刘智博
[摘 要]某装备制造企业是多品种、小批量的生产模式。数控加工过程中,生产准备与数控加工过程串行,操作者从接收生产任务到零件加工耗费大量的生产准备时间,导致数控设备长时间空闲待工,准时化生产交付困难。本文将分析当前配送管理中存在的问题,借助AOS的管理理念和方法,提出系统总体设计目标和架构,对生产配送中的关键问题进行了研究。该系统已成功在多个数控车间开展应用,取得良好的应用效果。
[关键词]AOS;精益加工单元;系统集成;生产配送
doi:10.3969/j.issn.1673 - 0194.2017.04.033
[中图分类号]F273;TP315 [文献标识码]A [文章编号]1673-0194(2017)04-00-02
某航空制造企业以研制航空制导武器为主,属于典型的多品种、小批量的生产模式。目前,生产线上的物料供给是一种被动的生产要料,数控加工过程中,操作者在零件加工之前,要完成数控程序编制、刀量夹具借用、刀具组装及对刀等生产准备工作,操作者从接收生产任务到零件加工要耗费大量的生产准备时间,并且生产准备过程与数控加工过程串行,导致数控设备长时间空闲待工,这种被动的供给模式,存在着严重的弊端。因此,在数控车间生产中实施物流的宏观调控,施行物料的全面精准配送,改变物料被动供给模式为主动的物料配送是完全必要和可行的。
基于此,以精益思想为准则,从生产准备领域入手,建立数铣工序的全面精准配送模式,即依据生产计划、工艺规程等将生产所需物料、工夹量具等配送到使用地点的动态管理过程。将制造技术与飞速发展着的信息技术、自动化技术、现代管理技术及系统集成技术有机融合,构建数控车间准时化集中配送系统的框架及流程,使物料配送与生产运作紧密配合、协同集成,充分发挥数控加工的先进性和高效性。
1 基于AOS的集成生产配送系统总体设计
1.1 系统设计总体目标
基于AOS的管理理念和方法,优化生产配送实施流程,建立基于滚动计划的物料准时化集中配送模式,使物料配送与生产执行紧密配合,充分发挥数控加工的先进性和高效性,实现整体的、跨系统的业务流程整合,构建流程优化、信息共享、管理高效的集成生产配送系统。
具体建设目标如下。①基于Web Service的集成方式。生产配送系统实现与AEPCS、PDM、MES、IRMS和FMS系统的集成,实现整体的、跨系统的数据和业务整合,提升跨领域的业务处理效率。②基于J2EE平台,将构件技术、Dorado展现中间件、XML技术和可视化开发技术完美结合起來,实现企业级应用开发,系统基于周作业计划实施全面精准配送。③生产配送清单条码化、电子化管理,同时应用条码技术实现物料的全过程跟踪管理和信息快速采集,极大地提升物料配送效率。④采用大数据分析技术,建立数据分析模型,实现按设备和个人实时分析统计物料配送及时率和周计划完成率。
1.2 系统设计总体架构
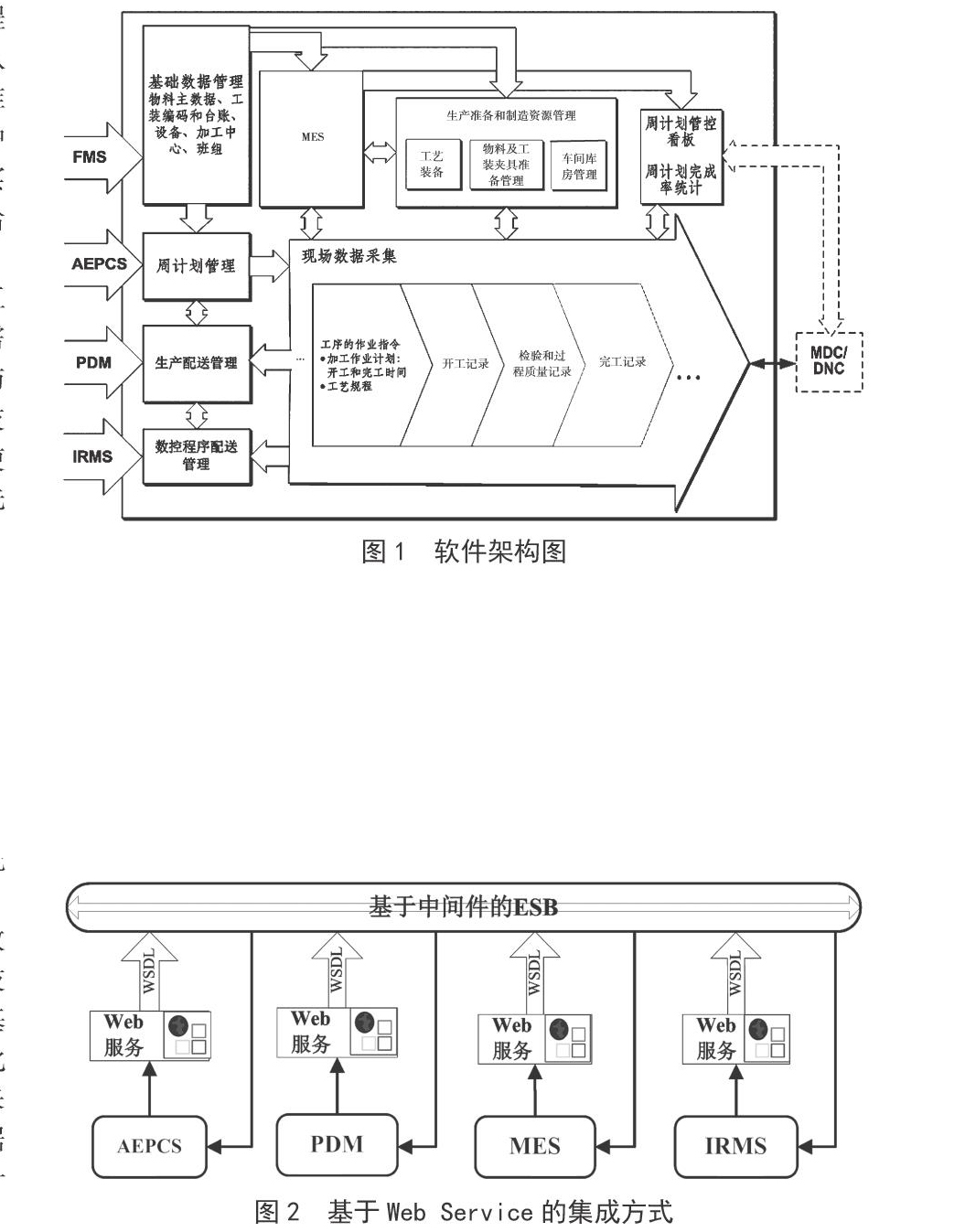
生产配送系统采用基于Web Service的集成方式,实现了与AEPCS、PDM、IRMS、MES与工装管理系统的集成,整合相关制造资源,借助信息化技术手段,为生产现场提供在线查阅工艺规程、周计划管理、生产准备和制造资源管理、工装和数控程序配送管理、看板监控的数字化控制与反馈手段,形成了覆盖生产管理主价值链、流程优化、信息共享、管理高效的数字化生产配送平台,系统总体架构如图1所示。
2 关键问题研究及系统实现
2.1 面向服务的系统集成架构技术研究与实现
根据企业信息化规划中对应用系统集成的要求,针对生产配送系统与其他信息系统的集成需求和Web服务的技术特点,采用Web服务的生产配送系统集成方式,发布服务供相关应用系统调用,这种方式可扩展性高、重用性强。基于Web Service的集成方式如图2所示。
2.2 工装数据准备管理
机加分厂对工具库的专用和通用工装进行编码,并针对各类工装制作了工装条码标签,系统中每种规格的工夹量具都有其对应的编码。工艺员依据数控程序工具信息表,在工装数据维护界面将工夹量具信息下挂到零件图号对应的工序中,作为实施全面精准配送的基础数据。
2.3 生产配送管理
计划员编制完周作业计划并提交,配料员在生产配送管理模块接收周作业计划,并根据周作业计划制订配送计划,通过匹配库存系统将自动获取待配送工夹量具在工装管理系统中的库位和库存数量,同时根据换刀频次自动计算配送数量,并生成带条码标志的配送清单,然后配料员根据计划开始时间顺序打印配送清单;库管员根据配送清单编码顺序准备物品,按配送清单办理工装出库,并将物品摆放至准备区,由配料员按要求摆放物品至小推车。
建立“课程表”式的配送机制,每天配送三次,配送时间为:9∶00、16∶00、21∶00,送料员通过勾选“显示待配送”,待配送的任务计划将会飘红,送料员将飘红的工序任务所需的物料、工夹量具等提前配送到工位。
2.4 周计划管控看板的设计与实现
依据满负荷工作法思想,将计划细化到日,形成从主生产计划到日计划的完善的生产计划管理体系,通过计划层层分解,保证了计划的连续性,促进了计划管理的精细化。操作者每天下班前通过报工终端反馈实际完成数量,班组通过系统对周计划完成情况进行追踪,实现基于系统数据自动统计周计划的完成率,初步实现以人工统计考核到基于系统数据自动考核模式的转变,提高了周计划考核的效率和准确度。
3 结 语
基于AOS的集成生产配送系统在精益加工单元、钳工弹性节拍移动生产线和部分零件数控工序方面得到全面应用,实现工装配送、使用与回收等整个业务流程管理,实现工装准备由“领取”到“配送”、由“个性化”到“标准化”的转变,缩短了操作工寻找工具图纸等非增值时间,提高了生产准备效率;实现周计划编制、工装配送、现场执行、周计划管控和考核的闭环管理。
实际应用表明该系统性能稳定、可靠性高、开放性好,其中的关键技术极大地促进了流程实施与信息化的深度融合,提升了数控车间的准时化生产能力。
随着信息化推进和应用的深入,下一步将继续扩大全面精准配送的实施范围,并将持续提升、充分发挥全面精准配送的作用,为企业核心竞争力的提升贡献力量。
主要参考文献
[1]刘涛,向佐春.基于JIT生产方式的汽车零部件共同配送[J].汽车与配件,2007(28)
[2]安进.汽车企业集团的准时化集中生产配送系统研究[J].运筹与管理,2007(1).
[3]田勤,范玉青,苏楠.数控车间生产配送系统的研究与软件实现[J].航空制造技术,2003(3).
[4]田勤,范玉青,苏楠,等.现代生产管理模式下的车间生产配送系统的研究[J]. 智能建筑与城市信息,2003(3).
- 纠正违法案例
- 从公证法律服务的视角对实事求是精神的再认识
- 晚清知识分子群体的分化
- 从兴盛走向衰败
- 试论中国儒佛“孝道”之差异
- 被问责官员复出机制的反思与重构
- 官僚制与中国行政建设的发展趋向
- 差序政府信任格局的界定、类型分析
- 中国划设东海防空识别区的意义
- 论集体主义下常识理性之政治内涵
- 伦敦雾霾治理政策研究及其对北京的启示
- 解读俄罗斯土地改革与法制建设
- 浅析特朗普为何废除奥巴马医改计划
- 从国际环境条约的退出看美国退出《巴黎协定》
- 浅析网络钓鱼犯罪行为
- 论我国未成年人犯罪的过度轻刑罚化
- 辱骂型寻衅滋事对罪刑均衡原则的破坏
- 离婚诉讼中儿童利益保护的路径初探
- 新时期离婚妇女合法权益的思考
- 论续写作品的著作权保护问题
- 网络环境中的著作权默示许可问题探讨
- 著作权诉讼禁令救济适用的反思
- 微信公众号著作权保护问题
- 恐怖主义的法律界定
- 试论《老子》阴柔之德
- weirder
- weirdest
- weirding
- weirdish
- weirdity
- weird-like
- weirdly
- weirdness
- weirdnesses
- weirdo
- weirdos
- weirds
- weirdsome
- weiring
- weirs
- welcome
- welcomed
- welcomely
- welcomeness
- welcomenesses
- welcomers
- welcomes
- welcome²
- welcome³
- welcome¹
- 谷中回响声
- 谷中巨响
- 谷中莺
- 谷亦亡羊
- 谷人
- 谷仓
- 谷公
- 谷千驽,不如养一驴。
- 谷变
- 谷变莺迁
- 谷变陵迁
- 谷口
- 谷口子真
- 谷口真
- 谷口耕
- 谷口耕夫
- 谷口耕岩
- 谷口谣
- 谷口躬耕
- 谷号愚
- 谷名愚
- 谷响
- 谷地
- 谷地里点玉茭——高出一截子
- 谷地里的高粱——冒尖