袁峰
摘 要:本文介绍了脉冲冷却技术在注塑成形中的运用等注塑模新型冷却技术的概念和研究及应用的现状,并且从原理角度分析它们各自的优点、存在的问题,以及未来的发展趋势。
关键词:脉冲冷却技术;随形冷却技术;CO2气体冷却技术
中图分类号:TM751 文献标识码:A
国民经济中最重要的基础模具工业,是现代工业制造中的重要装备之一。衡量一个国家综合制造能力的重要标志就是模具的设计和制造水平高低。伴随着越来越精密化注塑成形工艺的发展方向,冷却传统技术早已满足不了实际的需要,为此研究人员在一些新型的冷却技术中不断研究实验,最终奠定了注塑成形的基础,并且有了很好的提升。
1.脉冲冷却技术
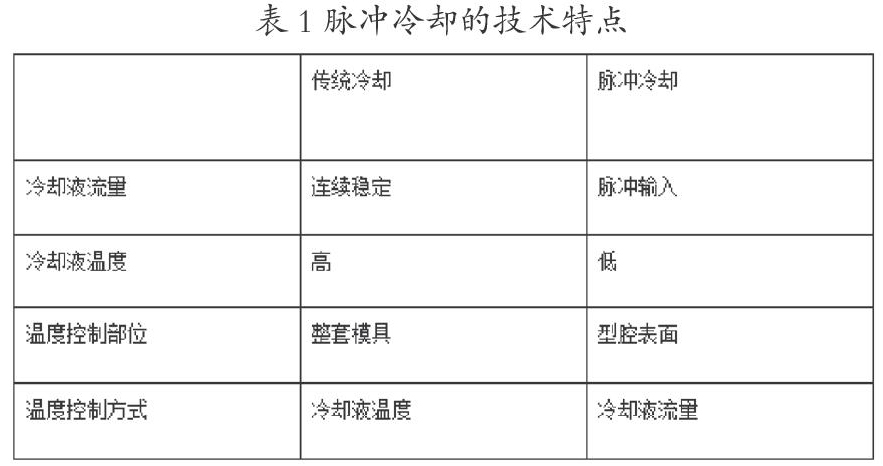
注塑模在生产过程中依据脉冲冷却技术,主要是根据能量脉冲输入的特点来进行工作的 , 对于模具温度的把握,主要是体现在控制冷却液流量以脉冲输入。当冷却水道中冷却液的流量呈现出我们常说的锯齿波、方波也有其他波形。形状是不具有稳定性。掌握模具温度是通过控制冷却液的温度则是传统冷却技术 ,通过控制冷却液的流量来掌控模具温度则是脉冲冷却技术。
被安装在模腔表面附近的多个精密热电偶是用来检测模具温度的,是在脉冲冷却系统中进行工作,实现对模温的精确掌握是冷却液控制输入的流量大小需要热电偶采取的温度、模温的数据设定值来的,并且根据冷却液流量控制器判断的。模温高流量大,模温低流量小,模温会随着冷却液流量的变化而产生变化,模温达到设定模温时,会立刻停止冷却液的输入,这些都是在成形过程中发生的。脉冲冷却技术与传统冷却技术相比的主要技术特点见表1。
温度差存在于不同区域间的模具型腔表面上,这是受注塑制品形状以及浇口位置的影响,因而实行分区冷却是在脉冲冷却系统中。这是为了更好地达到冷却均匀度 ,单独设计各自的冷却水道在模具中划分出几块冷却区域 ,分别是根据温度状况预测的型腔表面。为了大大地提高冷却的均匀度,在每个区域分别安装热电偶,检测不同区域的模温,冷却液的流量是各区域冷却水道的控制输入的。
模腔表面温度的变化会直接影响注塑制品的质量。因此在注塑的过程中要多加注意。被安装在模腔表面附近的热电偶是在脉冲冷却系统中进行的 , 这是用来检测模腔表面的温度并不是检测整套模具的温度。模腔表面温度的控制是需要冷却液流量,也就是流量控制器反馈的温度数据控制输入所产生的冷却液流量。因此模腔表面温度在脉冲冷却系统要更好地调节,这是为了更有效地提升注塑品的质量。
用冷却液温度调整模温的是传统冷却技术。而脉冲冷却系统中,采用模具与冷却液之间的温度差较低温度冷却液用来提高, 而冷却液温度是稳定的。同时也增强了其流动的紊动程度和冷却液的脉冲状流量输入,不但提高冷却效率和加快模具冷却系统对模温的响应速度,也加强了模具介面间与冷却水道的对流换热。在英国的 Brunel 与美国的 Behrend探讨表明:普通注塑模的成形效率要低于采用的脉冲冷却注塑模 10 %~30 %,注塑件有了品质的提高。
采用脉冲冷却技术, 可以改善更好的质量 ,还可以更快地提高生产效率。所以不断地增加有关的脉冲冷却设备是为了更好地实现脉冲冷却 ,由于多个热电偶安装进行冷却 分区,再加上模具的构造比较普遍,比较起来很复杂,某个程度上抵消生产效率提高所带来的成本优势。经过各方面的对比脉冲冷却技术还是有一定的技术优势的,在未来的发展方向也是无限的。
2.冷却随形技术
随形冷却是模具型腔形状的变化随着在模具中空间结构冷却水道产生变动, 冷却水道在一定的距离一直附在模腔表面。传统冷却注塑模的冷却水道受生产步骤限制,常被设计成直形,再加上距离冷却水道距型腔表面产生的不同,比较容易造成冷却的不匀称 ,而且注塑件容易出现断裂、填充不满、弯曲变形、(缺胶)等不足。冷却的不匀称很大地降低了成形效率。
在型腔和冷却水道表面近在的地方 ,冷却度较快,传热度较高, 反之冷却度较慢,传热度低,这是在距型腔和冷却水道表面远的地方 。所以,所有部位的注塑件都要到达温度开模以下标准时才能开模取件,注重注塑品质成形,因此受冷却效率低的部位总冷却时间会直接影响 ,这样会降低成形效率。可以自由分布冷却水道 ,可以附着并均匀地覆盖整个模腔表面按照一定的距离。快速成形加工随形冷却注塑模。随形冷却注塑模成形效率高,制品质量好等特点,主要体现在快速同时实现冷却,大幅度的减短冷却时间,冷却的均匀度可以更好的提高。
3.CO2气体冷却技术
CO2气体冷却技术原理是在一定的部位开进气孔通入低温的CO2气体,利用多孔金属材料制作模具使其他部位开设排气孔引导气体流向。用低温的CO2气体进行注塑模冷却技术是由美国AGA AB 公司开发的,作为介质的低温CO2气体进行对模具冷却。
传统冷却注塑模与CO2气体冷却技术的曲别在于:传统采用液态冷却液(水)作为冷却介质,而二氧化碳气体冷却采用比较低的CO2气体作为冷却介质进行冷却模具,并且具有良好的流动性和渗透性在多孔金属材料中,模腔表面的热点得到了有效的消除,不会发生冷却死角,很容易对注塑件的复杂和微细部位实施冷却。CO2气体冷却技术运用冷却分区,冷却前划分不同区域冷却,设置进、排气口,指引气体流向。达到较高的冷却均匀度,进行各区域的安装热电偶的温度检测在模腔表面位置。得到的结果反馈,通过PID控制系统CO2气体流量调节输入模具各部位控制对模腔表面温度的。提高大幅度的冷却效率,再加上CO2气体有极低(-78℃)的温度,致使型腔表面间与冷却介质相较大的(100℃以上)温度差,这样相比较传统冷却注塑模,CO2气体冷却注塑模具有:模温波动幅度小、成形周期短、成形质量高等优点。
4.总结和展望
脉冲冷却技术出现不同注塑模,部分替代了传统的冷却技术,不但发挥了一定的经济效益,而且逐渐成熟并被用于实际生产中。没有获得大规模推广应用是因为受到成本、工艺等因素的制约,在完善现有新型冷却技术的同时,以提高冷却均匀度和增强对模腔表面温度的控制力、冷却效率为目标,继续加强对注塑模冷却技术的理论研究,并且不断开发新技术的新理念。
参考文献
[1]包荣华.塑料注射模冷却系统的设计[J].模具制造,2003(7):42-47.
[2]伍志刚,史玉升,魏青松,等.注塑模新型冷却技术及其研究进展[J].中國机械工程,2006(S1):161-166.
- 守纪律讲规矩是党的优良传统
- 电子档案数据安全备份策略解读
- 理想信念引领中国共产党铸就百年辉煌
- 试论庆安会馆的当代价值和意义
- 坚持党的领导开创全媒体发展新境界
- 沂蒙精神 青年脊梁
- 大数据在图书馆管理与服务中的运用
- 深入实施京津冀协同发展战略的着力点
- 浅析如何加快机关档案管理信息化建设
- 读懂“改善人民生活品质”的深刻意蕴
- 浅析互联网金融对银行会计核算影响
- 不断增进民生福祉的时代内涵和重大意义
- 对做好财务会计档案管理工作的思考
- 影响干部担当作为的关键因素
- 互联网时代下电子商务发展对商品流通模式的影响
- 新零售+3D技术:服装3D个性化定制解决方案
- 以政绩考核推动高质量发展的关键
- 国土资源管理改革的总体趋势与思考
- 构建科学有效的容错纠错机制
- 关于化工企业市场营销的管理措施的研究
- 浅议小微企业财务管理存在的问题
- 用好群众评议激发干部作为
- 探讨金融管理信息化的创新及应用
- 干部考核如何科学化、精细化
- 新时期企业管理的创新对策
- break up (with somebody)
- breakwater
- breakwaters
- break with
- break-with
- break with sb/sth
- break with sth
- break with tradition/break with the past
- break²
- break¹
- breast
- breastbone
- breastbones
- breasted
- breastfed
- breastfeed
- breast-feed
- breastfeeding
- breastfeeds
- breasting
- breastless
- breasts
- breaststroke
- breaststroked
- breaststroker
- 寸诚
- 寸蹄尺缣
- 寸蹏尺缣
- 寸辖制轮
- 寸进
- 寸进尺退
- 寸 部
- 寸量尺度
- 寸量铢称
- 寸量铢较
- 寸量铢较寸量尺度
- 寸金地
- 寸金尺璧
- 寸金难买寸光阴
- 寸钉才入木,九牛拽不出
- 寸铁
- 寸铁不比人
- 寸铁杀人
- 寸铃
- 寸长
- 寸长寸技
- 寸长尺技
- 寸长尺短
- 寸长片善
- 寸长铢金