α角。其次,在应用无心磨削技术的过程中,工件被放置在导轮与托板之间,借助于横向进给运动使工件与磨削轮接触进行磨削加工。另外,磨削砂轮是专用于无心磨床的一种砂轮,磨削砂轮与导轮和托板要进行相互作用,以此来完成工件的磨削过程。砂轮有刚玉砂轮、金刚石砂轮等,不同的目数可以磨削出不同表面粗糙度的工件表面,砂轮目数越高,磨削出的工件表面粗糙度值越低。磨削过程中,一般有粗磨和精磨,粗磨的磨削量较精磨大。
3.3 无心磨削的成圆分析
对于工件的无心磨削而言,工件的加工面就是定位基面,工件在进行磨削之前的原始圆度误差与进行磨削之后的表面圆度误差都会反映为定位误差,进而对工件的外圆精度产生影响。
4 无心磨削常见的缺陷以及排故措施
4.1 工件产生的圆度误差
工件中心高是使工件产生圆度误差的主要几何因素,工件的圆度误差主要包括棱圆度误差和椭圆度误差,在实际的生产过程中,工件会存在一个最佳的中心高,最佳中心高会随着工件的不同而产生变化。首先,工件的圆度误差会受到其原始形状的影响,工件原始形状的误差越大,工件成圆时的圆度误差也就越大。其次,在无心磨床磨削的过程中,托板的顶端为斜面,工件的中心高于磨削轮与导轮中心的连线[3]。如果工件的中心高度不够,就会使工件逐渐压向托板,此时就会增加导轮的分力,从而增大工件与托板之间的摩擦力,进而影响工件磨削的过程,形成棱圆度误差;如果工件的中心高过大,就会使工件受力不稳,进而使工件在磨削过程中产生振动,形成椭圆度误差。另外,如果工件振动严重的话,还会导致磨削无法运行。在实际的生产过程中,工件的椭圆度误差比工件的棱圆度误差容易改善。如果是在粗磨的过程中,应该使用较高的中心高,以此来对工件的棱圆度误差进行有效改善;如果是在精磨的过程中,就可以将工件的中心高降低一些,以此来对工件的椭圆度误差进行有效改善,同时也可以进一步对工件的棱圆度误差进行改善;当工件精度要求较高的时候,通常会在工件的中心高为0或者负值的情况下进行磨削。另外,除了工件的中心高之外,导轮未经过修圆处理或者工作时间过长也会使工件产生圆度误差,针对这一问题,就要及时对导轮进行修圆处理。
4.2 工件存在锥度
第一,当前导板向导轮的方向发生倾斜的时候,就会缩小工件的前部直径;当后导板向导轮方向发生倾斜的时候,就会缩小工件的后部直径。针对这一问题,要及时对前后导板进行相应调整,使前后导板与导论的母线保持平行状态。第二,当磨削区域的形状不正确的时候,如磨削轮和导轮的表面出现严重磨损的时候,此时,就要及时对磨削轮和导轮进行修正或更换。第三,当托板出现局部磨损的时候,就会导致工件的轴线发生倾斜,进而产生锥度,此时就要及时更换托板。
4.3 工件的表面存在缺陷
第一,工件的表面存在振纹。磨削量过大或磨削的區域过短是导致工件出现振纹的主要原因。针对这一问题,就要科学合理地调整导轮的修整角和金刚石的位移量[4]。第二,工件的表面存在擦伤。在实际的生产过程中,只有在强光的条件下才能够有效观察到工件的表面擦伤,另外,工件的表面擦伤通常出现在磨削区域的后部。针对这一问题,一方面,要在修整砂轮与导轮之后,加强托板表面的清洗工作,仔细修磨托板的工作面,同时对托板的工作面实施消磁的处理;另一方面,要结合实际的生产需求来选择磨削用量,在进行精磨的过程中,磨削用量不宜过小。另外,在生产的过程中,尽量使用清洁的冷却液。
5 结语
综上所述,无心磨削是一种高效率的磨削加工方法,需要较高的机床调整技术来加以支持,因此,要将相关的理论和实践进行有效结合,以此来促进无心磨削加工技术的发展。
【参考文献】
【1】王玉昆.无心外圆磨削原理[M].北京:机械工业出版社,2009.
【2】李国发,王龙山,张卫波.磨削过程优化及其计算机仿真[J]. 中国机械工程,2002(06):501-505.
【3】邓朝晖,廖钢,韩立发. 磨削基本参数的评述及其进展情况[J].磨床与磨削,1997(01):22-24.
【4】叶文华,张幼桢.磨削过程的计算机模拟研究的概况[J]. 磨床与磨削,1991(02):14-16.
