韦世勇


摘 要:数控车工技能竞赛主要通过零件加工来直接考核参赛选手的操作技能水平,选手需要在规定时间内根据给出的竞赛图纸完成绘图、编程、加工等一系列操作,竞赛难度较大。本文旨在通过一种样题来分析在竞赛过程中如何合理安排加工工艺、选用刀具及切削参数,高效、高质的完成零件加工,从而对参加数控车工竞赛的选手提供帮助。
关键词:数控车床;技能竞赛;样题分析
东莞市作为“技能人才之都”,为营造热爱技能、崇尚技能、技能成才的浓厚氛围,同时为了中国队能在“世界技能大赛”中争夺金牌,每年如火如荼的举办现代制造技术职业技能竞赛,数控车项目作为传统项目,也在近几年受到前所未有的瞩目,报名人数激增使得竞争愈发激烈。选手要想在竞赛中脱颖而出,除了具备良好的心理素质和过硬的专业技能之外,更加迫切需要丰富的实践经验和竞赛技巧作指导。因此,本文针对2018年东莞市现代制造技术职业技能竞赛数控车竞赛样题在切削过程中的加工工艺安排、刀具选用、参数设定、注意事项等进行简要的分析和探讨,旨在为参赛选手提供借鉴思路。
1 数控车工项目竞赛样题
零件材料为:硬铝φ70mmX105mm,加工时间4小时,单件生产,使用CAK4085i广数980TDB系统车床,样题零件内孔、外圆形状如图1和图2所示。
2 零件加工分析
1)该零件的特点是尺寸精度高,公差带变化大,槽多且薄壁,考虑到装夹变形及刚性,工序安排如下:
工序一:夹持右端毛坯先加工左端内孔至φ18mmX60mm处、外圆至φ68mmX73.5mm处。
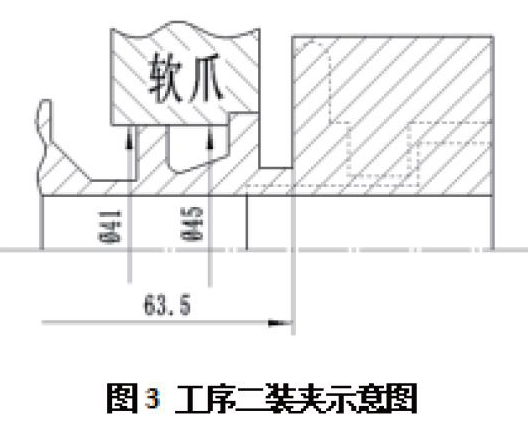
工序二:车削软爪台阶孔φ41mmX15mm、φ45X12mm。已加工完成左端,调头使用软爪夹持φ41、φ45外圆刚性及稳定性。调头装夹示意如图3所示。
2)该样题的尺寸精度要求均在≤0.03mm,表面光洁度要求≤Ra0.8,左右两端内孔同轴度公差为0.025mm,左右两端面平行度公差为0.02mm,且左端φ30mmX5mm槽、φ54mm端面槽、φ24mmX10mm等三个槽底皆为薄壁,其中端面槽最薄,仅有1mm。
3)刀具选型是最重要的环节之一,针对铝材质选择专用刀片,通常情况下铝用刀片较为锋利,可减小加工受力,有效降低切削振动和变形的产生。粗加工刀具选用R0.8刀尖,选用中等背吃刀量,快速进给切削,保证刀尖的可持续性,使刀尖不易崩碎,为了不产生带状切屑缠绕工件已工表面,所以要合理选用切削参数控制切屑的形状,最好为崩碎状屑形。然而精加工需选择小的刀尖半径,通常选择R0.2mm,刀尖角小则切削阻力小,可有效降低震动,获得较好的表面光洁度及控制尺寸精度。
3 加工工艺及问题点处理
在规定时间内完成整套零件加工,首先要科学合理的编程,同时必须根据刀具性能充分选择切削用量。切削量的基本原则是:粗加工以提高生产率为目的,所以需要在合理范围内选用较大的背吃刀量和切削速度。半精加工、精加工是以保证零件的质量为主,应选择较小的背吃刀量、较高的转速与偏低的进给。左端与右端加工内容、刀具选型及切削三要素的选择供表1、表2作为参考。
3.1 零件左端加工
1)通过三爪卡盘夹持φ70mm毛坯,伸长74mm,钻削φ18mm孔贯通。
2)问题点:(1)加工左侧内孔时,内螺纹退刀槽内直角与外
轮廓90°斜面间的平行距离仅有1.41mm,因壁较薄,精加工外圆时刚性不足容易产生振动,出现振纹,建议把退刀槽内直角改为倒C1角,提高与外轮廓斜面的平行距离2.12mm,从而提高刚性。(2)完成零件左端加工后,再次精加工外圆的同时,因薄壁缘故,仍会产生振纹,建议在已加工好的内孔增加填充物,如海绵、橡皮泥等物体,提高刚性、降低振动。(3)精加工左端端面槽时,因槽底与背面距离仅有1.5mm,精加工也是容易产生振纹,需要使用棉布缠绕并用丝绳系紧,精加工完成后再剪开。(4)加工完左端后调头装夹存在校正同轴度、平行度问题,所以在加工左端之前,需提前在右端φ68mmX72mm外圆上预留余量,车削外圆作为基准,用来校正同轴度,另外左端面距67.5mm处端面可用于校正平行度。(5)外轮廓R2圆弧与40°斜轮廓相切处存在球刀与切槽刀的接刀痕问题,建议在对刀时,使用千分尺测量出精确的对刀值,保证两把刀的X轴精度,通过给定一致的刀具补偿保证接刀痕顺畅。
3.2 零件右端加工
1)根据φ41mmX15mm、φ45X12mm两外圆的精度,粗、精镗削软爪,保证调头装夹时卡爪能与两台阶紧密贴合,通过杠杆百分表校正同轴度、平行度。
2)问题点:(1)外螺纹加工,在钢性不足的情况下容易产生振纹,所以要在内轮廓还未加工前完成外螺纹的粗精车削,保证通规通、止规止;(2)精加工内轮廓时,φ21内孔与φ24mm外圆槽壁厚仅1.5mm,精加工时建议使用棉布缠绕φ24mmX10mm外圆槽,并使用橡皮筋扎紧增加厚度,起到抗振作用;(3)完成内轮廓加工后,仍需利用填充物塞进内轮廓保证精加工外圆槽时不产生振动、影响尺寸精度及表面粗糙度控制;(4)左端端面槽也存在底面薄壁的现象,通过上述方法使背面临时加强辅助精加工;(5)通常情况下,调头装夹校正平行度和同轴度时,很难在短时间内校好,很多选手都会选择放弃同轴度的校正,保留平行度,掌握校正的技巧需要在平时多练习校正方法,掌握使用校正棒敲击的力度及位置极其重要。
4 总结
比赛样题的加工,主要难在时间短、任务重、精度高、工艺复杂且技巧性高,选手要在短时间内完成高难度、高精度的零件加工,必须同时具备过硬的专业水平和良好的心理素质,用以应对因比赛场地不熟悉,比赛设备陌生以及各种可能发生的突发状况,从而避免问题处理不当带来的失误。总之,在竞赛场上,仍需要不断努力的积累经验,夯实专业素质,提升心理素质,用以应对今后的比赛和工作。
参考文献
[1]杜庚星,薛寶丽.车工技能训练[M].中国劳动社会保障出版社,2005.
[2]王先逵.机械制造工艺学[M].北京:机械工业出版社,1995.
- 走出去图书
- 海外荐书
- 《我爱平底锅》入选2013“中国好书”
- 推进南药产业发展的平台《中国南药引种栽培学》发布
- 浙少社推出“淘气包马小跳”新作《忠诚的流浪狗》
- 中国新闻出版研究院与镇江市政府签署战略合作协议
- 中国书业首获伦敦书展大奖
- “书香中国万里行”在京启动
- 想出书,如何向出版社提案
- 建筑结构设计类图书出版应对困境之对策
- 教辅图书责任编辑的职责所在
- 历史类书稿处理中应兼顾的要求
- 数字化转型的人才之困
- 日本版权法与习惯法的“合著者”之争
- Spritz:阅读技术的革命
- 豪伊报告(二)
- 墨西哥阅读推广策略
- 国信办严肃查处31家传播谣言网站
- 怎么看与怎么办《2013年全国新闻出版产业分析报告》解读
- 海外荐书
- 你是世界上最独特的产品!
- 素质教育是教改的战略主题
- 世界经济发展视角下的粮食安全
- 儿童作家子鱼现身福建与小读者分享新作
- 《金砖国家发展报告》发布会在京举办
- neutralised
- neutralises
- neutralising
- neutralities
- neutrality
- neutralization
- neutralize
- nonenterprising
- nonentertaining
- nonentertainment
- nonentertainments
- nonenthusiastic
- nonenthusiastically
- nonenticing
- nonenticingly
- nonentities
- nonentitious
- nonentitous
- nonentity
- nonentomologic
- nonentomological
- nonentrant
- nonentrants
- nonentreating
- nonentreatingly
- 男孩的发髻
- 男孩的生殖器
- 男孩,儿子
- 男宠
- 男室女家
- 男家
- 男家或女家向对方提议结亲
- 男家送给女家的订婚礼
- 男宾
- 男尊女卑
- 男就族
- 男巫
- 男式
- 男当下配,女望高门
- 男当家
- 男怕人错行,女怕嫁错郎
- 男怕失足,女怕失身
- 男怕穿靴,女怕戴帽
- 男怕西皮,女怕二簧
- 男怕输笔,女怕输身
- 男性
- 男性佛徒穿的衣
- 男性农民
- 男性和女性
- 男性客人