王永辉 李其秀
摘 要:在反向铝挤压机生产过程中,每次挤压完成后,模具需从压机中取出进行清理。传统的取模方式是通过伺服电机驱动的机械手取模。本文介绍了一种新型的取模装置,其无需伺服电机,成本低廉。经实际生产验证,运行良好。
关键词:反向铝挤压机;模具;取模器
DOI:10.16640/j.cnki.37-1222/t.2019.18.044
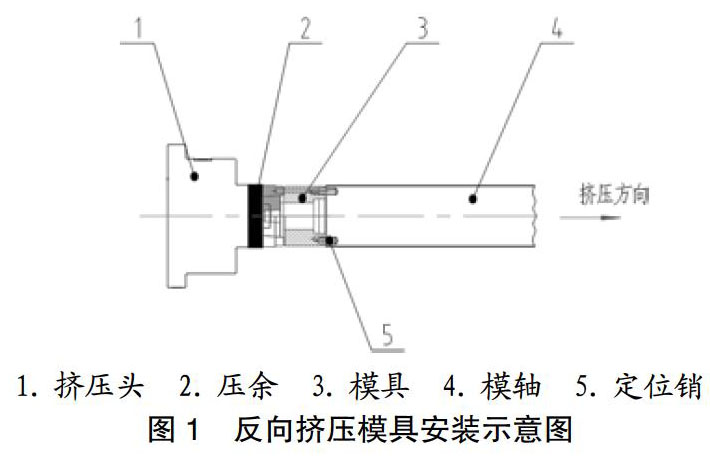
在反向铝挤压机生产过程中,模具通常安装在模轴端部,位于挤压机中心位置,仅通过几个定位销进行周向定位,如图1所示。由于高温下的铝有很强的粘性,每次挤压完成时,模具上會粘连大量的铝屑,必须取出挤压机进行清理,否则会影响下一次生产的产品质量。传统的取模方式采用机械手形式,由伺服电机驱动定位。但该方法不仅成本高,而且伺服电机一旦出故障,维修周期也会很长,因此需要一种新型的取模器装置。
针对以上情况,本文介绍了一种新型取模器的工作原理及结构设计,并总结了其优缺点,在生产中取得了良好的效果。
1 结构设计
该取模器主要包括驱动油缸、旋转轴、摆臂、取模套筒、档杆、弹簧等。其具体结构如图2所示。驱动油缸1安装在挤压筒上,其活塞杆与摆臂2一端连接,摆臂另一端安装有取模套筒4。驱动缸可以将取模套筒旋转到挤压机中心位置。取模套筒周向均匀分布三件档杆5,档杆可在弹簧6的作用下上下运动。
2 工作原理
如图3所示,当一次挤压完成后,取模器摆入挤压机中心。挤压头前进接触取模套筒。由于取模套筒与挤压筒端面间隙较小,且摆臂采用高弹性弹簧钢,挤压头推动摆臂产生微小变形并接触挤压筒。挤压筒在套筒推动下前进使模具逐渐进入模具套筒。由于档杆上有导向斜面,弹簧在斜面分力的作用下压缩使模具顺利通过。而当挤压筒到达极限位后,档杆恰好位于模具密封带后的凹槽内,此时弹簧弹起使档杆插入凹槽。待挤压头后退完成后,挤压筒后退带动取模器后退,档杆抱住模具脱离模轴完成摘模。挤压筒继续后退,在后退过程中摆臂摆出完成整套取模器动作。
3 设计计算
3.1 驱动油缸选型计算
3.2 弹簧力校核计算
弹簧安装完成应后处于预压状态,为便于摆出后取模,弹簧预压力需大于模具重量。由于摆出后模具由两件档杆支撑,且档杆间夹角为120°,则:
其中可按表1中值选取,Ⅰ类和Ⅱ类负荷的弹簧,可取。
考虑部件的空间安装尺寸,确定预压量并参考机械设计手册选取合适的参数,将参数代入式(2)(3)(4)即可完成弹簧的校核计算。
4 取模器优缺点
4.1 优点
(1)传统取模机械手安装在机架上,而该取模器安装在挤压筒上,避免了对机架的应力影响。
(2)无需伺服电机,调试简单,后期的维护成本较低。
(3)采用弹簧自锁机构,运行稳定,安全可靠。
4.2 缺点
由于大型挤压机柱间距较大,且模具重量较大,会造成摆臂笨重,驱动油缸行程较长,因此该取模器仅适用于较小吨位的挤压机。
5 结论
目前该结构取模器已应用于25MN反向挤压机当中,经实际生产验证,运行良好,满足使用要求。
参考文献:
[1]魏军.金属挤压机[M].北京:化学工业出版社,2005.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2007.
[3]中国重型机械工业协会.重型机械标准[M].第5卷.昆明:云南科技出版社,2007.
- 浅谈境外总承包项目财务人员培养与激励
- 电力企业人力资源管理的员工培训策略
- 大学生消费行为和消费结构分析
- PPP模式在我国的发展及应对
- 经济转型背景下我国绿色债券的发展与启示
- “一带一路”背景下跨境电子商务发展
- 国有企业领导梯队结构建设与公司绩效研究
- 广东省海洋经济发展水平综合评价及对策研究
- 中小企业跨境电商发展路径分析
- 国有文化企业如何平衡社会效益与经济效益
- 内部控制审计与财务报表审计意见相关性探析
- 传统编辑向产品经理转型的策略
- 物资采购中的供应商管理策略探究
- 探析事业单位人力资源培训体系构建思路
- 2019年高票房动画电影在风险管理中的共性和特性分析
- 大数据背景下商业银行信贷风险管理案例分析
- 企业财务管理中内部风险控制的作用探讨
- 提升被征地农民社会保障资金筹集与支付能力分析
- 提升事业单位内部控制有效性的路径探索
- “互联网”背景下制造企业财务会计与管理会计的融合
- 我国我国图书馆创客空间服务及构建方案研究
- 新医改下公立医院财务管理问题研究
- 人工智能时代财务会计向管理会计转型的思考
- 事业单位财务风险管理问题及应对措施
- 关于组建国家铁路资本投资、运营公司的思考
- see it
- seek
- seek advice
- seeker
- seekers
- seeking
- seeks
- seek to do sth
- seem
- seemed
- seemer
- seeming
- seemingly
- seemingness
- seemingnesses
- seemings
- seems
- seen
- seen better days
- seenes
- seep
- seeped
- seepier
- seepiest
- seep in
- 纸糊灯笼——心里明
- 纸糊的人——肚里空空
- 纸糊的人儿——没心肝
- 纸糊的元宝——不顶用
- 纸糊的元宝——空空膛
- 纸糊的墙
- 纸糊的大炮——一辈子也打不响
- 纸糊的大鼓
- 纸糊的大鼓(铁锤打纸鼓)——不堪一击
- 纸糊的将军——轻帅
- 纸糊的房子——不是安身之地
- 纸糊的房子——不能容人
- 纸糊的拳头——轻而易举
- 纸糊的板凳——不是人坐(做)的
- 纸糊的板凳——坐(做)不得
- 纸糊的栏杆——不可靠
- 纸糊的栏杆——靠不住
- 纸糊的椅子——坐不得
- 纸糊的灯笼
- 纸糊的灯笼——一戳就破
- 纸糊的灯笼——一戳就穿
- 纸糊的灯笼——一点就透
- 纸糊的灯笼——心里明白
- 纸糊的灯笼——经不起风吹雨打
- 纸糊的琵琶——弹(谈)不得