摘要:螺纹加工方法不能满足高效率、高质量的生产要求。从螺纹铣削的刀具轨迹和切入方式以及螺纹铣削的编程等方面,分析螺纹加工过程。
关键词:螺纹铣削;切入方式;螺纹编程
外螺纹加工主要采用螺纹铣刀、板牙等刀具完成。工作時需多次走刀才能切出螺纹轮廓,生产效率低。内螺纹则主要采用丝锥完成,螺纹精度难以保证。
1螺纹铣削的基本原理
为了更好地运用螺纹铣削,机床必须具备三轴联动功能,实现螺旋插补功能,有机床控制刀具实际螺旋运动,螺旋插补由平面圆弧插补和垂直于该平面的线性运动联动形式。
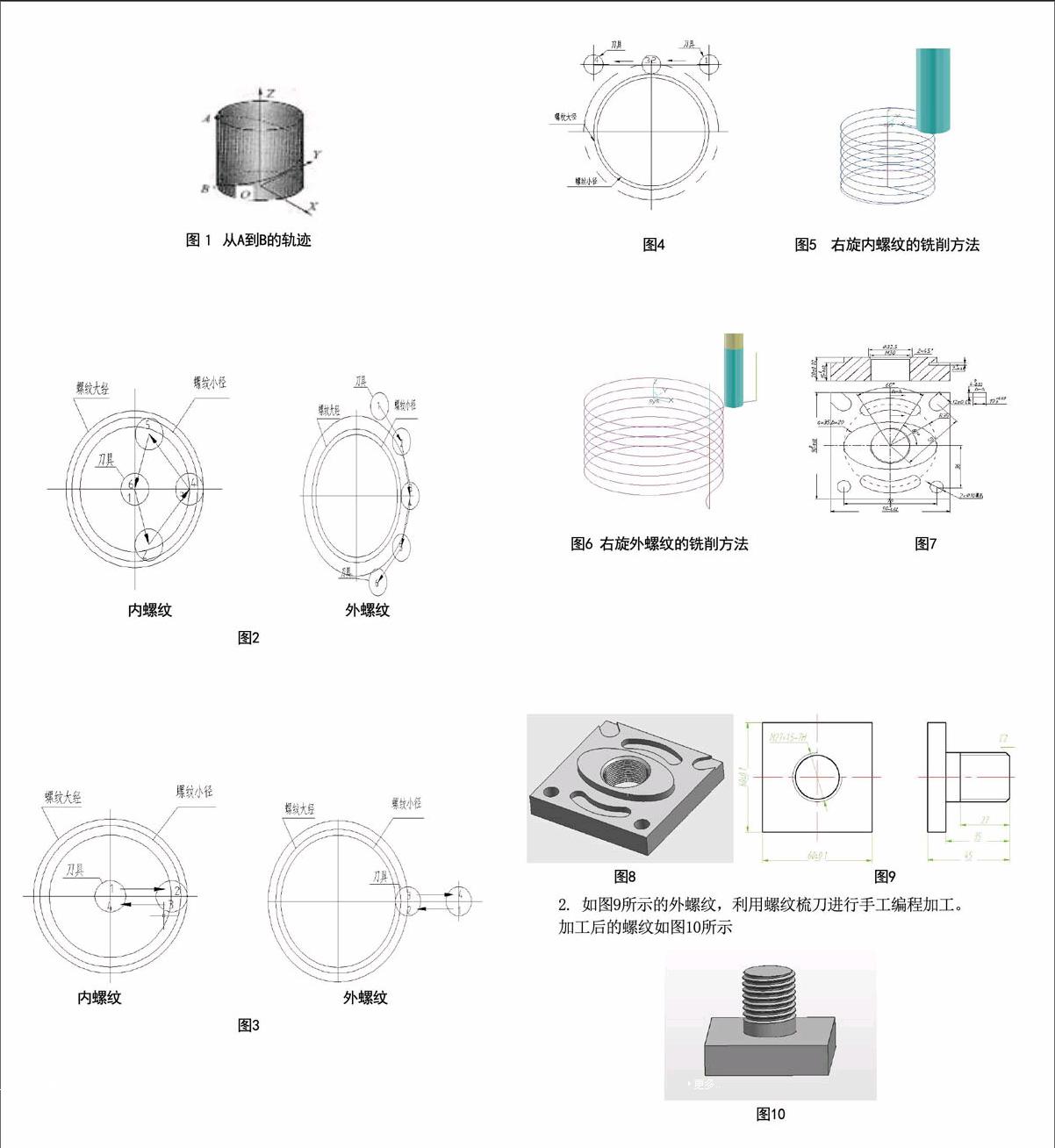
图1从A点到B点的轨迹是XY的平面圆弧插补运动和Z轴线性直线运动联动形式。通过G02/G03X_Y_Z_I_J_K_指令实现螺旋插补运动
2螺纹铣削加工
1.切入方式
(1)圆弧切入法
图2所示、刀具切入、切出稳定,不留痕迹。
图2:1-2刀具快速定位2-3刀具沿圆弧进给切入、同时沿在z轴插补3-4轮廓进给插补一周,轴向移动一个导程4-5刀具沿圆弧进给切出,同时沿z轴插补
5-6刀具快速返回。(2)法向切入法
图3所示,刀具切入时冲击较大,易产生振动,在切入切出的地方有明显的痕迹,影响螺纹的质量,适用于精度较低的场合。
(3)切向切入法
图4所示,该方法比较简单,并具有圆弧切入法的优点,仅适用于外螺纹的铣削加工。该方法加工是逆铣。加工出的螺纹表面质量较低,适用于表面要求一般的场合。
图4:1-2切向进给切入2-3整圆进给插补一周,轴向移动一个导程。3-4退出
2.螺旋铣削方法
(1)内螺纹铣削
加工时螺纹铣刀可如图5所示自上而下,该方法加工是逆铣,加工出的螺纹表面
(2)外螺纹铣削
加工时螺纹铣刀可如图6所示自上而下,该方法加工是顺铣,加工出的螺纹表面。
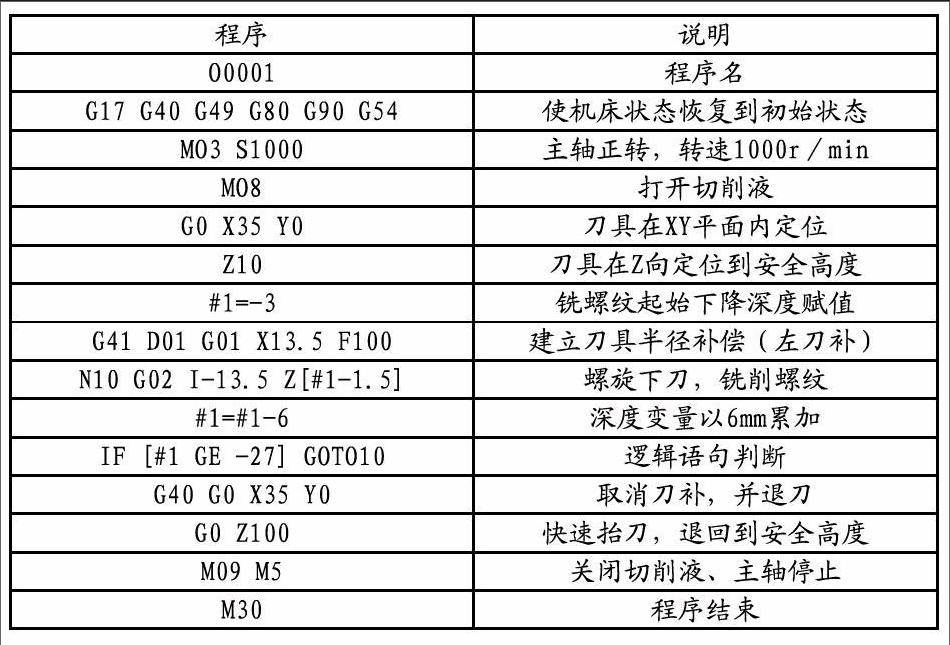
3螺纹编程
1.如图7所示的内螺纹,M30×1.5(螺纹深度是20mm),以预加工出螺纹底孔直径28.5mm。
螺纹刀具选择的是9齿的螺纹梳刀。下刀的深度应与梳刀的相应齿数与螺距乘积相同。以防止乱牙。
加工后的零件如118
2.如图9所示的外螺纹,利用螺纹梳刀进行手工编程加工。加工后的螺纹如图10所示
4结束语
通过对螺纹铣削方式的分析,我们可以在加工中心上对螺纹进行铣削,使得零件的工序更为集中。随着数控技术的快速发展,螺纹可以通过铣削来代替传统的加工方法。归纳总结每种方法的优缺点,以后能更好的熟练运用这些方法。
- 架空电力线路防风加固技术研究
- 铁路工务工程大型养路机械化施工质量控制研究
- 刍议城市大型商业综合体建筑消防安全问题
- 钻孔桩施工过程中的若干问题探讨
- 水环境监测中离子色谱技术应用问题及对策
- 浅谈石化项目中地下水污染防治工程的环境监理要点
- 讨论公路桥梁下部构造临时支撑软基处理问题
- 企业文化与家庭文化建设同生共长
- 浅析社交电商“拼多多”的商业模式
- 国有企业转型背景下的管理模式创新和干部管理思路
- 基于烟草商业企业管理在互联网思维影响下的创新与思考
- 论驱动集团公司盈利性增长的策略
- 当前中国农村经济发展的分析与思考
- 试论水文、环境以及工程地质科技化发展方向
- 航空企业如何开展有效的安全教育培训初探
- 试论基于创新型人才模型的辅导员工作
- 以责任清单为抓手推进安全生产责任制实践探索
- 高职院校图书馆社会开放服务探索
- 提升化工产品质量检测水平的措施研究
- 校企合作模式下的教师能力提升促进大学生就业创业实践创新
- 校企合作视角下建筑类高职院校创新创业基地构建研究
- 研究生教育管理存在的问题及对策
- 海内外高层次人才招引路径及模式研究
- 城乡规划设计中的美丽乡村规划研究
- 深刻认识特色小镇建设是新时代推动乡村振兴发展的有效举措
- rectified
- rectifies
- rectify
- rectifying
- rector
- rectoral
- rectorates
- rectoress
- rectors
- rectorships
- rectum
- rectums
- re-cultivate
- recultivated
- recultivates
- recultivating
- recultivation
- recultivations
- recuperable
- recuperate
- recuperated
- recuperates
- recuperating
- recuperation
- recuperations
- 只认得睁眼金刚,认不得闭眼睛佛
- 只认票子,不认人心
- 只认衣衫不认人
- 只认钱,不认人
- 只认银钱不认人
- 只记馒头,勿记拳头
- 只讲吃
- 只讲打
- 只讲空话,而不实行
- 只讲过五关,不讲走麦城
- 只许在指定的范围内活动
- 只许州官放火 不准百姓点灯
- 只许州官放火 不许百姓点灯
- 只许州官放火,不许百姓点灯
- 只许州官放火,不许百姓点灯。
- 只许强者打,不许弱者叫
- 只词褒贬
- 只语
- 只说
- 只说不做的话
- 只说别人黑,不说自家黑
- 只说日头常晌午,如何也有个错了的时节
- 只说獐过鹿过,不说麂过
- 只说獐过鹿过,可不说麂过
- 只说獐过鹿过, 可不说麂过。