蒋春荣 张成亮 顾加良
中图分类号:TM623 文献标识:A 文章编号:1674-1145(2019)6-190-02
摘 要 多数电厂在稳压器人孔开关时,选择使用螺栓拉伸机作为主要工具。相比于传统的开关人孔方式,它有很多优势。但在使用螺栓拉伸机开关人孔时,还是会出现一些问题,比如测量表没有示数;部分螺栓残余拉伸量与其他螺栓差距较大等等。本文将简单介绍一下造成这些情况的原因,并提出良好实践以避免此类情况再次发生。
关键词 螺栓拉伸机 开关人孔 问题 良好实践
一、引言
稳压器作为一回路压力调节设备,内部温度压力高。稳压器人孔处于一回路最高处。稳压器人孔位于稳压器上封头处,人孔开口方向是斜向上45°。从内到外组成部件有人孔法兰,垫片,内衬板,内衬板固定螺钉,人孔盖板及螺栓螺母(如图1所示)。
稳压器开人孔工作是一回路主线工作,稳压器人孔打开后,一回路才能完成排水而不用担心其他一回路设备因内外部压差受损。高质量完成稳压器关人孔工作同样十分重要。经过数次大修,使用螺栓拉伸机开关人孔工作出现过一些问题。下面详细讲述比较常见的问题,分析问题产生的原因,并提出解决方案。
二、問题及改进建议
(一)固定螺钉变形
在关闭稳压器人孔时,需要先安装垫片及内衬板。内衬板由三颗固定螺钉固定在人孔法兰面上。在紧固螺钉时要求螺钉紧固完成后,要求其深度大于1.5mm,就是说螺钉端面与内衬板上表面距离大于1.5mm。原因在于,稳压器人孔垫片厚度为4.5mm,稳压器人孔关闭后,垫片厚度会被压缩,也就是说人孔盖板会向人孔法兰移动。如果螺钉旋紧深度不足,那么有可能导致盖板直接压到螺钉,造成螺钉被压变形。
(二)人孔盖板无法准确定位
由于人孔开口是斜向上的,导致人孔盖板也是倾斜的,且盖板质量大,不利于调整。或者勉强定位后,位于下方的螺栓受到盖板挤压会造成整体受力不均,影响最终螺栓拉伸效果。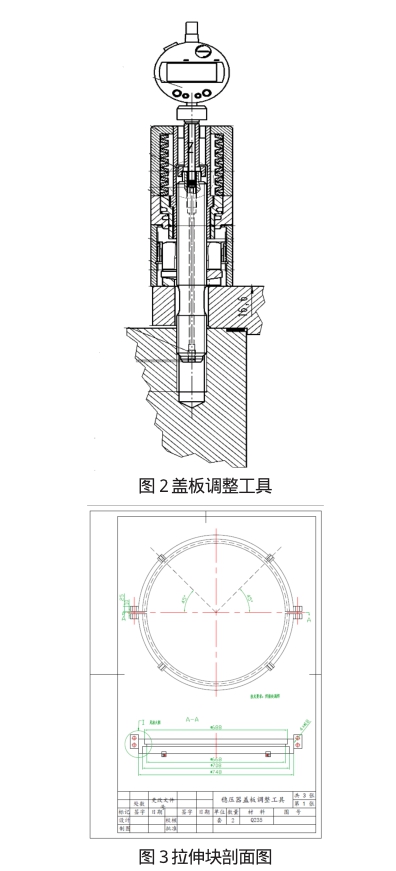
针对该情况,我厂制作了稳压器盖板调整工具(如图2所示)。该工具分两半,通过螺栓连接。使用时,中间凸台卡在人孔法兰间隙中,凸台厚度根据设计文件要求确定,不能影响人孔盖板的紧固及垫片压缩量。凸台下方内径应与人孔法兰外径一致,以便调整工具定位。凸台上方内径应比孔盖板外径略大,便于盖板落座到调整工具上。另外,在调整工具上开四个螺栓孔,间隔90°,并安装单头螺栓。人孔盖板落座后,通过这四个单头螺栓调整人孔盖板位置。一般要求在执行开人孔工作时,就将该调整装置安装好。这样也可以避免开人孔时,螺栓拉伸工作完成后,盖板下滑挤压螺栓,导致螺栓无法拆除的情况。
(三)压力表示数异常
我厂稳压器螺栓拉伸机采用的是整体拉升。16个单体拉伸块串联后,由液压泵提供液压力。螺栓拉伸机的工作原理是通过液压泵提供的液压力,将螺栓拉长,减小螺栓和螺母之间的挤压力,就可以用很小的力转动螺母。这里要引入一个残余拉伸量的概念,螺栓由于要恢复到原状态,而螺母又紧固着它使它不能回到原状态,这时便产生了一个残余变量,而我们最终关注的值即为拉伸的残余拉伸量。这个残余拉伸量通过千分表测量(见图3)。
在执行稳压器关人孔工作过程中,会出现测量表无示数、各测量表见示数偏差大、部分测量表示数突变等异常情况。造成这些异常的原因有多种,但影响最大的因素是螺栓螺母、拉伸块及测量表的安装不到位。
螺栓和螺母安装。每个螺栓的凸出长度应当一致,另外应用相同的力矩将螺母手动带紧。虽然在安装测量表时会要求归零,但是如果螺栓凸出长度不同,那么每次拉伸后的残余量必然是有差别的。
拉伸块安装。拉伸块内侧是六方的,用于和螺母配合。很可能出现六方没有完全配合好情况。在拉伸过程中,转动螺母到一定位置,刚好可以和拉伸块内六方配合时,拉伸块就会完全落下,这会导致测量表示数突变甚至没有示数。所以,在安装拉伸块时,应轻微晃动拉伸块,适当转动下缸体,确保拉伸块完全落座。一般完全落座时,会发出“咔”的声响,另外上下缸体可同时左右转动无卡涩。这两点可以作为拉伸块完全落座的判断依据。
测量表安装。我厂的螺栓拉伸机测量表采用的是磁力表座,表座也是内六方,与螺栓端部的六方头配合。凭借磁力表座内侧的强力磁铁,确保测量表与螺栓紧密连接。在实际工作过程中,我们发现由于加工误差,螺栓六方头及表座内表面毛刺,测量芯杆弯曲等,都会导致测量表安装不到位,对测量结果产生不良影响。针对上述原因,在拉伸工作开始前,需要先对螺栓和测量表进行检查。首先确认测量表芯杆无弯曲情况,清理修复螺栓和表座的毛刺,另外根据配合度提前将螺栓和测量表进行配对并做好标记。
三、结语
螺栓拉伸技术是一项十分成熟的技术,使用拉伸机开关稳压器人孔并没有技术难题。拉伸过程中的异常更多的是细节没有做到位导致的。在工作开展前应对拉伸机进行检查保养,确保工具齐全并且可用。在安装人孔组件及拉伸块时,应确保各零部件安装到位,并且应当进行验证。测量内衬板固定螺钉的深度;调整盖板位置确保法兰螺孔与盖板通孔对准;手动安装螺栓时确保其凸出长度一致;连接完油管后启泵检查其是否漏油;在低压力平台下,进行2-3次的升压和泄压,检查压力表示数是否有异常,如有异常则进行检查消除。倘若能将这些细节都执行到位,那么稳压器人孔开关操作必定能更顺利的完成。
参考文献:
[1]蔡汝旭,丁华龙,富会佳.螺栓拉伸机关盖操作流程优化[J].科技传播,2016(6上).
[2]螺栓拉伸机操作手册。
- 让体验与作文结伴而行
- 浅谈初中语文教学现状与精准策略
- 牵手妙趣横生的“读书”乐园
- 探究信息技术与小学语文学科的整合之道
- 职教语文与信息技术整合教学的探索
- 运用知识建构教学促进小学生深度阅读的研究
- 充分利用小学语文课文资源的途径
- 核心素养背景下初中语文与国学教育的有效整合探讨
- 论语文教学中创新能力培养的方法和途径
- 小学语文阅读教学高效课堂的创建策略
- 浅析情感教育在小学语文课上的贯彻与运用
- 核心素养理念下的小学语文个性化作业实施的探讨
- 探讨阅读教学对小学语文教学的点睛作用
- 让小学语文教学和“新教育”紧密结合
- 乘着想象的翅膀
- 如何利用课文中的插图培养学生的语文素养
- 高中语文深度阅读的探索与实践
- 传统吟诵在普通高中古诗文教学中的意义
- 统编教材背景下小学语文“以生为本的新型课堂”的打造
- 读书笔记在初中语文阅读教学中的运用与实践
- 小学语文低年级阅读教学策略研究
- 暮色苍茫看劲松,乱云飞渡仍从容
- 思考如何在初中现代文阅读教学中提升学生阅读理解能力
- 巧用批注,让学生在文本中游走
- 统编教材“预测策略”单元的编排意义与教学建议
- black wednesday
- black widow
- black widows
- black²
- black³
- black¹
- bladder
- bladderless
- bladder-like
- bladderlike
- bladders
- blade
- bladeless
- bladelike
- blader
- bladers
- blades
- blame
- blamed
- blameless
- blamelessly
- blamelessness
- blamelessnesses
- blamer
- blamers
- 八面张罗
- 八面来风
- 八面求圆
- 八面玲珑
- 八面莹澈
- 八面见光
- 八面讨好(儿)
- 八面锋
- 八面驶风
- 八面鼓
- 八音
- 八音克谐
- 八音并奏
- 八音盒
- 八音繁会
- 八音迭奏
- 八音遏密
- 八音领袖
- 八音齐奏
- 八韵关键序
- 八项注意
- 八风
- 八马
- 八骏
- 八鸾