陈义华

摘 要:本文针对加工中心机床反向间隙的产生、产生时的现象、对零件加工的影响及如何检测补偿等进行一些探讨,就问题产生的原因及解决方案进行以下论述,以此来减小机床在零件加工中因反向间隙所造成的尺寸和位置误差。
关键词:加工中心机床;反向间隙;补偿方法
中图分类号:U463 文献标识码:A
在数控加工中心机床加工零件的过程中,引起加工误差的原因有很多方面。如机床零部件由于强度、刚度不够引起而产生的变形,从而造成的误差;还有因传动件的惯性、电气线路的时间滞后等原因带来的加工偏差等。有些误差通过调整机床可以消除,这就需要我们通过数控系统参数补偿来消除。反向间隙对机床加工精度的影响是一个重要影响因素,在使用半闭环伺服数控机床时加工零件时,常常会因为反向间隙而使得加工出零件不符合产品的精度要求,因而对反向间隙的测量和补偿就显得尤为重要。
目前,日本FANUC公司的数控系统在国内市场的占有率远远超过其他的数控系统。下面就以FANUC0i控制系统在检测出机床存在反向间隙后,通过补偿、调整的方法来减小反向间隙对机床加工精度的影响。从而使机床的反向间隙误差能够符合零件加工精度的要求。
一、加工中心机床反向间隙对数控加工的影响
(一)形状精度
1.反向间隙过大会对加工精度有很大影响,尤其是曲线加工。会影响到尺寸公差和曲线的一致性。
2.反向间隙对铣圆的圆度有影响
在铣圆时,若偏差过大就会造成“圆不够圆”,类似于椭圆的形状,从而对铣出的圆的圆度产生影响。
(二)位置精度
1.反向间隙会对俩中心孔孔距有影响
在G00快速定位运动中,反向间隙影响机床的定位精度,使得钻孔、镗孔等孔加工时各孔间的位置精度降低。
二、加工中心机床反向间隙的检测
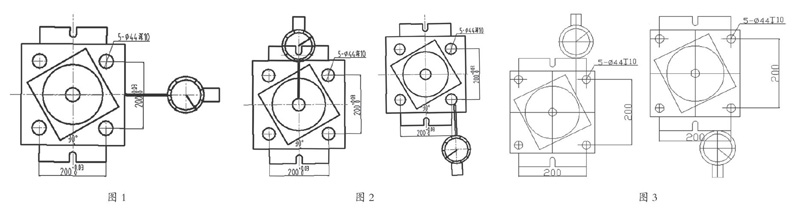
(一)手轮往复一次,回原位,百分表两次读数之差就是间隙值。也是该插补的数(如图1所示)。
(二)测量两个孔的相对位置可以看出,用千分表测量机床的反向间隙(如图2所示)。
(三)圆度误差可以通过球杆仪进行测量(因没有该设备,故使用打表的方法来检测)如图3所示。
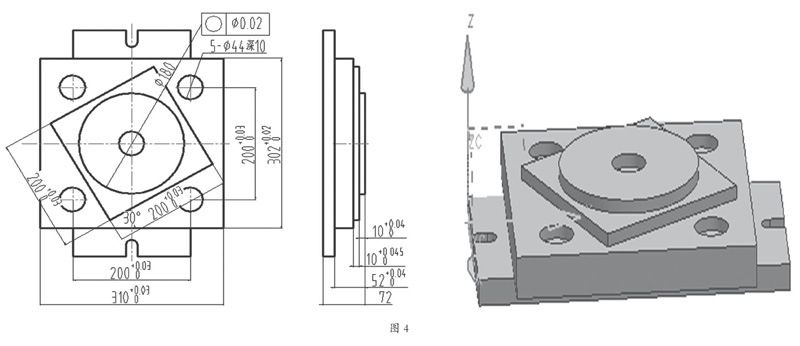
三、加工中心机床反向间隙引起的加工误差案例
如图4所示:
在FANUC0i系统上加工图4时,发现:
(一)机床反向间隙对孔位置的影响
在孔位置有较高要求时,机床的反向间隙会影响到孔与孔间的相对位置度。具体表现在:如图5所示。
(二)轴反向间隙对深度加工的影响
在加工孔或轮廓的深度有较高要求的,机床的反向间隙会对其产生影响,具体表现在:如图6和图7所示。
(三)反向间隙对圆度的影响如图7所示。
四、加工中心机床反向间隙的产生原因
(一)反向间隙:因为丝杠和丝母之间肯定存在一定的间隙,所以在正转后变换成反转的时候,在一定的角度内,尽管丝杠转动,但是丝母还要等间隙消除(受力一侧的)之后才能带动工作台运动,这个间隙就是反向间隙,但是要反映在丝杠的旋转角度上。
(二)首先先确认是半闭环伺服控制系统的数控机床,因为机床的反向间隙具体是与其控制系统相关的:
1.半闭环控制系统(检测组件安装在伺服电动机的轴端或丝杠端,而工作台的机械传动没有包括在控制回路中,所以无法检测移动部件的实际位置。如图8所示。
2.闭环伺服控制系统不需要补偿反向间隙(该系统具有检测回馈装置,在加工过程中随时检测移动部件的实际位置,故一般不需要反向补偿),如图9所示。
3.开环伺服系统一般不进行反向补偿(不具有检测回馈装置)。如图10所示。
因而适合于在使用半闭环控制系统的机床进行反向间隙补偿。
五、减小加工中心机床反向间隙对数控加工的影响的方法
(一)单向进给
单向走,使机床坐标进行单向累加,从而减小反向间隙的影响。
(二)回零
从参考点开始测量,从零点测量,故相对位置较准确。
(三)通过参数控制
1851、1852参数(FAUNC)进行更改来消除(1851控制G01的反向间隙,1852控制G00的反向间隙)。
测出机床反向间隙值后,在机床的参数设置中,将反向间隙补偿值输入即可。(不可進行过盈补偿)。
(四)机械调整
间隙较大,就需调整机械间隙,机械调整,对滚珠丝杆螺母副进行调整,旋紧即可。(不能过紧)如:传动齿轮,双螺母可自行调整;单螺母只能找丝杠厂家更换钢珠,维修调整。
(五)仪器调整
通过激光干涉仪器检测出机床再各个位置的反向间隙值,输入到机床内部参数进行补偿(具体参数查询机床数据)。如图11所示。
其存在以下不足之处:
(1)由于运动键中丝杠与螺母之间的间隙值在丝杠全长呈非线性关系,因此以一个测量值代表共综合间隙误差是不合理的,加上测量间隙值时存在误差,因此这种补偿法准确度较低。
(2)一般进给链的综合间隙误差是在静态条件下测出的,而机床实际是在动态环境下工作的,因而静态误差与动态误差有较大差别。因此这种补偿法不能真实补偿实际误差。
(3)不能补偿因切削误差。
结语
综上所述,反向间隙误差补偿是数控机床保证其加工精度的重要手段。系统参数补偿法不影响加工程序的编写,易操作,简单明了,在一定范围内具有一定的效果,但局限性较大。加工程序补偿法效果较好,特别适用半于半闭环系统,特别是对无法检测部件实际位置的半闭环伺服系统具有较大的实际作用。反向间隙值输入数控系统后,数控机床在加工时会自动补偿此值。但随着数控机床的长期使用,反向间隙会因运动副磨损而逐渐增大,因此必须定期对数控机床的反向间隙值进行测定和补偿,从而大大减少或消除反向间隙对机床精度、工件加工精度产生的不良影响。
参考文献
[1]沈兵.数控机床数控系统维修技术与实例[M].北京:机械工业出版社,2001.
[2]孙汉卿.数控机床维修技术[M].北京:机械工业出版社,2000.
[3]韩训梅.数控机床反向间隙的测量与补偿[J].机床与液压,2010,38(14):65-66.
- 例析实验方案的评价
- 化学反应速率考点聚焦
- 守恒思想在高中化学教学中的妙用
- 非氧化还原反应亦可设计成原电池
- 以“碳”为例谈命题思路的“点、线、面、网”
- pH对金属难溶物沉淀生成的影响
- 把握教材重组 构建化学生态课堂
- 链接课本分析考点
- 例析双组分混合体系检验方案设计
- 浅谈虚境型片段教学中应注意的问题
- 利用化学微实验提升学生的问题意识
- “任务驱动”教学 夯实化学核心素养的基础
- 化学核心概念对校本课程研究的指引
- 中学化学计量概念教学研究
- “三单·六步”化学课堂导学模式的构建
- 探究燃烧的条件
- 氧化还原反应规律及应用
- 浅谈强弱规律在高考解题中的应用
- “烷烃”的五字命名方针
- 例析在限定条件下的离子共存判断在高考中的应用
- 例谈有机化学的基本反应类型
- 例析应用型电池问题
- 关于Ba(OH)2溶液图像题小结
- 例谈离子型非盐的水解反应
- 转化“前概念”正确书写离子方程式
- busybodyness
- busying
- busynesses
- busy/not busy
- busy²
- busy¹
- bus²
- bus¹
- but
- butane
- butanes
- butanoic
- butch
- butcher
- butchered
- butcherer
- butcherers
- butcheries
- butchering
- butchers'
- butchers
- butchery
- butcher²
- butcher¹
- butches
- r2022090420005993
- r2022090420005994
- r2022090420005995
- r2022090420005996
- r2022090420005998
- r2022090420005999
- r2022090420006000
- r2022090420006002
- r2022090420006003
- r2022090420006005
- r2022090420006006
- r2022090420006007
- r2022090420006008
- r2022090420006009
- r2022090420006010
- r2022090420006011
- r2022090420006012
- r2022090420006013
- r2022090420006015
- r2022090420006016
- r2022090420006017
- r2022090420006018
- r2022090420006019
- r2022090420006020
- r2022090420006021