周纬远 何永玲 贾广攀


摘? 要:Pro/E是当前主流的三维设计软件产品,该文针对当前三维设计软件参数化建模与仿真加工完全割裂开,不能在同一软件实现数据集成的问题,基于Pro/E三维设计软件,通过对工件的全面解读与分析,利用参数化方法对工件进行了建模,并结合Pro/E强大的数控仿真工功能,通过工件材料、刀具等合理选择,以及加工工艺的科学制定,对该工件进行了仿真加工模拟。
关键词:Pro/E软件? 参数化建模? 数控仿真? 加工制造
中图分类号:S222? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文献识码:A文章编号:1672-3791(2021)02(b)-0049-04
Parametric Modeling and Numerical Control Machining Simulation of Mechanical Work Piece Based on Pro/E
ZHOU Weiyuan? HE Yongling*? JIA Guangpan
(North Bay University, School of Mechanical and Marine Engineering,Qinzhou, Guangxi Zhuang Autonomous Region, 535011? China)
Abstract: The Pro/E is the current mainstream of 3D design software products. Aiming at the current 3D design software parametric modeling and simulation processing is completely separate, not in the same software to realize the problem of data integration, based on Pro/E 3D design software, through the comprehensive interpretation and analysis of the work piece, using parametric modeling method on the work piece, and connecting with the Pro/E's powerful numerical simulation work function, through the work piece materials, cutting tool and reasonable selection, and the processing technology of science, the paper has carried on the simulation to the work piece machining simulation.
Key Words: Pro/E software; Parametric modeling; Numerical control machining simulation; Manufacturing
Pro/E是Pro/Engineer的简称,是美国参数技术公司(PTC)旗下的一款CAD/CAM/CAE一体化的三维软件,能实现参数化造型、产品设计、加工制造仿真、造型与装配等功能,是国内三维设计软件主流产品。具有建模速度快、3D设计直观、图形增强后真实感强、仿真功能强大、人机交互操作界面友好等诸多优点。该文利用Pro/E软件强大的三维设计功能,对工件进行了参数化建模,并借助其加工仿真功能进行了数控加工仿真。
1? 基于Pro/E的工件参数化建模
1.1 工件图样分析
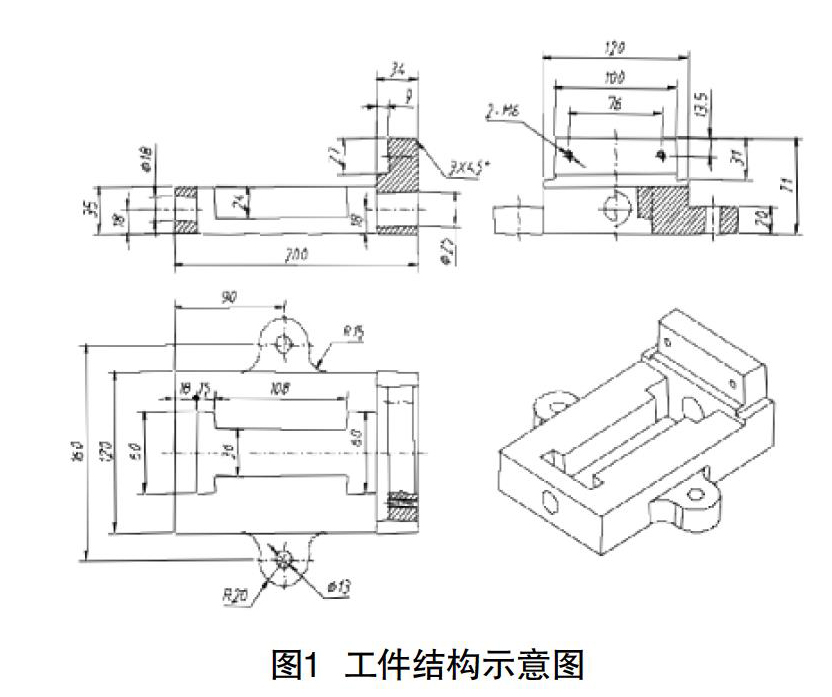
工件如图1所示,其材料为45钢,工件主体为为非回转体。工件主要由一个长方体料块通过去除材料加工形成,其主要特征有Φ25和Φ18以及2个Φ13的孔,2个M6的螺纹孔,以及两侧对称固定环的R20和R15圆弧。
1.2 工件参数化建模
参数化建模分参数修改法和完全程序化参数建模法。参数修改法是先通过Pro/E软件的建模特征树,构建约束关系,再通过修改特征树指定参数至二维图纸尺寸得到,如需再次修改图形,就通过修改特征树制定参数尺寸完成模型重新生成构建。完全程序化参数建模则完全是由程序控制,不需要模型库支持,通过软件的API数据调用程序生成模型,如需修改图形,需重新运行一遍程序。文章选用参数修改法建模。
模型通过拉伸(带厚度及去除材料两种)、镜像、基准平面平移、插入孔、修饰螺纹等特征操作完成参数化模型构建,如图2所示。
2? 基于Pro/E的工件数控加工仿真
2.1 机床选择及工艺分析
该零件加工厚度最大处为71 mm,且为非回转体,不利于车床三角卡盘装夹,因为图纸中无加工精度要求,所以加工该零件各个表面统一粗糙度,则无需进行粗铣—半精铣—精铣过程,综合以上因素,俯视图的所有轮廓、表面及两个固定环换的孔选择数控铣床进行加工,可以减少刀具的装夹次数及加工次数。端面的Φ18孔和Φ25孔选择数控钻床进行鉆—扩—铰的工艺流程加工。
2.2 刀具的选择及材料
由2007版王先奎主编《机械加工工艺手册》查得硬质合金刀具、高速钢刀具及常用的钻头和铰刀、螺纹刀,都是使用较多的刀具,且在市场易于得到,便于在刀具磨损时实现刀具的即时互换,因此选择硬质合金刀具。选刀及明细见表1。
2.3 制订工艺路线
根据以上刀具材料及工艺分析,结合工程图中对于表面精度无要求,则在加工过程中无需进行粗铣—半精铣—精铣过程,则在机械加工过程中就无需留下精加工余量,只需在毛坯加工过程中适当降低步长深度,使切削量不要过大超过机床刚度及影响工件表面质量即可。
(1)对于上表面,因为减去凸台部分长度为166 mm,且距离凸台高度为35 mm,且无表面精度要求,因此在铣削时可以采用直径大于166 mm的硬质合金钢刀具,步长深度小,利用多次铣削的方法铣出,减少加工次数。
(2)因为高速钢立铣刀多用于加工凹槽和凸台,且凹槽内表面也无精度要求,所以用高速钢立铣刀加工零件“工”字形凹槽,并一次加工完成。
(3)对于所有的孔进行加工,一般加工至IT7级,因为两个固定环的内孔与零件上表面处于同一平面,可以通过铣削加工一次完成,减少了钻孔时的装夹及加工次数,其余孔均选用数控钻床进行钻—扩—铰工艺流程(两个螺纹小孔直接打出),减少了对刀具的磨损及对机床刚度的破坏。
因为工程图中并未标出对于表面精度的要求,因此在加工过程中可适当提高机床转速以适当提高工件表面精度。
2.4 工序卡
具体情况见表2
2.5 数控加工仿真流程(部分)
工件主要采用的是铣床完成加工过程,因此属于去除材料型的加工类型。
(1)新建制造文件选择“制造”及利用“NC组件”子类型,根据三维模型的“长*宽*高”自动生成长方体毛坯。
(2)工件表面轮廓加工。进行机床选择、刀具参数、加工零点、退刀、曲面、序列参数设置见图3、图4。
(3)同样的参数设置程序对工件的外轮廓、内部“工”字型凹槽、钻孔等加工见图5、图6、图7。
该文基于Pro/E三维设计软件,利用其建模功能构建了工件的参数化模型,并结合Pro/E强大的数控仿真加工功能,对工件进行了数控加工仿真模拟,希望Pro/E的引入及使用能为地方高校机械课程开展学习以及地方制造业的发展有所贡献。
参考文献
[1] 徐珂,叶娟,朱绘丽,等.基于Pro/E的农耕机优化设计[J].农机化研究,2020,43(4):225-229.
[2] 彭志荣.基于Pro/E的注射模设计系统的研究[J].模具制造,2019,19(11):51-53.
[3] 吕雪,吴明明.基于Pro/E的装载机举升机构优化设计N0345X28[J].廊坊师范学院学报:自然科学版,2019,19(4):45-47.
[4] 程美.基于PRO/E的发动机活塞参数化实体建模[J].现代商贸工业,2019,40(29):212-213.
[5] 门超.斜齿轮设计与數控加工仿真的研究[D].河北科技大学,2015.
[6] 陈全明.面齿轮传动系统的设计研究及应用[D].哈尔滨工业大学,2017.
- 农村集体经济财务管理中存在问题与对策
- 基于家庭生命周期理论的H银行个贷业务风险防控策略
- 圆通并购先达财务绩效研究
- 我国债券市场违约的动因及防范研究
- 广西地方高校H学院内控建设现状及建议
- 政府会计制度改革对行政事业单位的影响
- 政府会计改革现状及对策研究
- 东北老工业基地经济产业发展现状及升级路径研究
- 浅析新旧动能转换对云南经济增长的促进作用
- 山西省农业保险工作存在问题及对策研究
- 物流仓储管理研究
- 中国跨境贸易电子商务发展现状与对策初探
- 劳务输出中存在问题及对策分析
- 浅谈农业信息要素融合影响因素
- 经济发展对农业院校大学生充分就业的影响研究
- 试论农业科技成果转化存在问题与对策
- 人本旨归视域下大学生资助育人模式构建
- 美丽乡村下生态服务提供模式探讨
- 百色市易地扶贫搬迁存在问题及对策研究
- 基础设施投资对经济增长推动作用的影响分析
- 食品级惰性粉在粮油仓储中的应用探讨
- 乡村振兴背景下乡村公共物品供给的政府角色定位及其实现
- 浅析智能投资顾问的法律问题及其监管
- 基于回归分析的知识付费参与意愿影响因素研究
- 链与链竞争环境下的渠道决策及其演化研究
- precleaning
- precleans
- preclearance
- preclearances
- precleared
- pre-cleared
- preclearing
- preclears
- preclerical
- preclose
- preclosed
- precloses
- preclosing
- preclosure
- preclosures
- pre-closures
- preclothe
- preclothed
- preclothes
- preclothing
- precludable
- preclude
- precluded
- precludes
- precluding
- 硬伤
- 硬倔倔
- 硬充个大铆钉
- 硬充人
- 硬充人物头
- 硬充土神仙
- 硬充好仁儿
- 硬充好汉
- 硬充数
- 硬充王八的孙子
- 硬充能耐
- 硬冲
- 硬别
- 硬到家
- 硬到底
- 硬刺
- 硬功
- 硬功夫
- 硬包装
- 硬化
- 硬卡拉
- 硬卧
- 硬取
- 硬古古
- 硬叫挣死牛,不叫打住车