摘 要:能源工业是我国经济发展的重中之重。石油资源日益稀缺,导致了价格不断上涨,逐渐供不应求的趋势使得煤炭的开发利用量随之扩大,而选煤厂原煤运输工作环境较为恶劣,安全系数低,加之传统的运输系统工作效率低下,无法满足生产需求,因此对选煤厂运输系统的技术改造是迫切需要的。
在工业自动控制过程中越来越多的得益于PLC控制技术和上位机组态及其通讯技术。本文是在这种背景下,以生产产量、生产时间以及生产耗电量为生产技术指标,对皮带集中控制系统在选煤厂原煤车间的原煤运输方面运用进行分析及讨论。以实现皮带输送高产、优质、安全、节能、省力,减员增效的目的。
关键词:皮带输送机;PLC;上位机;集中控制;故障保护
1 概述
对于皮带运输系统首先要保证的是其安全性,这关系到了原煤运输的高产量以及高效率。但是传统的皮带运输经常出现一些故障,如打滑、跑偏、撕裂等,并且出现故障后不能及时处理,从而使运输效率低下,传统技术已经无法满足发展的需求[1]。随着现代科技的飞速发展,加之传感技术和控制理论的支撑,实时的集中控制监测可以实现无人值守在现场岗位的皮带运输系统,从而达到减人增效、提高矿井安全程度的目的,由此成为煤矿运输系统保护,甚至整个煤矿自动化系统的主要控制管理方式[2]。皮带的运输集控系统能及时获取皮带运输系统的信息,并将数据结果呈现给工作人员与管理人员,以进行具体的生产操作与分析决策[3]。
2 皮带机集中控制系统组成与工作原理
2.1 皮带机集中控制系统组成
皮带机控制系统主要由操作台、皮带机保护装置、各类传感器组成,它是集各级煤炭运输,故障监测与控制,各级设备保护于一身的控制系统。皮带机控制系统主要是对皮带运输煤炭过程中的环境参数、电压电流参数、运行状况、设备状况、设备的运作方式等进行实时监控[4],它既可以单独运行,也可以与综合系统链接。本系统达到了采集数据快捷,传输信息高效的效果,保障各层次之间的通信稳定、可靠。
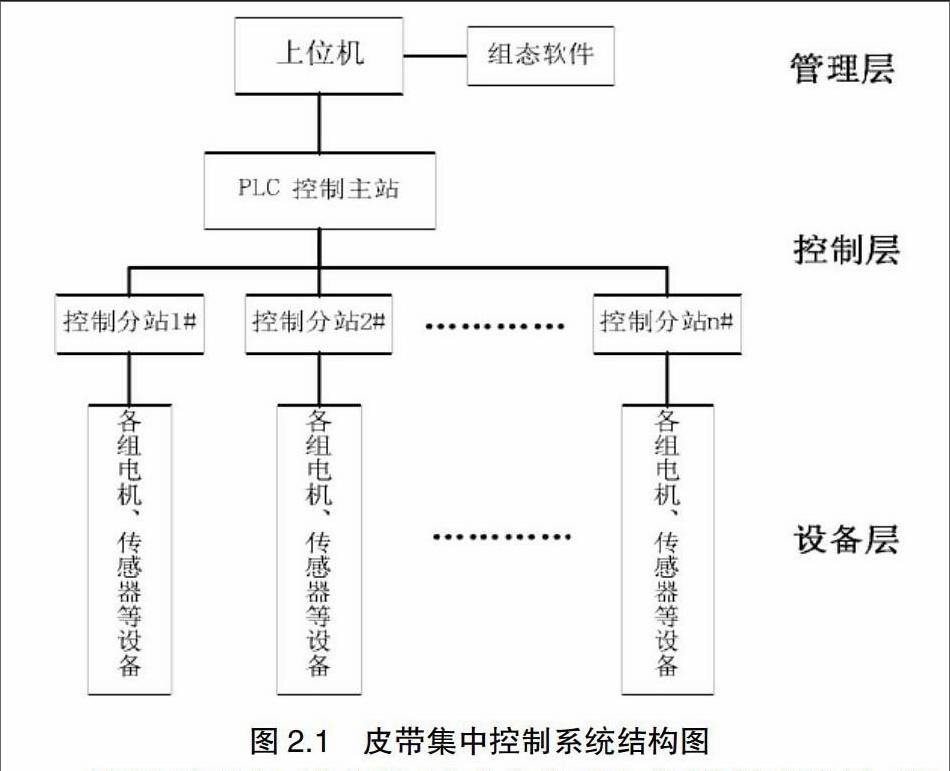
根据硬件结构可将控制系统分为管理层、控制层和设备层三级网络体系[5]。
管理层:上位机可实现对皮带运输系统的实时监控,收集设备运行时的状态以及工况数据,并可下达指令,管理、存储、更新以及共享数据库资源,并且实现与整个煤矿自动化系统的网络连接与通信。
控制层:着重以 PLC 为核心的主站、分站、防爆控制箱组成。该层主要工作是采集现场各传感器数据、进行逻辑运算并处理数据、信息转换、执行指令、实施故障保护,是实现远程集中控制的重中之重。
设备层:该层对相关设备进行保护并及时呈现给管理层。其主要是针对系统的运行、故障等进行针对性的参数采集与状态反应进行针对性保护并将信息呈报给管理层。
2.2 皮带机集中控制系统工作原理
皮带机控制系统以现在科技技术为基础,对整个皮带传送系统设备进行保护。传感器将收集到的数据与系统的运行时工作状况的相关参数(如温度、堆煤、速度等)通过工业控制的总线通信技术,反馈给工控机进行数据处理。接下来,PLC 就利用工业综合系统将处理好的信息以图像或者表格的形式展现出来到上位机,最后以简洁明了的人机画面提供给工作人员,从而工作人员再根据反映的运输系统情况,进行具体操作与控制。当接受到下达的指令后,程序又逆顺序执行,即上位机发送命令—PLC程序传送信息—实地设备的执行的先后顺序,执行对设备的动作,从而达到了系统的时刻监测反应信息与集中控制的自动功能。
3 系统功能
控制系统通过上位机界面实时显示皮带机工作现场环境、带速、轴温等重要参数的变化,通过变频器可以准确的实现带速的调速。本控制系统有如下几种主要功能:
3.1 上位机动态显示功能。控制系统的上位机可以时刻的显示带速、电压、电流、煤量、打滑、跑偏、堆煤、是否有烟雾、轴温等运行环境参数及故障信号,可以实现根据故障的来源播报相应的语音进行故障报警和故障提示;且可以显示分站保护装置上LCD屏上显示的汉字及相应提示和报警。上位机监控界面对多条皮带机运输机设备的工作状态实现动态图形化检测[6]。上位机界面对各项参数提供历史数据查询和历史报警记录,报警打印和数据打印功能。对主要监测数据(如轴温)实时动态绘制趋势曲线。
3.2 连锁功能。本控制系统具有集控、就地、单台、手动、检修、闭锁等多种工作方式供选择使用。系统实现了在有故障出现的情况下不会出现堆煤的现象[7]。对大功率运输机系统采用软启动和软停车,结合电控和变频器相结合技术、调速型液力耦合器技术、电软启动技术,能满足重载启动及比较低加速度平稳启动,实现多级皮带机之间的功率平衡,从而节约资源,提高生产效率。
3.3 动态信号处理和联网功能。多级皮带机集中控制系统通过互联网技术与整个煤矿的监测控制系统互联,实现远程控制、数据共享、方便工作人员查看[8]。皮带沿线,生产系统和控制工作室之间都有联系信号。本系统具有事故提前预报和事故停车的声光报警信号。井下还配有多功能载波电话机,实现各级皮带机工作人员的通话,语音扩播电话实现打点信号播报、启停车信号的播报。
3.4 一皮带机系统出现超流、超压、堆煤、打滑等故障时,上位机可以控制皮带机停车,并播报相应的语音故障报警[9]。皮带机在运输煤炭的过程中出现超温、烟雾故障时,集中控制系统可以自动启动洒水装置,严重情况下进行停车,等待工作人员来维修。这些所有的故障,上位机都能实时的记录,反应给工作人员,集中控制系统也能通过人工手动控制,就地检修[10]。
4 生产技术指标
4.1 生产产量检测。生产产量由破碎站出口安装的摩德威mw99皮带秤电子设备采集上煤小时量,通过施耐德plc编程软件 unity pro编程和上位机组态软件ifix5.0 编辑显示画面上。
4.2 生产时间检测。由施耐德plc编程软件 unity pro和上位机组态软件ifix 来共同采集现场数据并显示于上位机画面。
4.3 生产电耗检测。由现场各进线柜安装的电能表读取数据并传输到plc和上位机画面上。
5 结论
目前,对选煤厂皮带机集中控制系统的研究在我国发展迅速,它正在向网络化、信息化、自动化的方向迈进。本文介绍了皮带运输系统的系统组成与工作原理,皮带机集控系统,以unity pro软件作为编程系统、以ifix作为上位机组态软件,将信息现实于上位机画面,清楚明了,对生产产量、生产时间以及生产耗电情况进行检测并及时改进,大大提高了生产力,皮带集中控制系统还可以对系统故障进行实时监测及保护,在很大程度上提高了操作现场的安全指数。由于可远程控制,工作人员在室内就能进行日常操作及事故处理,从而解决了工作环境恶劣,效率低下等问题,达到减员增效的目的,从而少量人员就可以监控五个皮带运输系统,进而使得四个班组合理安排工时。由于集控系统能及时的将信息呈报给管理层,还可进一步提高管理水平。
参考文献:
[1]王成.基于PLC的矿井皮带机远程监控系统的研究[D].辽宁工程技术大学,2011.
[2]梁志文,师瑞祥,等.胶带输送机的技术改造及应用[J].甘肃科技,2006(4):39-40.
[3]朱晓霞,项鲁丁.CST 在带式输送机电控系统中的应用[J].煤矿机电,2005(5):57-6l.
[4]裴木迟,纪宏超,程相文.带式输送机不同工况下制动对比分析[J].煤矿机械,2014(10):97-97.
[5]MT1004-2006 煤矿安全生产监控系统通用技术条件.
[6]严盈富.监控组态王软件与PLC Af J[M],北京:人民邮电出版社,2008:30-42.
[7]Wen Liujuan, Zhou Wei. Belt machine Welding deformation control and correctionmethod[J]. EI, 2013(38):269-272.
[8] Jason Hill,Robert Szewczyk, etal . System Architecture Direction for Networked Sensors[J]. University of California,Berkeley,2000.13.
[9]肖峥,林涛. 基于模糊控制的皮带机变频调速系统设计及实现[J]. 电气传动,2008(9):65-71.
[10]王波.基于 PLC 的矿用皮带运输机集控系统的开发与研究[D].太原理工大学,2011.
- 论网络平台新型不正当竞争行为的法律规制
- 我国民间融资刑法规制体系的构建与完善
- 网络借贷纠纷解决的新途径
- 融资租赁合同中自物权抵押立法目的研究
- 众筹商业模式解读及其法律风险防范研究
- 论“一带一路”背景下PPP项目立法的必要性
- 法治宣传大学生志愿者队伍建设
- 物流领域政府监管信息共享机制建设的现状、问题及对策
- 民事诉讼第三人权利保护机制研究
- 浅谈民事诉讼法律责任制度
- 对如何完善防范刑讯逼供制度的研究
- 日本少年审判中的审前调查制度探析
- 论美国种类股法律制度
- 沉浸式语境下的幼儿汉语教学案例分析
- 浅谈小学生品德教育
- 全球化视野下青少年中华优秀传统文化教育探析
- 社会主义核心价值观融入高中思政课途径探析
- 《道路交通安全法》课程教学改革探索
- 新疆高校辅导员职业能力提升探索
- 浅析高校辅导员在大学生创新创业教育中的工作定位
- 大学生参与网络评论的道德意识培养
- 当代大学生政治参与的影响因素及提升路径
- 新形势下高校学生会利益表达功能及实现分析
- 中原经济区受损环境生态修复法律制度初探
- 从双规到留置谈对中国监察制度改革的思考
- illegitimacy
- illegitimate
- illegitimated
- illegitimately
- illegitimateness
- illegitimatenesses
- illegitimates
- illegitimating
- illegitimation
- illegitimations
- illegitimatize
- ill equipped
- ill-equipped
- iller
- illest
- ill-fated
- ill fated
- illfavo(u)redly
- ill health
- illicit
- illicitly
- illicitness
- illicitnesses
- illicitous
- ill-informed
- 冬天的知了——一声不响
- 冬天的竹笋
- 冬天的竹笋——出不了头
- 冬天的草
- 冬天的蚂蚁
- 冬天的蚂蚁——不露头
- 冬天的风,寒风
- 冬天离不开洞
- 冬天穿单褂——冷暖自己知
- 冬天穿的衣
- 冬天穿袄,夏天吃瓜——什么时候说什么话
- 冬天穿袄,夏天吃瓜,什么时候说什么话
- 冬天进豆腐房——好大的气
- 冬天麦盖三层被,来年枕着馒头睡
- 冬奥
- 冬奥会
- 冬季
- 冬季农业
- 冬季初期
- 冬季天儿
- 冬季奥林匹克运动会
- 冬季将尽之时
- 冬季最冷的时期
- 冬季末期
- 冬季极盛的阴气