刘运琴 彭中年
在车床上加工梯形螺纹是一项技术难度较高的工作,可采用参数编程, 在主程序中给定刀具尺寸、螺纹尺寸等, 把编写成相应的子程序。
一、程序设计思路
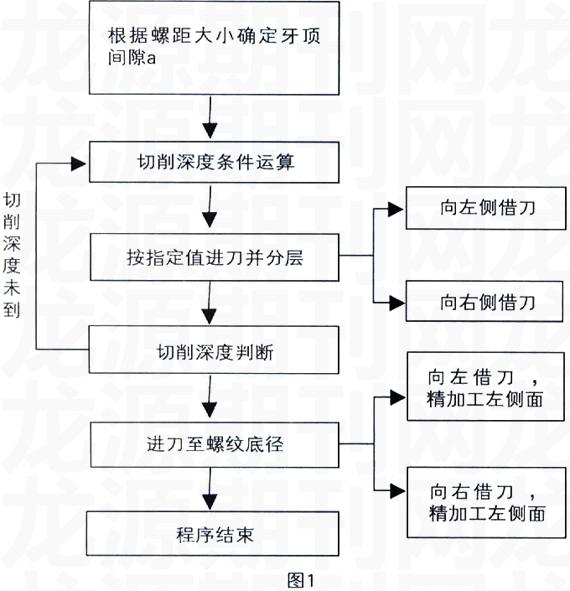
程序运行流程如图1所示:
以螺纹的螺距为条件进行条件运算,以确定牙顶间隙的值。
在深度方向将螺纹的切削分成多层,每一层的螺旋槽加工完毕后再向切深方向进刀,一直进刀至螺纹的底径。
以同一切深层上整个切削槽宽为转移条件完成螺纹某一层的加工。程序在每层切深处进行计算得到该层的槽宽,在z向分多次进刀实现,如果出现进刀总宽度超过本层槽宽的情况,则直接取槽宽。
二、程序工艺创造点
1.分层切削
在深度方向分为多层进行切削,且分层数并不固定,适用于不同螺距的螺纹切削。每层刀具位于槽宽的中心,分别向左、右两个方向借刀,保证螺旋槽两侧面的加工精度。
2.牙侧留有余量
每层在z方向的移动都留有左右各0.1mm的余量,在通用程序的最后对牙侧进行精加工,保证了牙侧的粗糙度要求。
3.起刀点设置合理
起刀点距螺纹的起点距离是与螺纹大径和导程建立联系公式,保证了各种导程螺纹都有足够的升速进刀段。
三、通用宏程序举例
下面用通用程序加工一个长度40mm,Tr36X6的梯形螺纹。
%2009
T0101
#2=0.5(牙顶间隙)
#4=1(进刀次数)
#5=1(每次下刀深度)
#6=36(螺纹大径)
#2=0.25
endif
if#8gt12
#2=1#
endif
#11=0.366*#8-0.536*#2(牙底槽宽)
#12=#6-#8-2*#2(螺纹小径)
S400M03
g00X[#6+2]
Z[#8]
while#7GE#12
#3=0(借刀参数)
#13=0(借刀参数)
#10=[#8-0.366*#8]-tan[15*pi/180]*2*#4*#5(每层槽宽)
G01X[#7]
M98P1000
while#3le[#10/2-#9/2](向左借刀)
G00X[#7]
w[-#3]
M98P1000
#3=#3+0.1
ENDW
WHILE#13LE[#10/2-#9/2] (向右借刀)
G00X[#7]
W[#13]
M98P1000
#13=#13+0.1
ENDW
在HNC-21/22T系统的数控车床上,利用本通用程序进行梯形螺纹的实际加工,取得了良好的效果。本程序适应性广、工艺编制合理、加工质量高,解决了梯形螺纹数控编程加工的诸多难题。该方法也可在其他系统上切削梯形螺纹时作为参考。
(作者单位:湖北省武汉工程职业技术学院)
- 加强成品油物流管理提升销售企业软实力的思考
- 煤矿机电安装工程物资采购中存在的问题与建议
- 乡村振兴战略下的农村物流发展探析
- 电商企业物流配送模式研究
- 汽车零部件制造企业自营(委外)物流决策
- 基于联合库存管理的三级供应链合作博弈
- “四战”理论下新时代医药企业市场营销管理的思考
- 房地产企业偿债能力与销售增长能力分析
- 市场营销学课程思政教学实践的探索
- 男大学生服装搭配平台的营销策略探究
- 消费升级背景下轻奢品推广路径及前景分析
- 现代化企业销售渠道中的风险管理对策探究
- 农村居民消费及结构变化的问题探究
- 海绵城市发展理念视野下老城区设计与改造背景研究
- 循环经济发展背景下农村生态环境治理研究
- 文旅融合背景下辽宁文化旅游品牌的发展思考
- 基于CSSCI的城市规模研究热点与前沿的可视化分析
- 全域旅游背景下古村落旅游资源评价指标体系构建研究
- 四川藏区牦牛保险减贫现状与政策优化研究
- 边疆高校参与精准扶贫的问题、成因及对策研究
- 新形势下招商引资策略探究
- OBE背景下大学生核心就业力需求分析
- 高职院校跨界融合培养滑雪产业人才的策略研究
- 基于创业胜任力模型的高职大学生创新创业教育研究
- 新时期税务改革对企业税务筹划的影响研究
- digging
- digging-out
- dig-in
- dig into
- dig in/tuck in
- digit
- digital
- digital camera
- digitalcash
- digital cash
- digitalcurrency
- digital currency
- digitally
- digitalmoney
- digital money
- digitalrightsmanagement
- digital rights management
- digitals
- digital signature
- digitalsignature
- digitalwallet
- digital wallet
- digitise
- digitised
- digitises
- r2014097200000746
- r2014097200000747
- r2014097200000748
- r2014097200000749
- r2014097200000750
- r2014097200000752
- r2014097200000754
- r2014097200000755
- r2014097200000756
- r2014097200000757
- r2014097200000758
- r2014097200000759
- r2014097200000760
- r2014097200000761
- r2014097200000762
- r2014097200000763
- r2014097200000764
- r2014097200000765
- r2014097200000766
- r2014097200000767
- r2014097200000768
- r2014097200000769
- r2014097200000770
- r2014097200000771
- r2014097200000772