摘 要:柴油机作为各类动力机械的核心动力之一,其质量可靠和稳定性是用户进行顺利作业的重要保障。作为专业的柴油机生产厂,从来料检验、装配质量控制、试车质量控制、包装质量控制等全程各个环节均应依据国家和行业标准,按照企业质量检验规范进行严格的质量控制,才能准予合格出厂,给用户以好的体验。本文结合企业自身生产过程中质量控制的实际运行经验,对整个流程做了简明的阐述和分析。
关键词:柴油机;全程;质量控制
DOI:10.16640/j.cnki.37-1222/t.2019.24.026
0 引言
质量是一个大课题,世界知名质量大师所传授的质量管理理论也是一个非常庞大的系统。本文从企业日常实际生产角度出发,对各环节的典型质量工作方法做了归纳和总结,旨在业内分享,以抛砖引玉,为我们柴油机行业的产品质量持续改进做出贡献。
1 来料检验
来料检验环节(IQC),首先由技术设计工程师和质量工程师根据各类零部件在柴油机整机中的功能和应用特征,进行分门别类,并划分出重要度级别规定在相应的质量管理程序文件中;然后根据零部件的设计需求,以及结合GB2828抽样标准和客户和供应商确认的检验级别,制定符合整机需求的检验接收标准。质量检验人员负责按照既定的检验接收标准进行日常检验。
这一环节的表面工作,就是质量检验人员每天对各家供应商所报检的各类零部件产品,按规定抽样后,采用各种量检具诸如卡尺、塞规、粗糙度仪、三坐标、硬度计、材料分析仪、金相显微镜、耐高温分析仪、耐盐雾分析仪等进行逐项检查,形成该零件的检验记录。质量工程师根据检验记录评判决定合格、回用、返工、返修、报废等,必要可组织多职能部门相关人员包括技术工程师、采购工程师、车间工艺工程师、客户代表等进行评审。
这一环节的后台工作,则是SQE质量工程师所做的非常重要的供应商系统化管理和开发工作,其中PPAP是一个非常重要的质量应用工具。对于新开发的零部件,我们结合PPAP流程和零部件重要度级别,在对供应商进行深入考察和评价合格之后,对供应商准入批准,之后按样件(必要可靠性验证)-第一小批验证-第二小批验证-准予批量供貨的流程,进行专门的来料检验管理和控制。对于已形成批量供货的供应商,我们对所供零部件进行批次合格率月度评价和监控,并随时结合售后市场反馈的质量问题,进行通报,要求供应商限期整改,必要采用8D报告的形式,以达到问题纠正和预防重复的目的。当然,每年度我们SQE质量工程师联合采购部门会综合从供应商的产品合格率、交付及时性、问题配合整改有效性、经济性、新产品开发配合度等多个角度,对各家供应商进行绩效评级,以决定下一年度的合作方向和层次。目标就是为了不断提升供应商在来料报检环节的一次合格率。
2 装配质量控制
柴油机的装配质量控制环节(IPQC),是非常重要的一环,是将组成柴油机的零部件(依据对应机型的BOM表)按规定的工艺路线和装配技术要求进行精确组装和数据记录,并达到通过工艺调试和检验而成为合格品的预期目标。期间所要重点关注的就是人员“标准化作业执行力”、设备“运行有效率”、零部件“一致合格率”、装配工艺“持续改进”、现场“5S管理水平”以及所采用的全部“检测设备、量检具的校准有效性”。
装配质量控制实质上就是产品在装配的过程中使各项性能指标满足要求,以提高产品的最终质量为目的。[1]而如何使得“各项性能指标满足要求”的质量控制方法已由早期的过度依赖检查人员的检测控制逐步转变为设备保证、工装保证、防错设计等新型过程控制方法所替代。日常生产过程中,我们始终关注全员对设备的日常保养,PM保养的认识程度和执行力,以及实施公司级、车间级年度维修和保养计划,并结合每班次首末件的数据比对和记录,动态关注设备性能稳定性对产品质量的影响。另外,我们通过各机型产品的合格率P图管理和关键工序的SPC数据统计等质量工具方法,不断的对“最终质量”反馈信息进行细分梳理,必要组成技术、工艺、质量、生产人员多功能小组进行专项分析,广开思路,展开持续改进(CI)活动,向多快好省的目标行动。
这一环节,采取质量控制措施的改变过程往往与生产系统发生矛盾,需要结合员工质量意识的培训和提高,以及必要的激励,从而达到有错必纠,纠且能防的效果。如此一来,无形中减少了不必要的返工和返修,对生产效率无疑也是一种促进。
3 试车质量控制
柴油机的试车质量控制环节(IPQC),是客户实际使用体验效果的最关键控制一环,这一环节保证的是柴油机的功率、扭矩、转速、油耗、水温、油压、排放等最关键指标。我们根据不同配套机型的发动机性能要求和测试工艺要求,利用水涡流、电涡流等测功台架进行检测。检测过程对试车员工本人的技术能力要求很高,该员工必须具备扎实的柴油机性能评判经验和较强的自检能力,结合试车检查员对每台试车的最终性能指标进行确认,才能保证柴油机达到出厂测试要求。
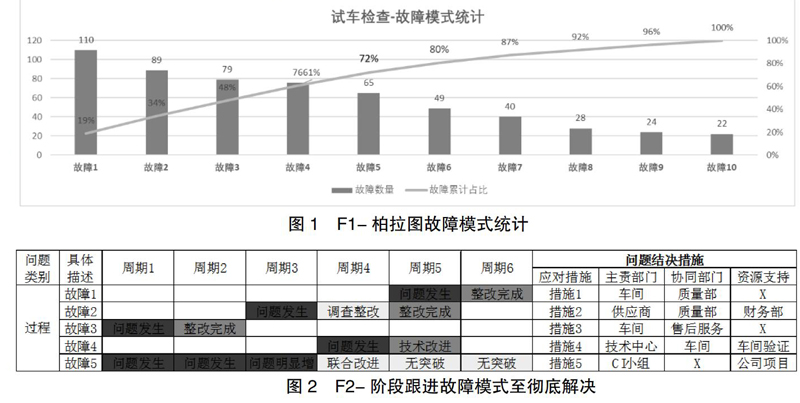
该环节日常工作中,质量工程师要对每天出现的故障模式通过柱状图、柏拉图进行细分整理和通报(F1),除及时进行分析调查和必要拆检或返工、返修工作外,还需进行每周、每月的立项改进和保持跟踪。如三漏情况(漏水、漏气、漏油)要分别识别出渗漏的位置和统计数据,如属于供应商的责任,需对该失效零部件进行单独检查,并追溯到供应商的生产工序,予以即时纠正;如属于装配责任,需对该工序的员工进行工艺操作执行力进行培训;如此通过持续的统计-分析-改进-跟踪-统计过程(F2),我们就会逐步减少该故障模式发生的机率直至彻底解决。
结合售后市场及配套厂反馈的部分问题,尤其是零公里与制造相关的故障,我们采取同样的方式进行质量信息汇总统计分析,回溯到该环节以及前端装配环节的质量控制过程,及时采取遏制措施并制定相对应的整改对策作为短期措施以纠正,根据必要更新我们的测试和检验方法作为长期措施以预防,之后通过一定时间的市场验证确认我们的改进有效以将问题形成闭环。当然,值得一提的是,售后问题的收集过程一定要符合这些要素:时间、地点(发生区域)、失效主体(机型、零件等)、经过(如何发现失效的)、高潮(最严重失效模式)、结局(后果)。[2]有了这些确切的要素,通过我们质量工程师的工程语言转化和工程思路分析才会真正引导问题走向解决之路。
4 包装质量控制
柴油机的包装质量控制环节(FQC),是我们作为成品入库的最后一道环节,该环节主要保证发动机的外观质量合格、外围连接件符合、附件齐全等方面。其中,外观质量主要体现在柴油机的各类零部件表面清洁无脏污、漆面均匀无流挂、漆面附着力合格。我们当前采用的是通过式加温清洗线和水基环保漆喷涂线,设置专岗对外观实施全检,对漆面附着力进行抽检的方式保证该环节达到出厂要求。根据各种机型的用户连接和日常使用要求,我们给予配套对应的附件,并实施检查和确认达到合格要求。
紧接这一环节,在发货前我们还要注意关注库存周期,依据出货检验标准,严禁超过库存周期的柴油机出厂。
5 结语
柴油机的质量控制是一项不断持续改进的工程,本文从几个大的环节着手,简单归纳和总结了我们质量控制部门的工作执行、数据统计、技术分析、问题解决的一些方法,浅析了我们在提倡“全员质量管理”的大背景下,作为普通柴油机制造企业所做的具体的质量控制措施。希望通过我们的全员努力,积极提升,持续稳定地为客户制造出高品质产品。
参考文献:
[1]王培乐.发动机装配过程质量控制策略研究[D].合肥工业大学论文,2014(04).
[2]陈春艳.汽车过程质量控制浅析[M].上汽通用五菱汽车股份有限公司,2015.
作者简介:梁金成(1982-),男,山东烟台人,本科,中级工程师,主要从事柴油发动机相关零部件的技术开发和柴油发动机整机质量管理工作。
- "数形结合”在小学数学概念教学中的应用
- 以“学”为核心 我们该怎样“教”
- 数学绘本:让数学课变得有趣生动起来
- 在绘本操作中触摸“变与不变”的数学规律
- 数学绘本教学,让理性数学邂逅感性图画
- 如何在小学数学课堂教学中渗透数学文化
- 核心素养下提高小学数学改革有效性研究
- 数学课堂练习要讲究匹配
- 如何为学生带来更为优秀的小学数学课堂教学
- 简谈小学数学概念教学的巩固与拓展
- 注重体验层层推进借助操作充分感悟
- 且行且试,让“错误”生花
- 反思与重构:MPCK视角下的数学概念教学
- 数学绘本:赋予儿童数学概念学习生长的力量
- 情境导引:建构数学深度学习范式
- 基于“核心素养”,培育学生数学思考力
- 探寻数学课堂转型的时代密码
- 立足“三个维度”,深度实施数学实验教学
- 交互式电子白板在小学数学课堂中的运用
- 小学数学“学导式”低年级课堂教学评价语言的实施
- 基于学生视角引导数学学习
- 提升专注力,低年级数学课堂研究的“焦点”
- 数学模型的内涵特质、表征方式及其建构运用
- 精心设置问题情境,打造数学高效课堂
- 操作实践,让课堂呈现生命活力
- waterbed
- waterbeds
- waterbird
- water-borne
- water buffalo
- water buffaloes
- water buffalos
- water caltrops
- water chestnut
- water chestnuts
- water closet
- water closets
- watercolor
- watercolour
- watercoloured
- watercolours
- water cooler
- water cooler
- watercooler
- water coolers
- watercourse
- watercourses
- watercress
- water down
- watered
- 补缺挂漏
- 补罅苴漏
- 补罅葺漏
- 补署
- 补考
- 补职
- 补肾
- 补肾第一方
- 补胚好
- 补脑
- 补色
- 补苍天
- 补苴
- 补苴弥缝
- 补苴残漏
- 补苴罅漏
- 补苴调胹
- 补葺
- 补葺罅漏
- 补血
- 补衣
- 补衣、制鞋底的碎布
- 补衣缝裳
- 补衮
- 补衲